hvr63
-
Постов
1 398 -
Зарегистрирован
-
Посещение
-
Победитель дней
122
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
А какая разница. Все относительно...
-
Делал машину с настоящими сквозными ранениями с криминальной перестрелки 90-х (клиент попал на линию огня). Конечно же просадил края отверстия внутрь и вварил накладку. Но это все равно не С2, скорее ближе к С6.
-
Можно меня почитать. Существуют даже специальные клещи для С6. Вот, типа таких. https://market.yandex.ru/product--kromkogib-grossspot-dlia-otbortovki-kuzovnoi-dlia-avtoremonta/1832672728?sku=101990709388&uniqueId=50443861&ysclid=m52ffj2jcn230219779&wprid=1735042354177765-7125518835833634105-balancer-l7leveler-kubr-yp-vla-154-BAL&utm_source_service=web&src_pof=703&icookie=Ngjd96YuAN6%2Byp2tGzv6VD9dw9bZtBp3qAE4H7qfFxr9LkSCwxTOwieuzQIW31n026bzbeE32%2Fcc16dq8o6v62ZWn9I%3D&baobab_event_id=m52ffj2jcn
-
Все верно, но если это не становиться привычкой. При восстановление кузовов должно работать золотое правило: соблюдать равнопрочность с одновременным недопущением усиления в деформируемых зонах безопасности. Именно по этим причинам не допускаются сварные работы на деформируемых частях лонжеронов, приводящие к изменению условий их смятия (это относится и к другим элементам каркаса безопасности). Наши ремонтники зачастую это правило игнорируют в угоду своих удобств.
-
Эта проблема совсем не проблема. Вот пример, сваренный исключительно вышеперичисленными швами. Никаких С2.

-
Я как-то, помимо продажи материалов для кузовного ремонта, вознамерился поторговать материалами для строительной отделки. У меня шерсть встала дыбом о широты и глубины ассортимента и я не решился остаток жизни тратить на изучение всех строительных технологий. В кузовном ремонте все гораздо проще - номенклатура материалов сильно ограничена (по сравнению со строительными), так как ограничены виды поверностей для нанесения. В любой приличной окрасочной системе (я работал на Spies Hecker) имеется, сранительно небольшая по объему, исчерпывающая информация по применению.
-
И к слову, коль трется вопрос по кузовному ремонту. В свое время читал-перечитывал прекрасную книгу. Рекомендую. https://korobkaknig.ru/nauka_i_tehnika1/transport/remont-kuzova-posle-avarii-60388.html
-
Не стал вчитываться во всю вышеописанную технологию сварки оцинкованной листовой стали, которую зачистить от цинка - та еще проблема. Что обусловлено, в том числе, и технологическими свойствами покрытия, которое имеет способность к "сомозатягиванию" повреждения за счет наволакивания цинка. Данное свойство используется при штамповке (различие по классификации см. в "ГОСТ 14918-80 Сталь тонколистовая оцинкованная"). Просто расскажу за технологию кузовного ремонта. Во первых: сталь по ГОСТ 14918 и кузовная - две большие разницы. Во вторых: попытка заварить по незачищенному цинку приведет к единственному результату - брак сварного шва. Никакие антикоррозийные свойства сварного шва и прилегающей зоны сохранены не будут. Антикоррозийная защита ремонтных участков достигается единственным способом - нанесением лакокрасочного покрытия. Нанести лакокрасочное покрытие на цинк (как и на алюминий) - существенная проблема, из-за адгезии. Протекторные свойства цинкового покрытия (разрушение покрытия, откладывающее момент разрушения основного металла) приводят к нарушению адгезии лакокрасочного покрытия. Может кто наблюдал отшелушивание краски с порогов с полным отсутствием ржавчины. Для грунтования галванизированых деталей применяют специальные грунты (например фосфатирующие). Если наносить лакокрасочное покрытие на зону сварки, которая не была предварительно зачищена, то все равно придется ее зачищать от остатков выкипевшего цинка иначе ни о какой адгезии речи быть не может. В третьих: при сварке кузовных панелей никогда не выполняют шов С2 (я не про умельцев), а только Н1; С5; С6 и их производные. В связи с эти возникает необходимость защищать металл, к которому не будет доступа после выполнения сварного соединения. В этом случае применяю специальный сварочный грунт (я пользовал 3М 50410). Но даже в этом случае приходится, по возможности, зачищать хотя бы зону сварочной ванны (под просечкой, или стык и подложку). После окончательной сборки ремонтируемого изделия выполняют нанесение антикора на внутренние поверхности сварного шва, на котором, в любом случае, будет дефект покрытия.
-
Yes It Is.
-
Фальсифицируемость (Википедия). Фальсифици́руемость (принципиальная опровержимость утверждения, опроверга́емость, крите́рий По́ппера) — критерий научности эмпирической или иной теории, претендующей на научность. Сформулирован Карлом Поппером в 1935 году. Теория удовлетворяет критерию Поппера (является фальсифицируемой и, соответственно, научной в отношении теста этим критерием) в том случае, если существует возможность её экспериментального или иного опровержения. Согласно этому критерию, высказывания или системы высказываний содержат информацию об эмпирическом мире только в том случае, если они обладают способностью прийти в столкновение с опытом, или более точно — если их можно систематически проверять, то есть подвергнуть проверкам, результатом чего может быть их опровержение. Иначе говоря, согласно критерию Поппера, — научная теория не может быть принципиально неопровержимой. Тем самым, согласно этой доктрине, решается проблема так называемой «демаркации», то есть отделения научного знания от ненаучного. Принцип фальсифицируемости противоположен принципу верифицируемости: при верификации гипотезы исследователь ищет подтверждающие её примеры, при фальсифицируемости — примеры, опровергающие её.
-
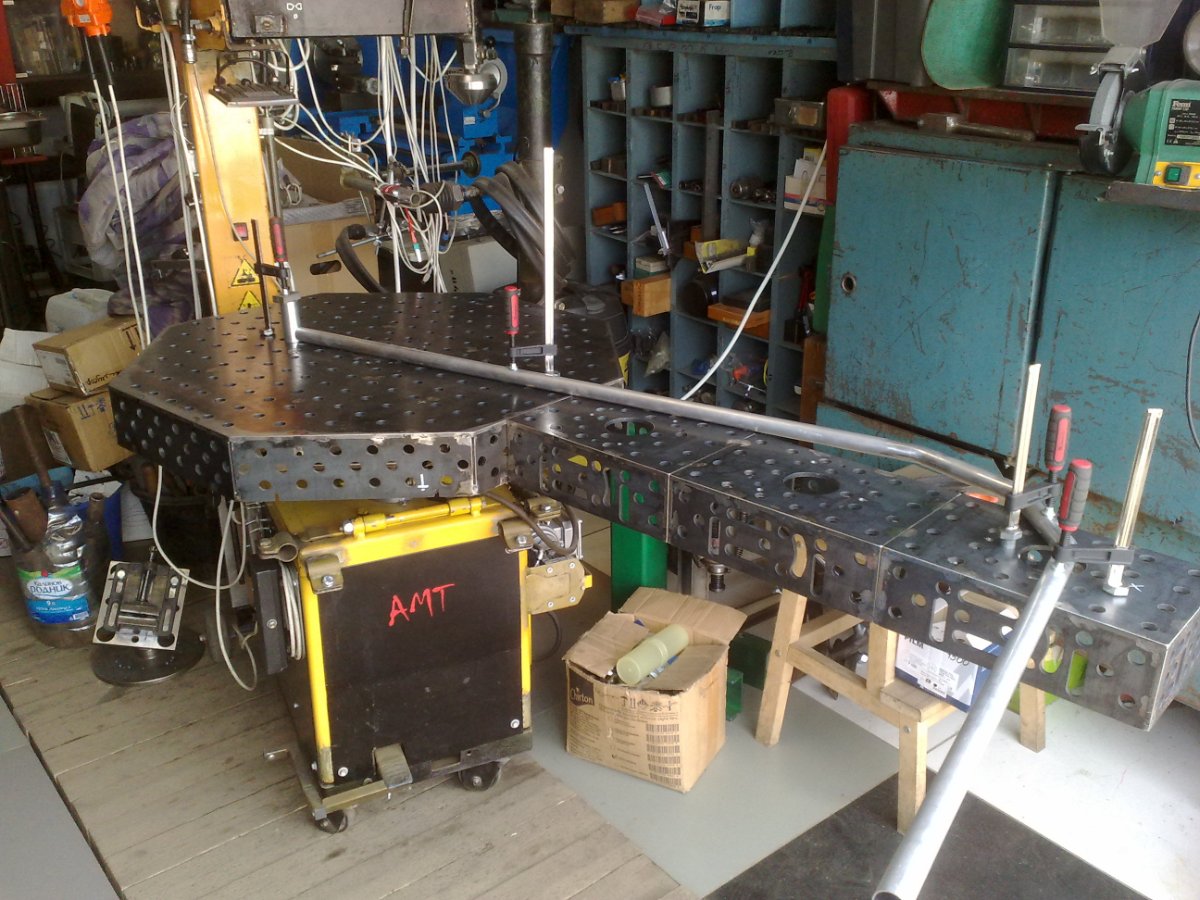
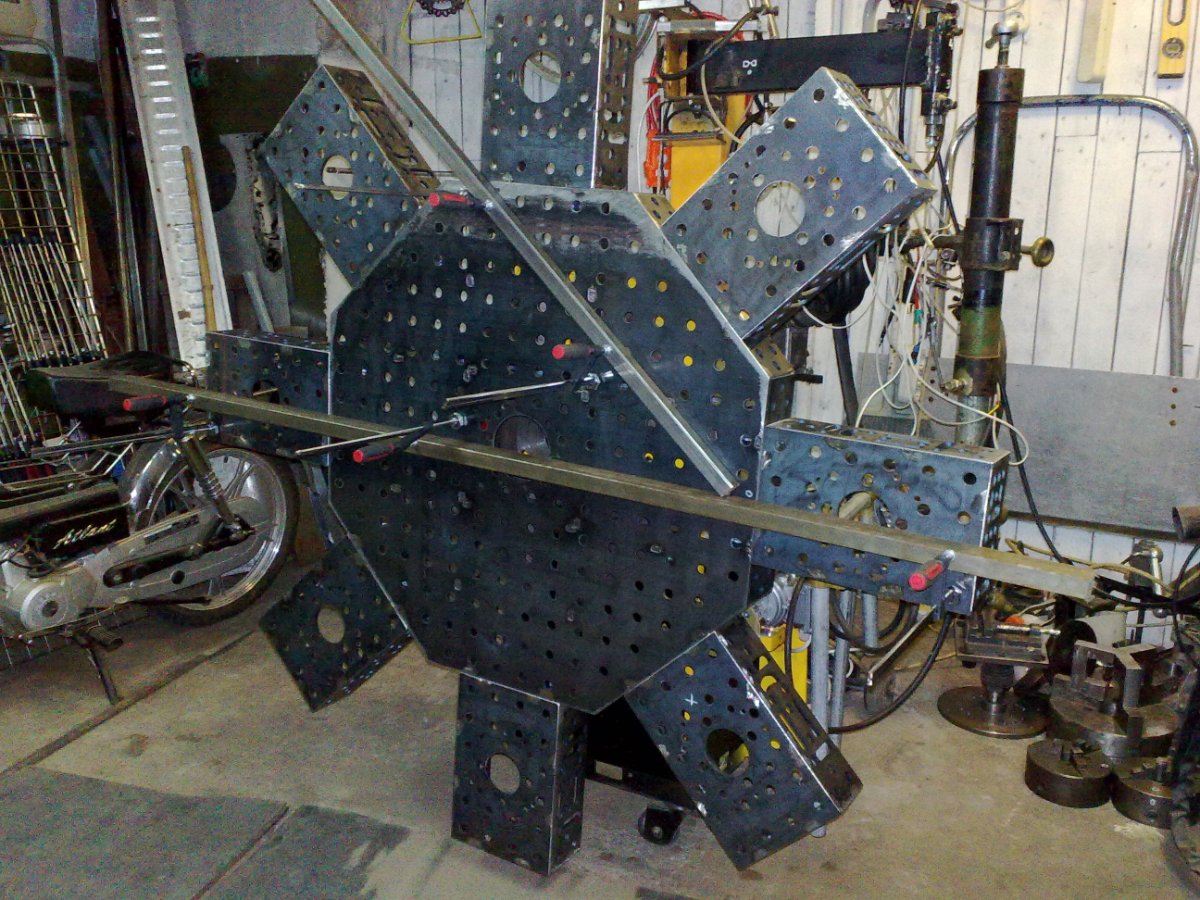
 Какого бы формата не был стол, он всегда будет мал. Как альтернатива безграничного стола - расширители. Но как говориться: "У каждого свой вкус, сказал индус, слезая с обезьяны...".
Какого бы формата не был стол, он всегда будет мал. Как альтернатива безграничного стола - расширители. Но как говориться: "У каждого свой вкус, сказал индус, слезая с обезьяны...".
-
Краткий экскурс по базовым функциям программы. https://rutube.ru/video/0c0e7a9b3a934e3c3e541a97b38a44dd/
-
Вышел новый релиз программы.
-
А если трансформаторный сварочный? Хотя такие остались наверное только у меня.
-
Меня в этом авантюрном деле, сварка от генератора, больше волновали неведомые мне всякие там электромагнитные явления, возникающие при постоянно-периодическом коротком замыкание электрода. И как с ними справляется самовозбуждающаяся электрическая машина.
-
Нет, однофазный.
-
- Скорость сварки выше не от того, что коэффициент наплавки больше, а наоборот. - Не стоит делать выводы только по температуре столба дуги. Во первых: эти дуги совершенно разные. Во вторых в одном случае на детале анод, в другом катод. Необходимо оперировать понятием "теплопередача дуга-деталь". При МИГ в теплопередаче, помимо дуги, участвует расплавленный металл электрода, а это довольно весомый вклад. Про ТИГ АС молчу, там коэффициент теплопередачи еще меньше.
-
6 киловаттный француз с движком от Хонды. И вроде, на индуктивную нагрузку берут коэффициент 3-3,5.
-
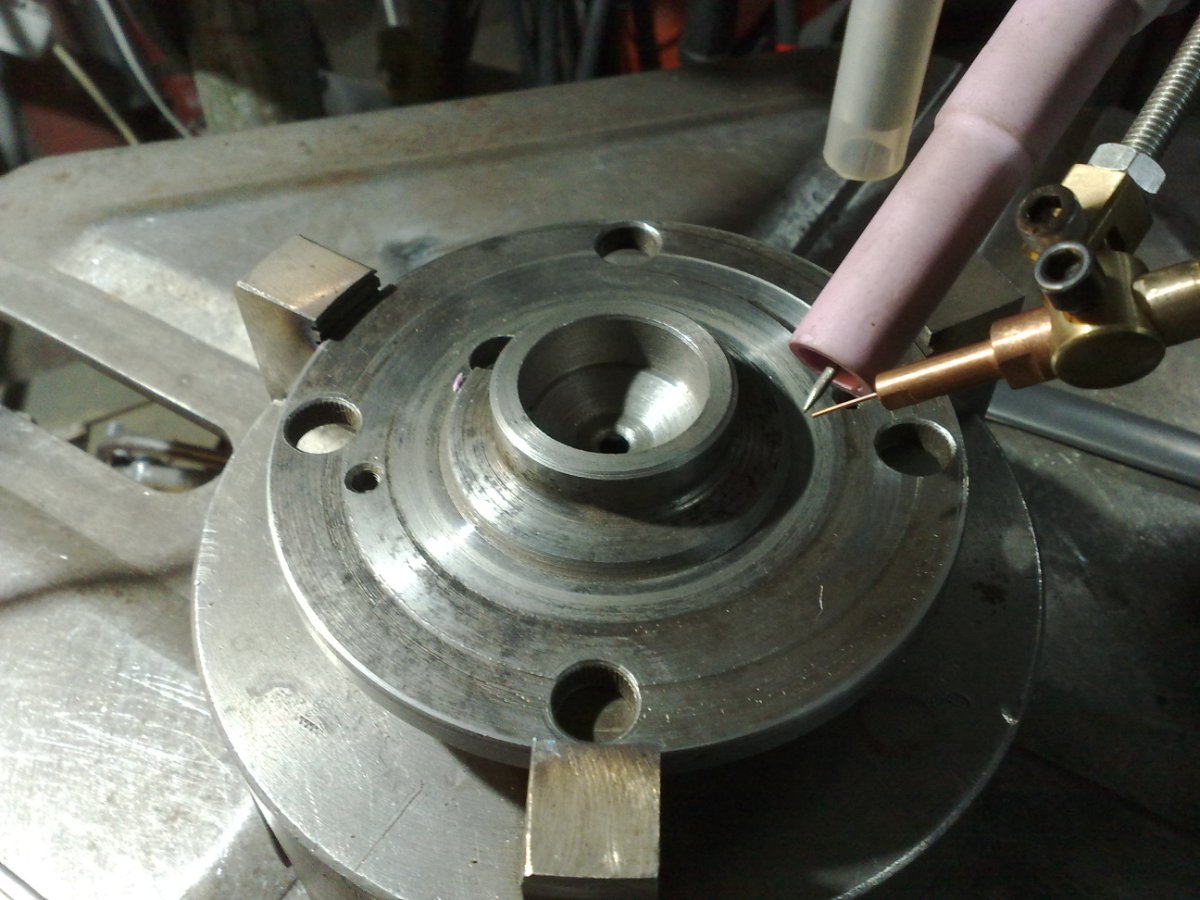
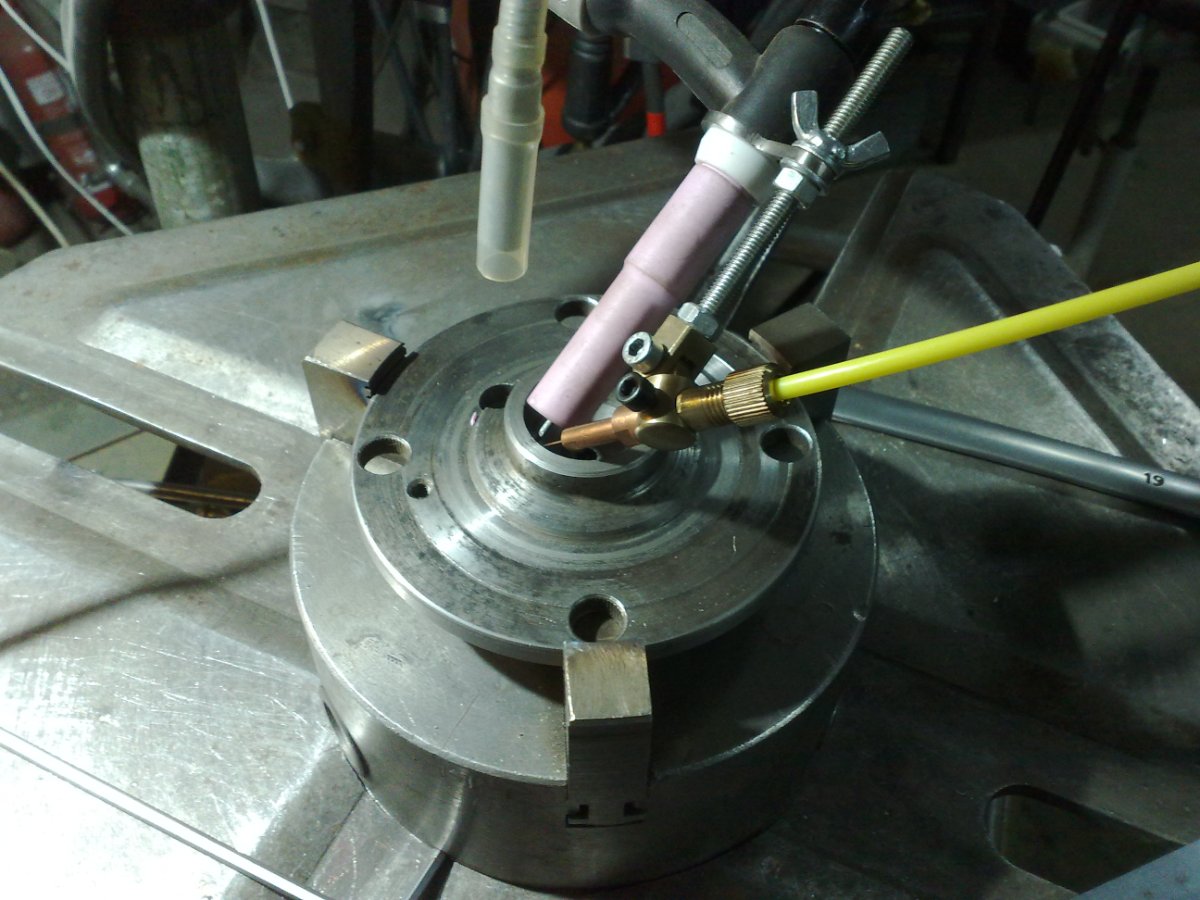
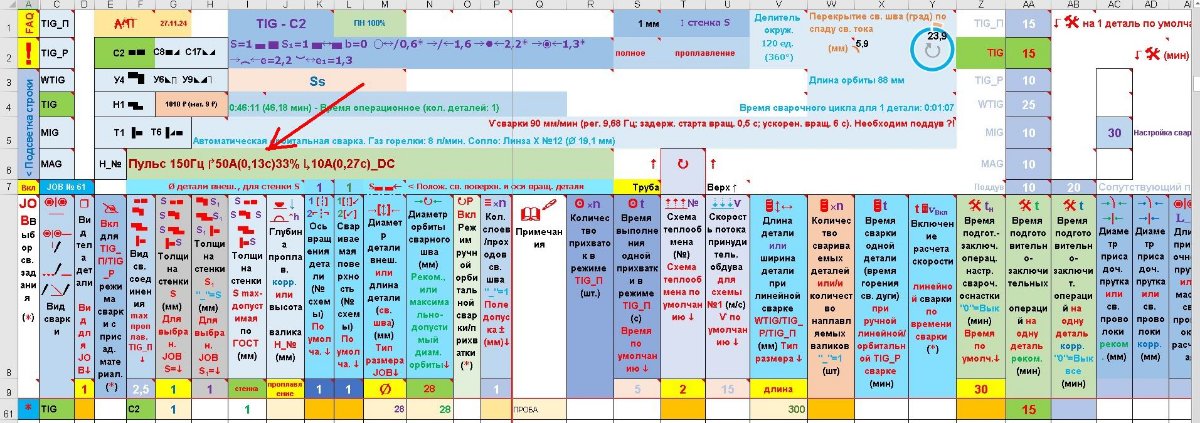
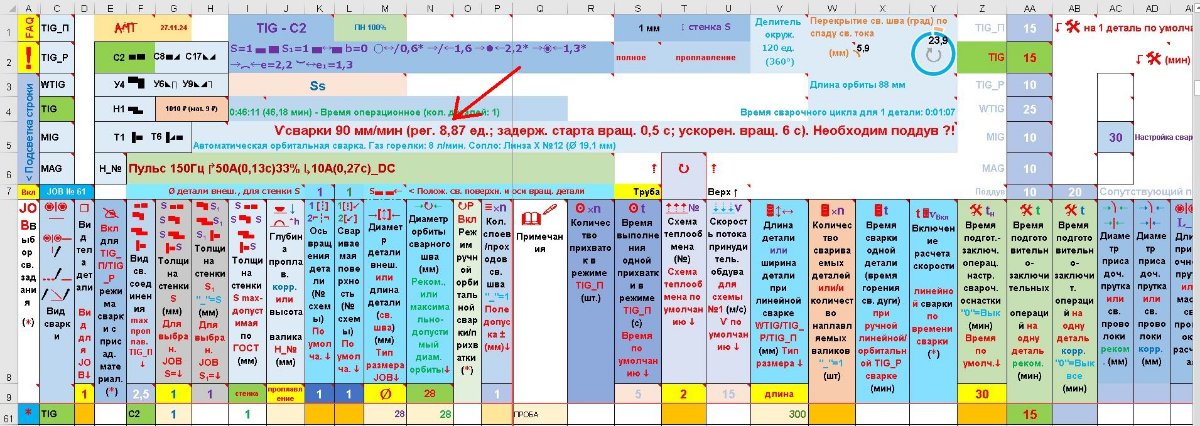
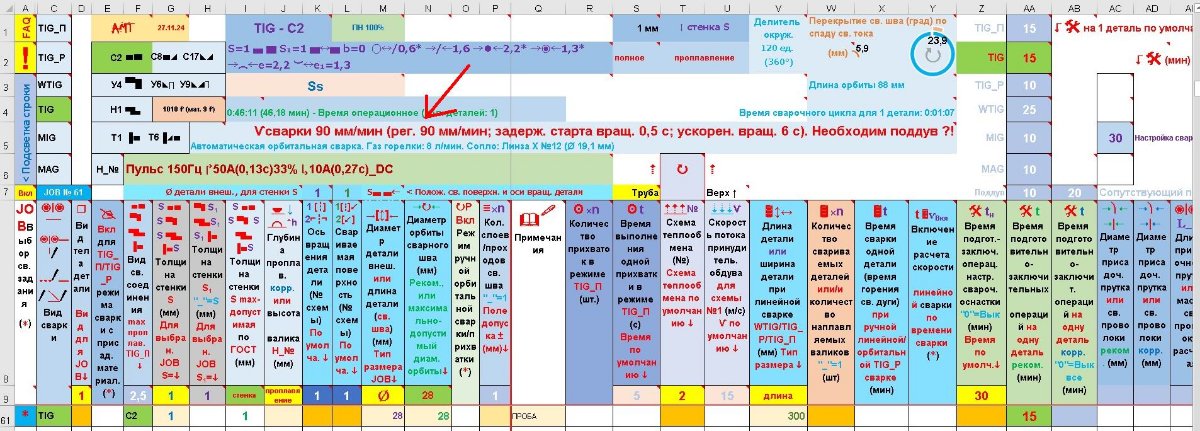
Немного обновил интерфейс. Теперь коэффициент заполнения импульсной сварки имеет визуальное отображение в секундах по импульсу и спаду. На сколько это полезно не знаю, но на некоторых контролера видел "секундное" отображение данного параметра. Упростил (на сколько смог) адаптацию программы под разные типы регуляторов скоростью вращения поворотного стола/сварочной горелки. Типы поддерживаемых регуляторов скорости вращения: - Частотный преобразователь в регулировке оборотов асинхронного двигателя с цифровым отображением частоты. - Регулятор оборотов с отображением значения в безразмерных единицах (попугаях). - Регулировка скорости вращения с отображением скорости сварки (управление контролером).
-
Нет, обычный.
-
А сам генератор так может сгореть? У меня знакомые берут генератор для таких подлючения сварочника, а мне переживательно.
-
У меня на работе: - Василич, вода при какой температуре кипит? - Ну это какой огонёк.
-
При равных геометрических параметрах шва количество наплавленного металла одинаковое. При ТИГ теплопередача осуществляется только за счет сварочной дуги, а в МИГ плюс к дуге через расплавленный металл проволоки. Для сравнения - у ТИГ с автоматической подачей горячей проволоки скорость сварки будет выше, чем с подачей холодной проволоки, за счет увеличения тепловложения через горячую проволоку. Для этих же целей, увеличение тепловложения, применяют гелий и другие смеси. В гелии условия ионизации дуги "более горячие" и как следствие большая теплопередача в основной металл.
-
А тогда за счет чего скорость сварки МИГ выше чем ТИГ?
-
Это я что, по 1500 р/ч за ремонтные и 1300 р/ч за производственные работы тут, почти в Москве, благотворительностью занимаюсь? Срочно иду переписывать прайс.