hvr63
-
Постов
1 386 -
Зарегистрирован
-
Посещение
-
Победитель дней
118
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
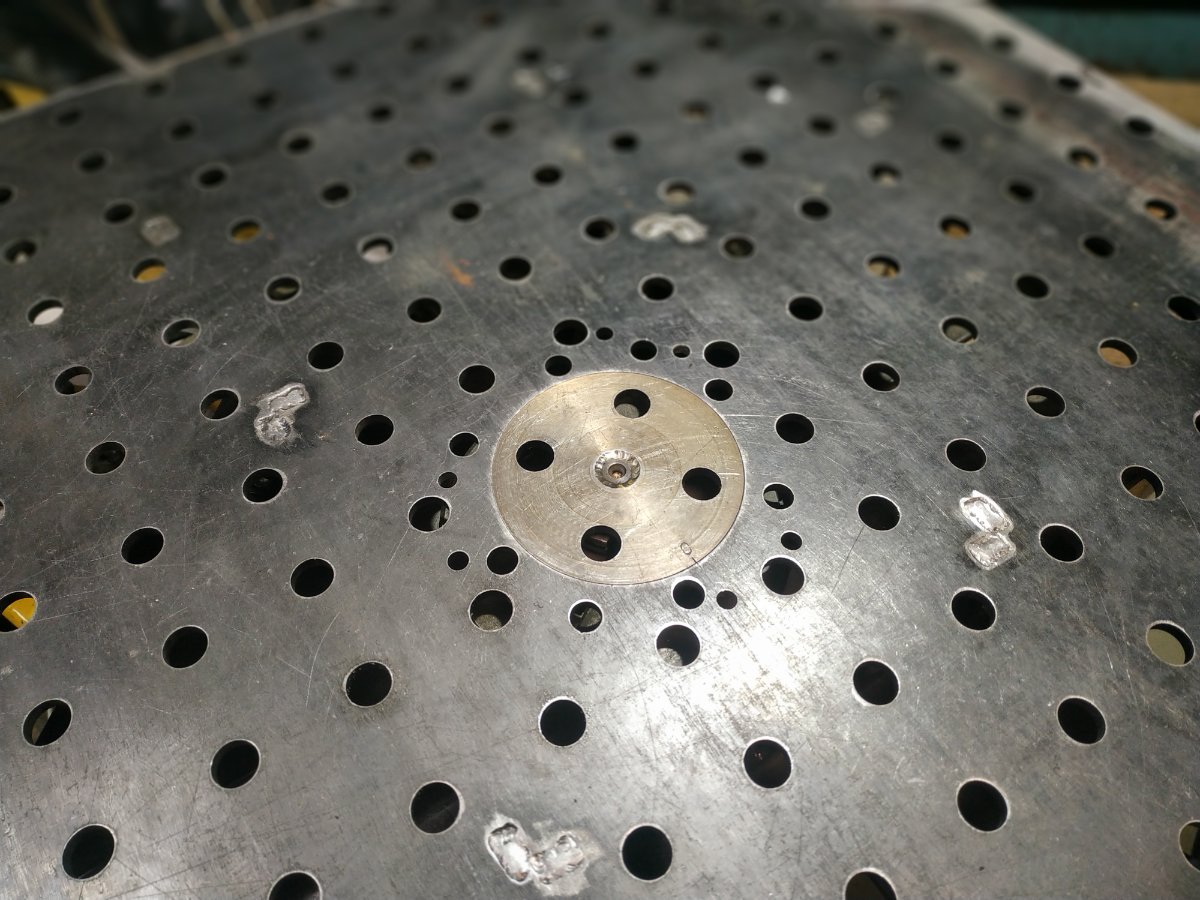
Я пытаюсь все вкорячить на сверлильный станок, но он у меня очень небольшой. И подобного рода детали, как правило, непроходные - или по столу, или по шпинделю. К тому же деталь, в приведенном примере, не имеет базы с противоположного торца (профильная труба с полукруглыми стенками). Сверлить отверстия большого диаметра (в данном случае 16) в рукопашную - на выходе сверла или руку сломаешь, или редуктор дрели. Да и точность при сверление вручную - удел перфекционистов. Некоторые детали без промышленного оборудования вообще никак не просверлить с подобающим качеством. Вот я, при проектировании поворотного стола вращателя, ошибся с отверстиями под токарный патрон, пришлось досверливать. Вручную было бы наверняка наискось (с моими способностями), да и куда такую елду запрешь в бытовых условиях. В общем, магнитная сверлилка порой незаменимая вещь в быту.

-
О-о-очень полезная штука оказалась. Достижимая точность (во всяком случае мною) - 0,1 на сетке 50х50.
-
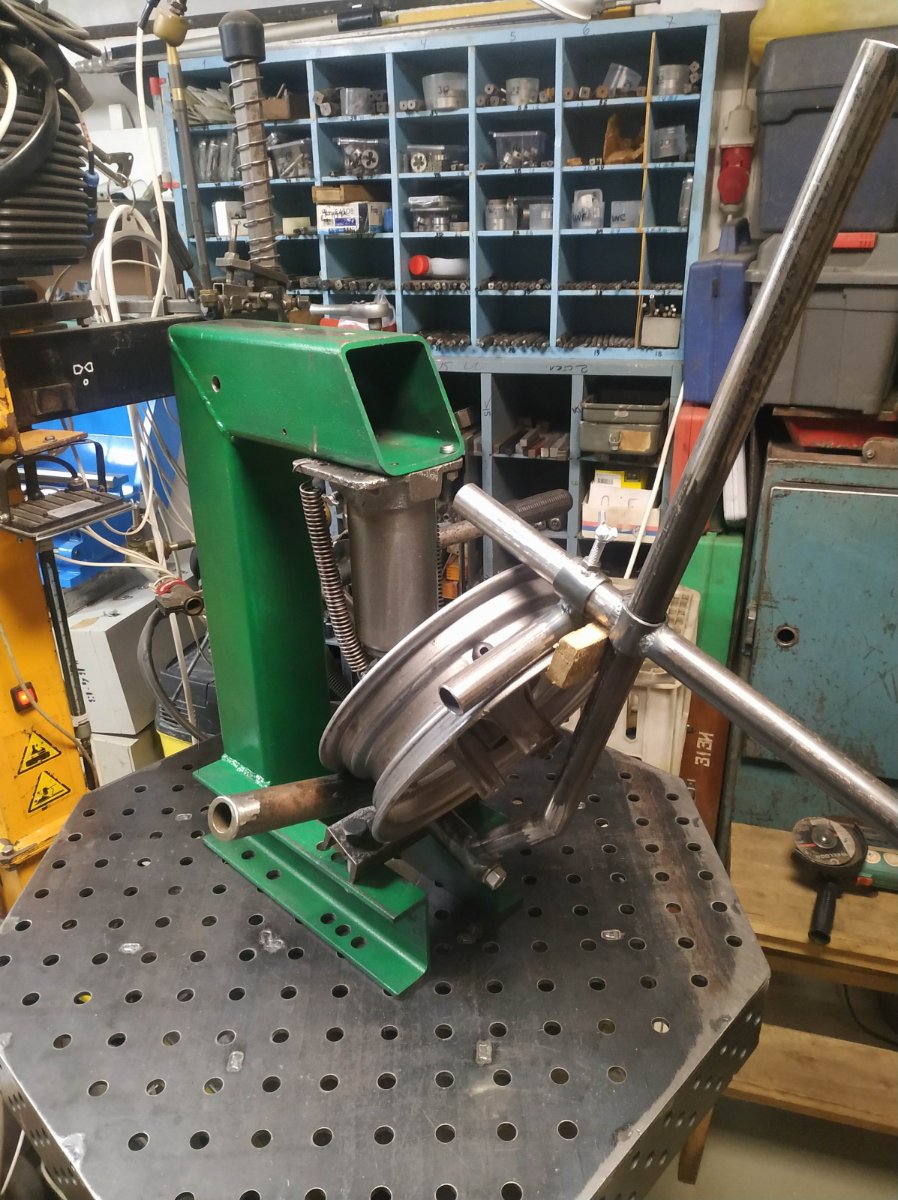
Приспособа для правки узких мотодисков. На фото диск от скутера.
-
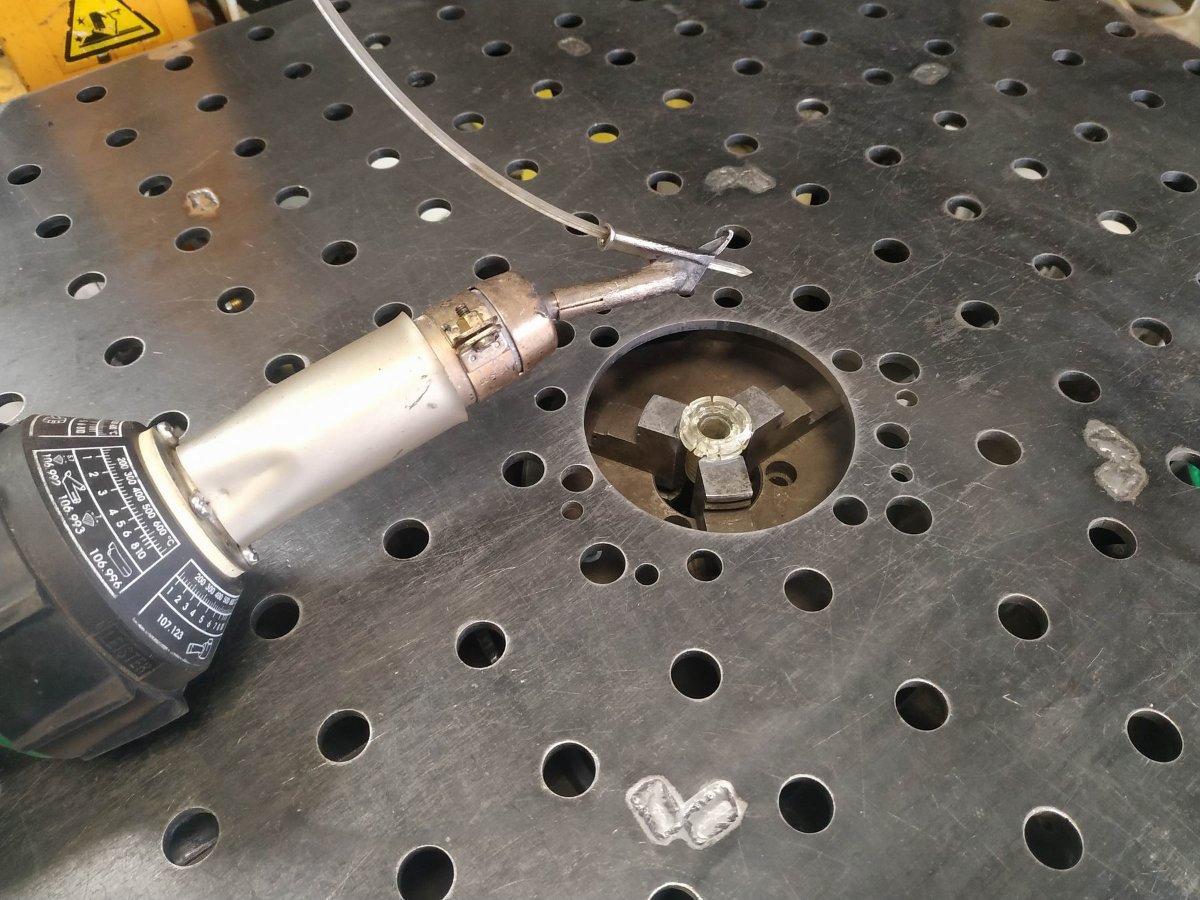
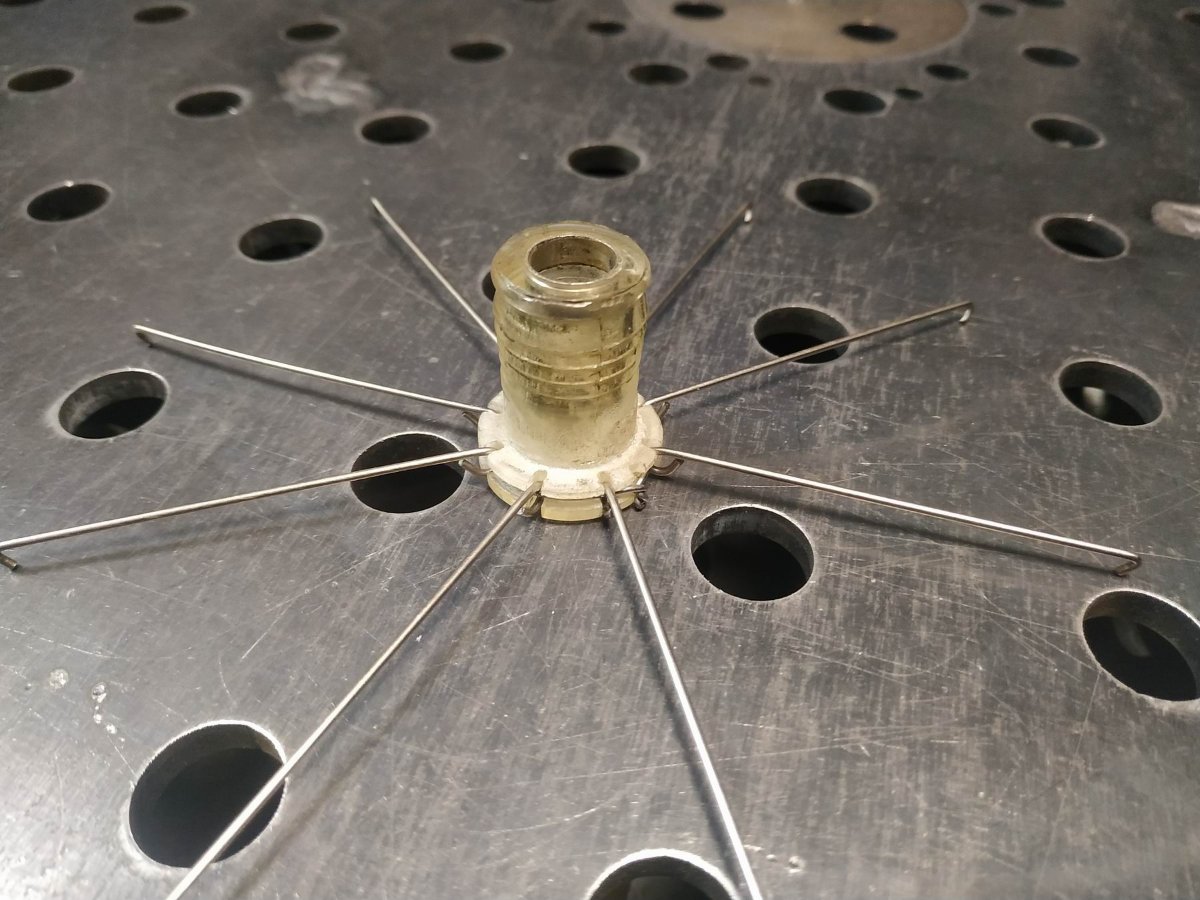
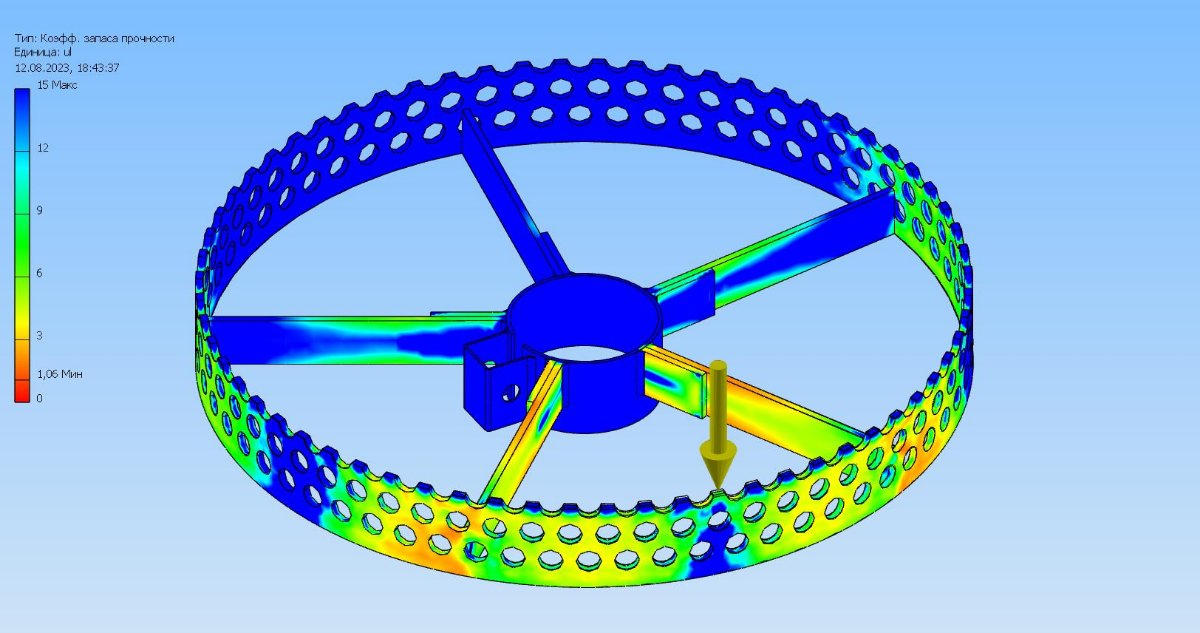
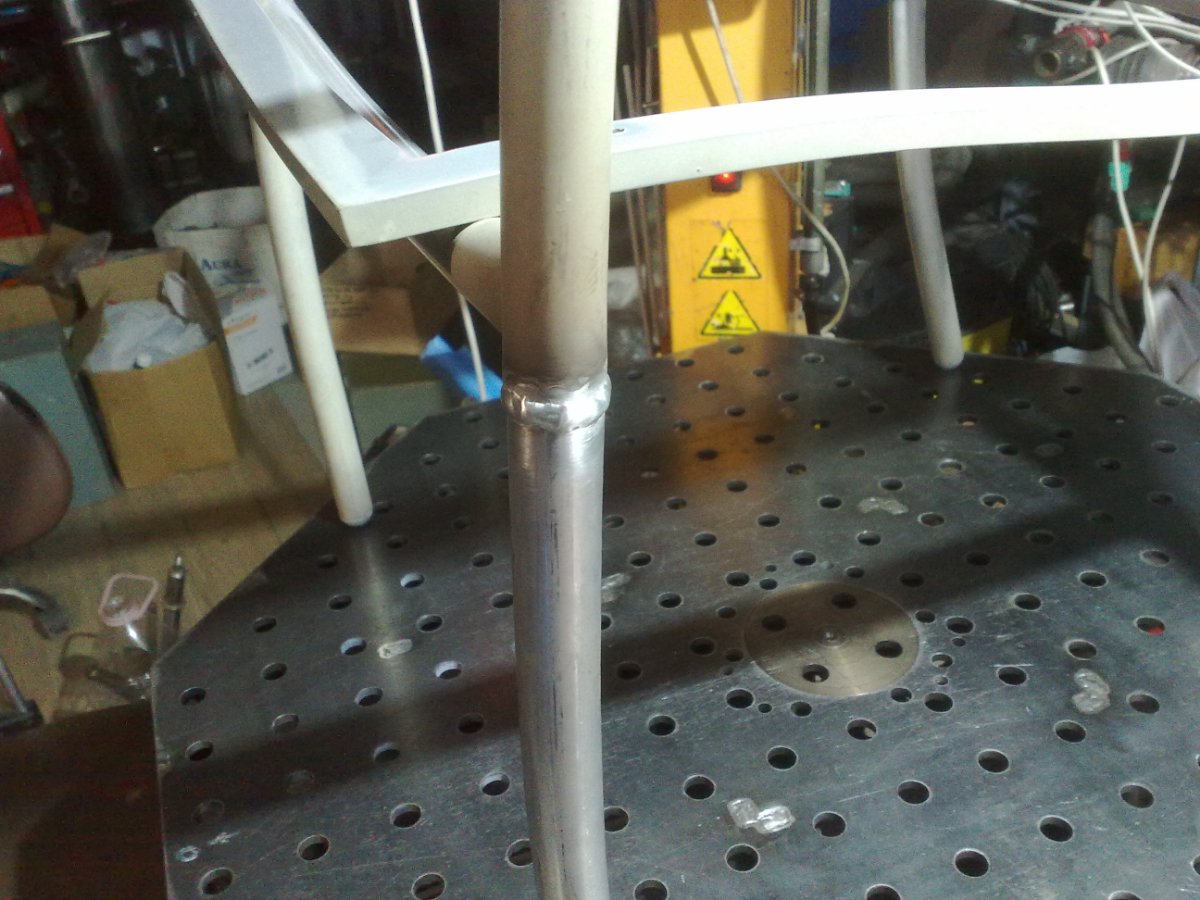
Случилась трагедия, произошел аварийный отказ моего любимого зонтика. Дефектоскопия выявила факт усталостного разрушения детали конструкции (вырвало часть венца, где крепилось кольцо с тягами). Так-как зонтику нет еще и 35 лет (практически новый), было принято решение ремонтировать. Из-за того, что разрушившаяся втулка имеет внутренний паз, чтобы не долбить его в новой детали было решено восстанавливать старую. Метод восстановления - наплавка в среде нестерпимо горячего воздуха. Наплавлялась часть верхнего венца, а также проваривалось основание втулки, где тоже все растрескалось. Материал - поликарбонат.
-
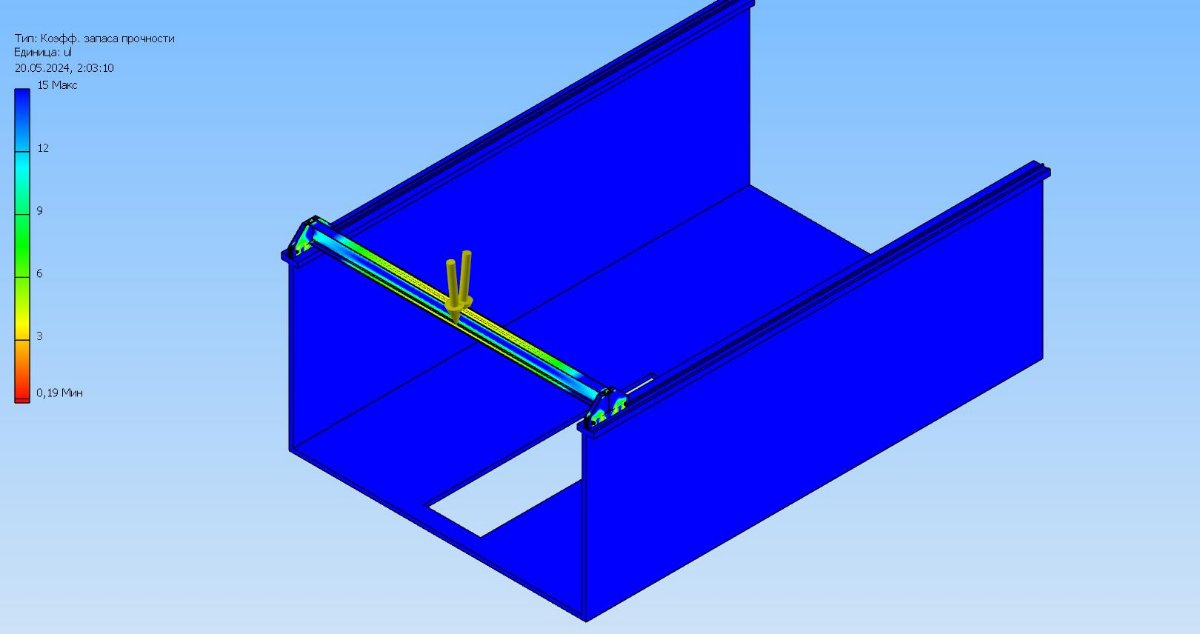
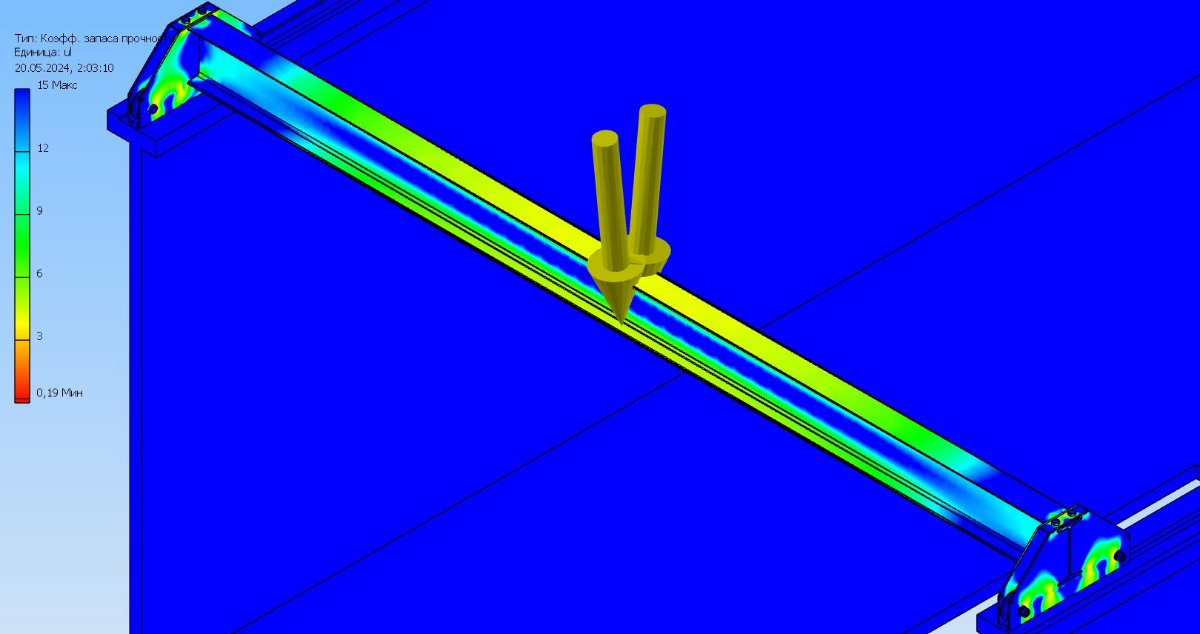
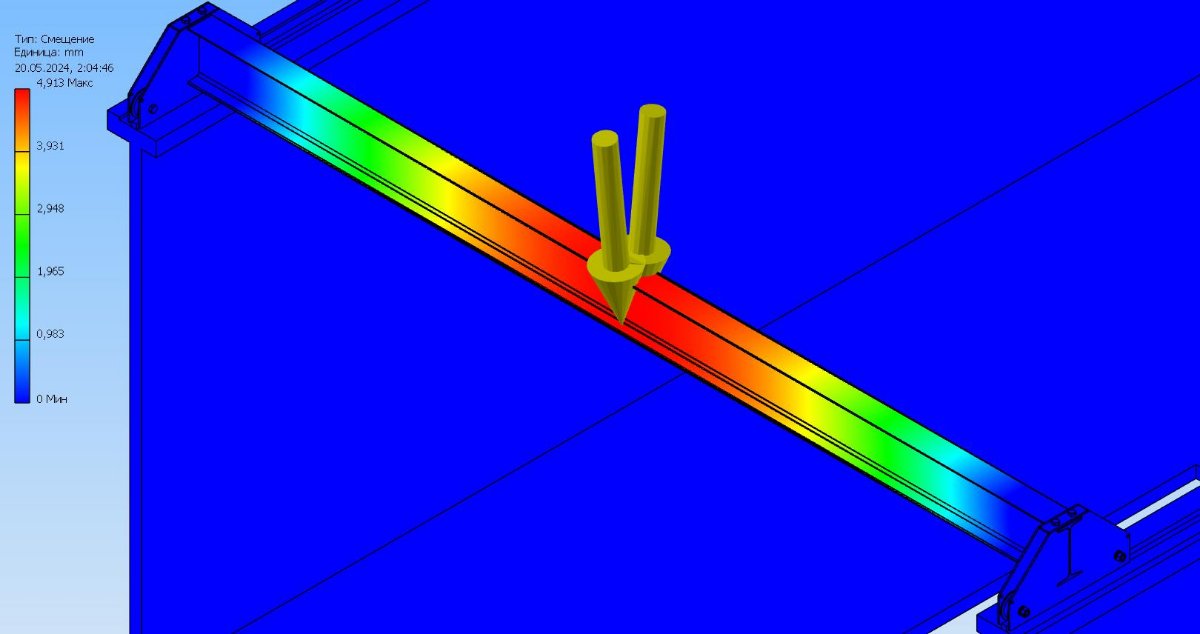
 Никакие люди сейчас прочность не считают, даже в домашних условиях. Я вот себе стул дела (считал подставку для ног на него) и кран-балку в гараж и то программным продуктом пользовался, а уж заводские...
Никакие люди сейчас прочность не считают, даже в домашних условиях. Я вот себе стул дела (считал подставку для ног на него) и кран-балку в гараж и то программным продуктом пользовался, а уж заводские...
-
Золотое правило механики: отвалилось заводское, отвалится и ремонтное.
-
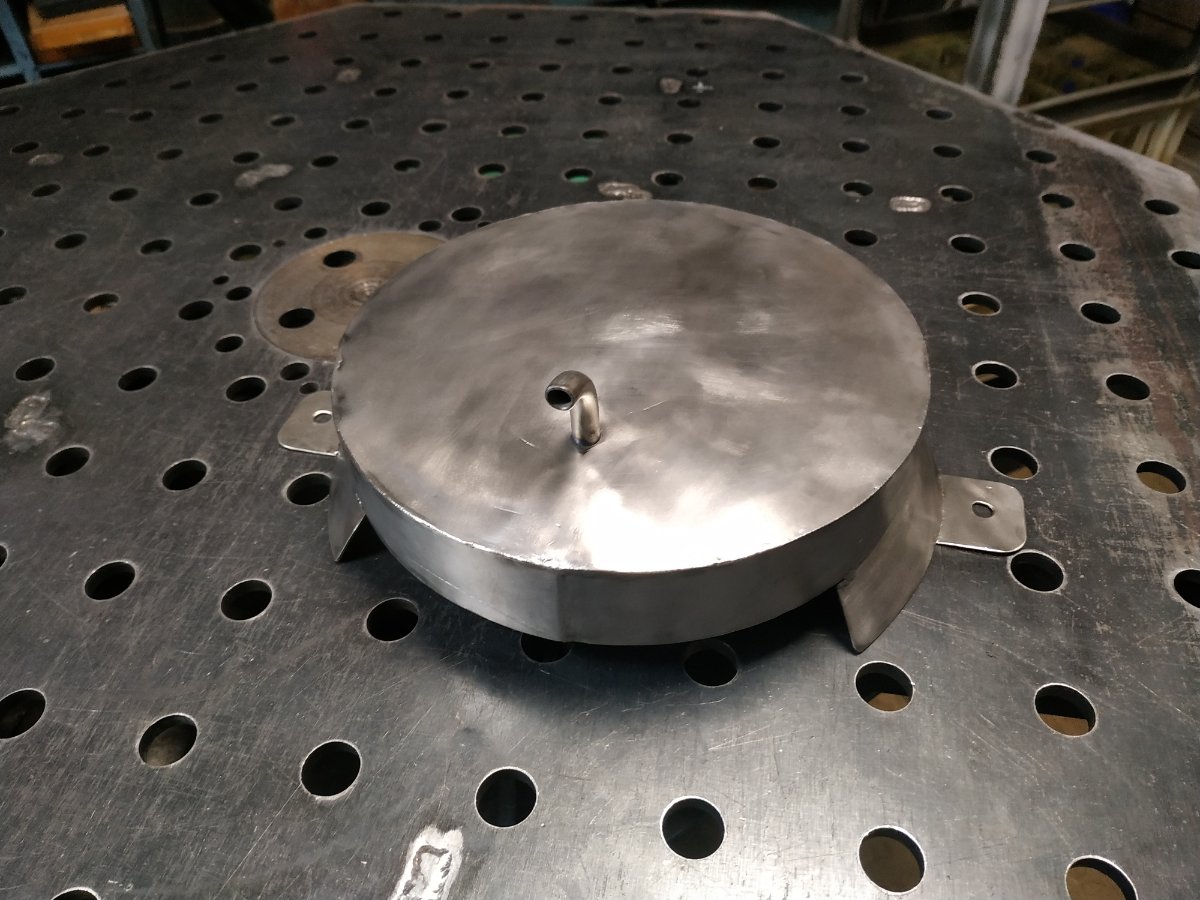
Это вот такое, высокотохнологичное устройство, собирающее конденсат из вентиляционной трубы. Я и так пожалел, что начал его делать, купить было бы проще и дешевле. Так что, лишняя мудянка с поддувом, только усугубила бы нерентабельность затеи.
-
А по моему и без поддува получилось вполне достойно, для моего уровня рукоделия.
-
На обратную сторону не дул.
-
Весь прикол сварки телом толщины в районе 0,5 - беззазорная подгонка. Из под ножниц по любому будет деформация (или уступы, или волна) и тогда придется ставить прихватки через каждые 15-20 мм. Что в свою очередь не будет давать сварить телом по краям прихваток, как бы их аккуратно не зачищать. В общем куда не поверни везде жопа (без лазера). Я со своей деталью намучился. И к тому я же варил без поддува, что катастрофически все проблемы усугубило - любое несплавление кромок при малейшем зазоре приводит к окислению через обратную сторону.
-
Камасутрой должен заниматься лазер. У нас уже в каждой подворотне.
-
0,5 нержавейку после плазмы не сварить в "за край", надо много счищать. После болгарки, кстати, тоже.
-
Я, как правило, все режу лазером, но тут надо было как раз в "кастрюле" отверстие на 200 сделать, притом очень точно. Тащить на лазер, или абразив получалось очень хлопотно. Резать летучкой, или балеринкой не рискнул, 0,5 наверняка бы задрало. Плюнул на весь прогресс - и в рукопашную, болгаркой.
-
Болгаркой. Это отход от выреза отверстия в ванне мойки. В общем отходы в доходы. Теперь это будет конденсатоприемник от вентиляционной трубы в гараже.
-
Обечайка - 0,8 мм; днище - 0,5 мм.
-
Нет ничего более постоянного, чем временное? Когда сбои окончательно уже достанут, надо будет все экранировать. Сейчас частотник иногда в обморок падает, но непонятно, то ли сам такой припадочный, то ли наводки, никак не могу установить причинно-следственную связь. Пока обхожусь перезагрузкой.
-
Жгутовать их я ссу, они практически все не экранированные.
-
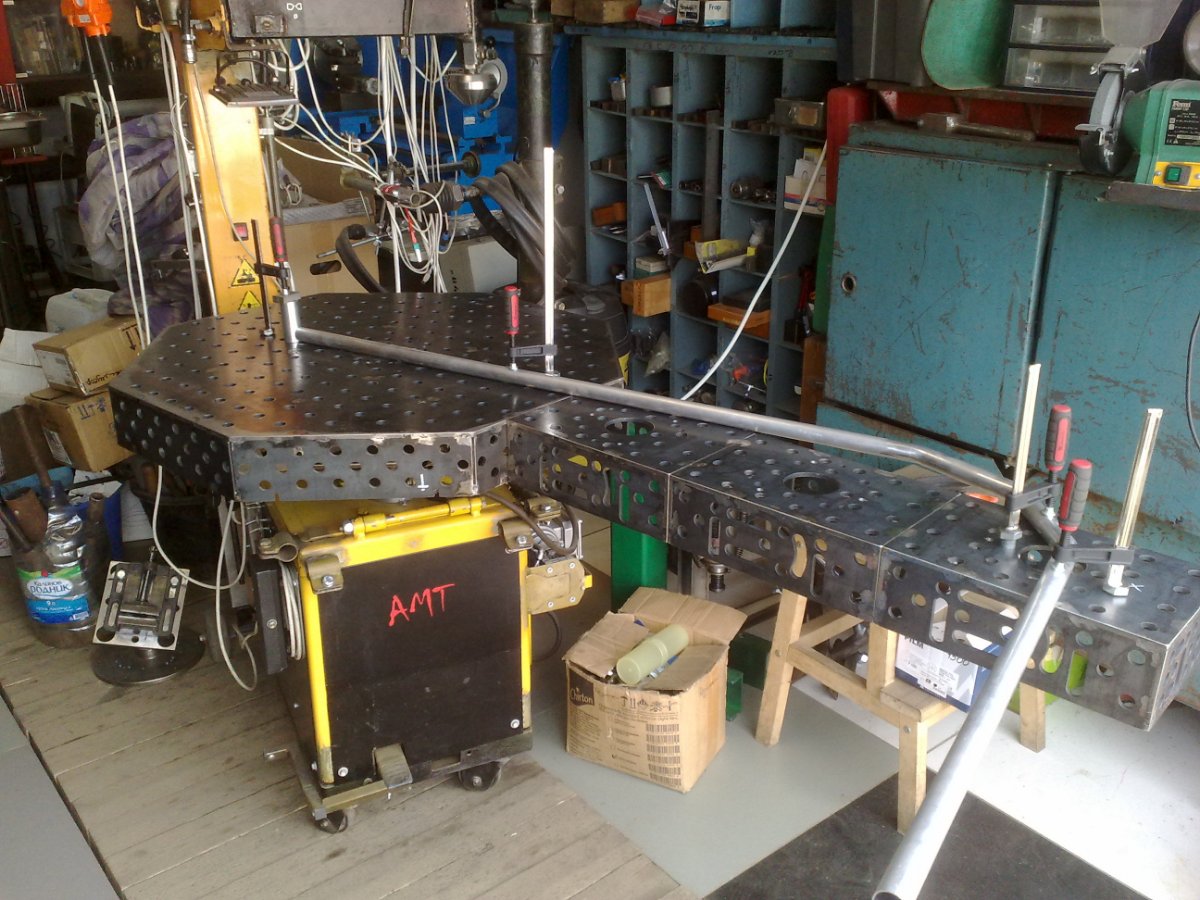
Модульность во всей красе.
-
Труба 20х2,8 ГОСТ 3262-75, болт М16 - своим телом.
-
0,8 проволока для экстремалов. Все усилия по сварке будут в виде борьбы с преждевременным расплавлением проволоки, в попытках засунуть ее мимо дуги. 1,0 мм еще более-менее комфортно можно работать, но и то на любителя и для специфических задач.
-
Это наверное больше пол скорость сварки MIG/MAG заточено?
-
ГОСТ Р 50462-2009 Идентификация проводников посредством цветов и буквенно-цифровых обозначений
-
Наверное сломали инструментом (головка несоответствующего внешнего диаметра) для которого эта лыска и предусмотрена. Там вроде и след от воздействия у основания бобышки виден. Если конечно винт не под внутренний шестигранник, или головка болта с буртом.
-
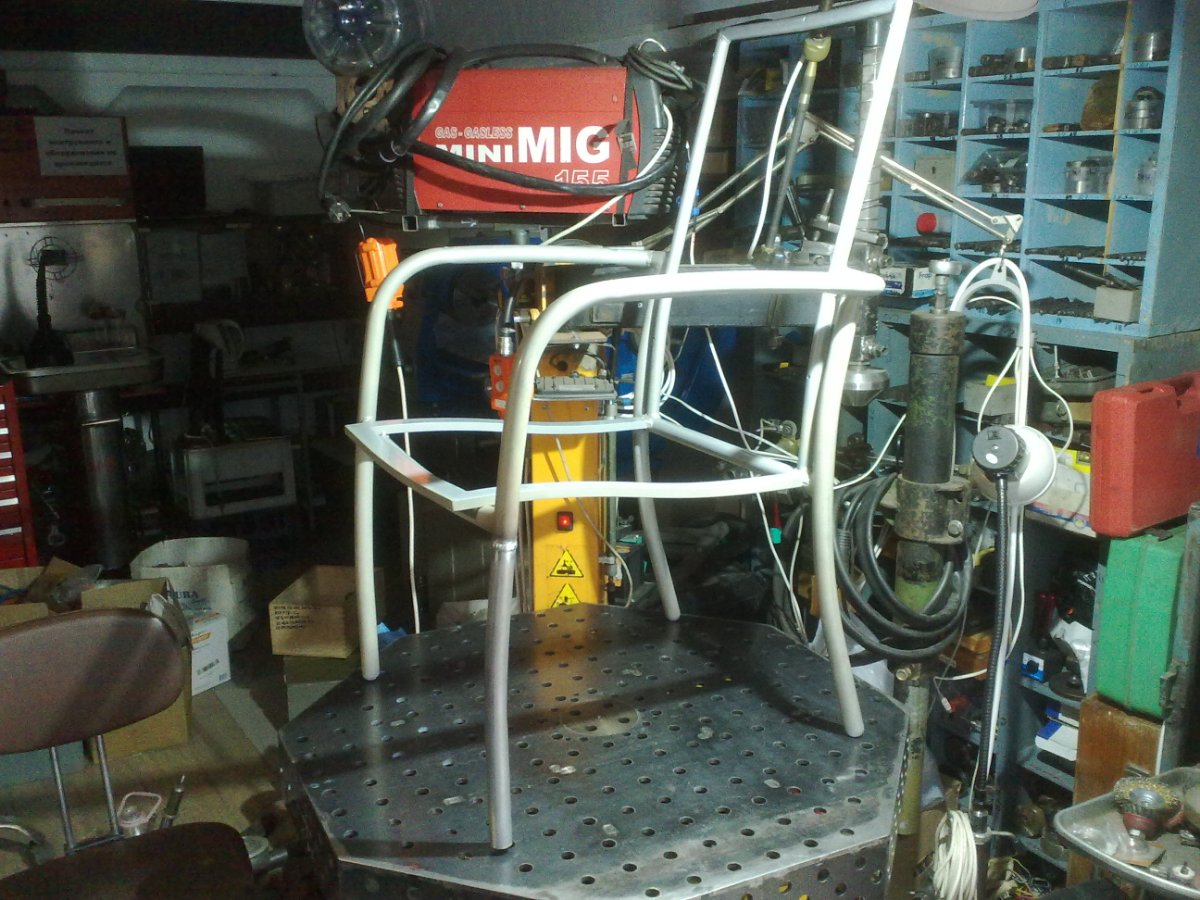
"Велика у стула ножка - подпилю её немножко..." В данном случае - "подогну ее немножко". Итальянский стульчик из комплекта мебели, дорог владельцу. Пришлось восстанавливать. Труба АД31 D30х1.
-
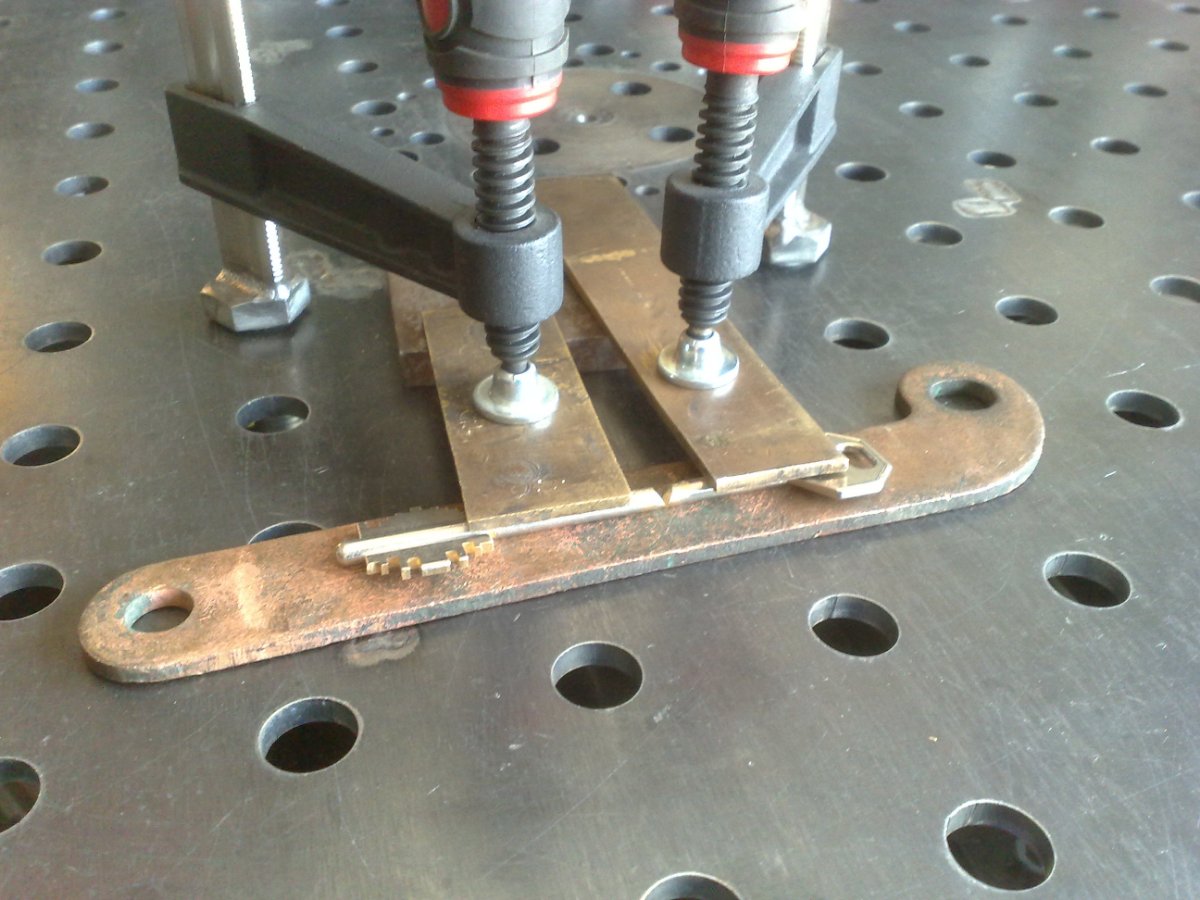
Ключик потребовалось удлинить (такой длины заготовки не нашлось). Хвостовая часть от заготовки. Латунь.