hvr63
-
Постов
1 395 -
Зарегистрирован
-
Посещение
-
Победитель дней
120
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
Доступен свежий релиз программы. Кроме улучшения интерфейса и алгоритма работы основного модуля программы, доработан модуль для работы к ячейками памяти сварочного источника (этот модуль позволяет создать внешнюю базу настроек даже для источников без памяти). В этом модуле появилась возможность отключать функции, не используемые на применяемом сварочном источнике. Это позволяет более корректно адаптировать интерфейс этого модуля под применяемый сварочный источник.

-
Мне вот так нравится (на компе можно смотреть с прогой goodbyedpi).
-
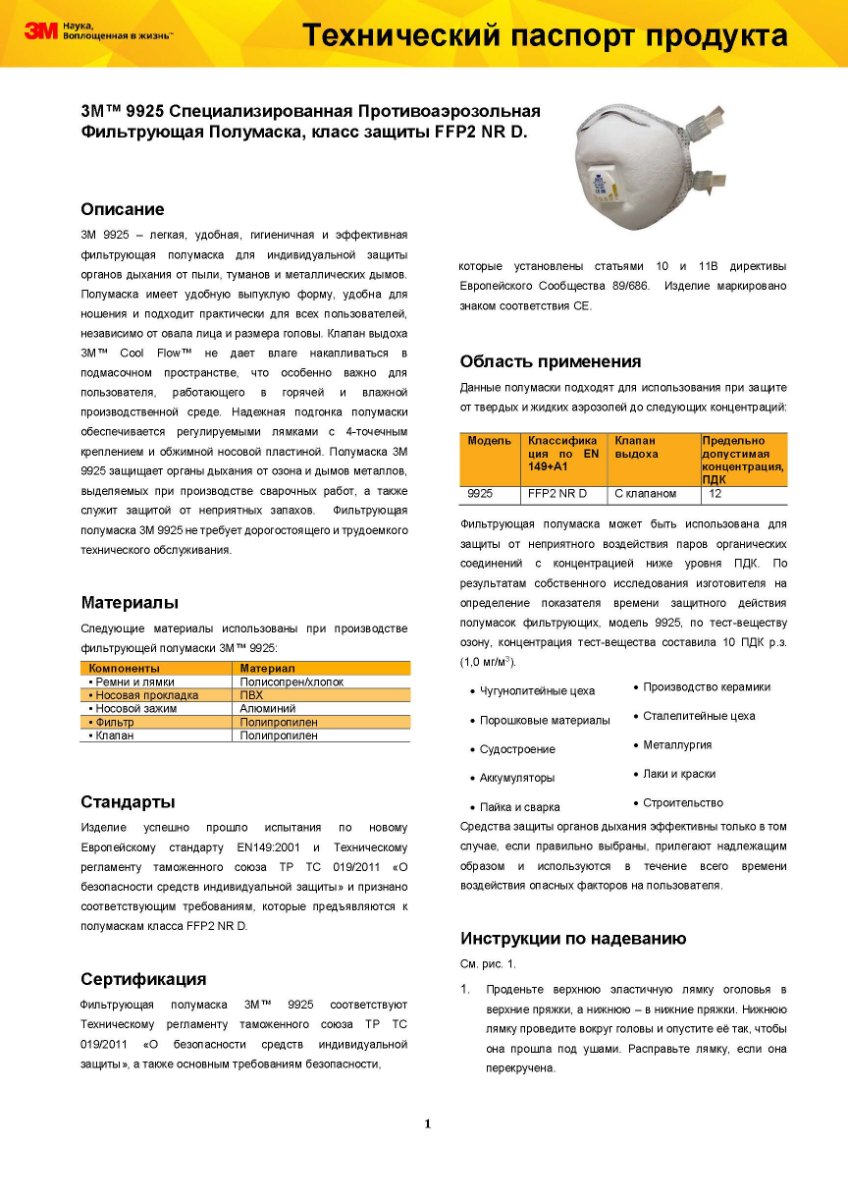
И респиратор - респиратору рознь. Да и нормальный обычно только в районе 10 ПДК держит. Я вот так варю.
-
Бытовой, или нет, это как спор про пятое поколение истребителей. Какие критерии? Только тот, кто придумал знает, но про все никому неговорит.
-
Пользователь, зачастую, вынужден действовать в состояние большой степени неопределенности. Придя в магазин, например за колбасой и не имея на руках заключения о вскрытие, потребитель вынужден определять качество по косвенным признакам, коими являются например цена. Метод сомнительный, но зачастую единственный. Так и с инструментом, я вынужден определять принадлежность по набору каких-то доступных для классификации свойств: какими может быть длина сетевого кабеля, количество ячеек памяти и т.п. Так вот, этот аппарат, по совокупности параметров, мною классифицируется как добротный, дорогой, бытовой. И ничего с собой не могу поделать.
-
Очень легко проверяется. Количество ячеек памяти - 10. И это с тремя видами сварки и целым вагоном настроек. Мягко говоря, ни о чем. По мне, так от 50-ти и выше. Вот я комбинировал и в результате очень сильно был разочарован - не знал что оставить что убрать. Пришлось создавать виртуальные ячейки.
-
У меня знакомый летчик (заслуженный испытатель) сделал на свой самолет новое крыло. Получилось слегка кривовато (несимметрия по горизонту). При испытательном полете ему не хватило ручки по крену (уперлась в крайнее положение, а крен остался). В результате на посадке произошло сваливание на крыло. Хорошо испытатель, еще и не из такого выворачивался, повредил только стойку шасси. Обычный пользователь почти наверняка бы кувыркнулся. Эта Чебора - аппарат бытовой. На нем "летают", как правило, обычные люди, не испытатели. Так почему, блин, рабочие регулировки не в нейтральном положение, а в крайнем? Говоря по лётчески, на хрена я должен на нем летать на полном расходе триммеров?
-
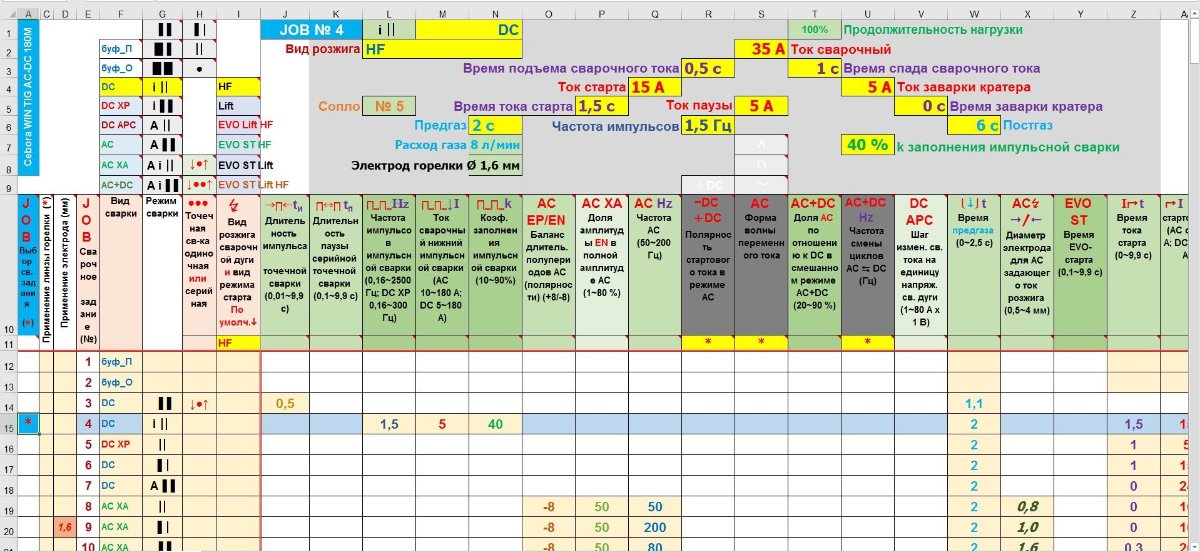
Нет. Заводские параметры тока розжига (токи горячего старта IH1 и IH2) все же связаны только с процессом возбуждения дуги при ВЧ старте. Их трогать имеет смысл только на сварке тонкого, если есть проблемы с прожигом. И это связано с DC, так как там нет оперативной регулировки тока розжига. На АС можно ток розжига оперативно изменять регулировкой параметра толщины электрода. Скорее всего, на АС токи горячего старта тоже как-то пропорционально участвуют в процессе розжига. Судить об этом, без серьезного инструментального исследования, сложно. Логический вывод* По моим наблюдения, при срыве дуги (das ist perdezh) происходит срыв только отрицательной полуволны. Так-как по факту тепловложение резко падает (ванна застывает) и происходит разрушение электрода. Причем на жидкой блестяще ванне такого не происходит, а начинается это, когда ванна становится матовой и наверное из-за возрастающего сопротивления, напряжение на дуге падает и происходит ее срыв. Причина, скорее всего, в программно-аппаратной части. Борьба с этим, как писал выше, заключается в сдвиге баланса полярности максимально в отрицательную полуволну и/или увеличение напряжения на отрицательной полуволне (с одновременным уменьшением на положительной) в режиме АС ХА. *Логика - это систематический метод, позволяющий с полной уверенностью приходить к неверным выводам (Максима Мэнли).
-
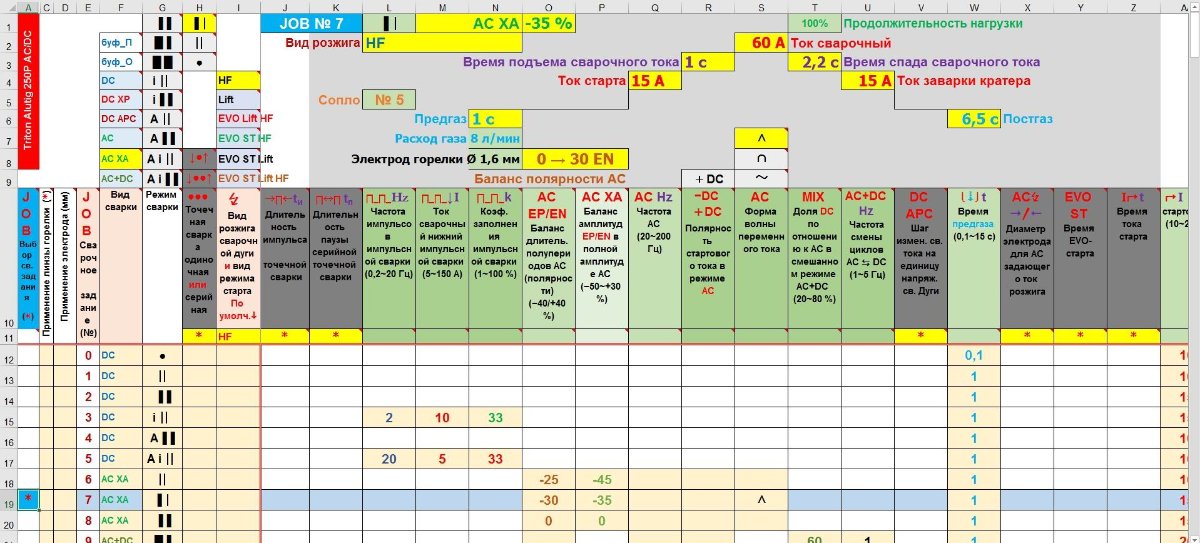
По поводу снятых мною осциллограм (см. где-то выше). Я принял волевое решение считать белое - черным, то есть, где на моих осциллограммах плюс - считать это место минусом. Не знаю, как так получается. Еще sherwood, в свое время, аналогично наосциллограммил (см. ссылку) Все настройки строго соответствуют мануалу, только осциллограммы нужно повернуть вверх ногами. И соответственно, в режиме АС ХА отображается увеличение амплитуды отрицательной полуволны. Значение "50%" соответствует обычному режиму АС, с таким же соотношением баланса амплитуды. Все проверено экспериментальным путем на кошках. На малых токах все варится, регулируется и горит превосходно. Я установил баланс полярности максимально на проплавление (NE8), баланс амплитуды АС ХА на 50%. Им и регулирую зачистку, а так же, при необходимости (на очень тонком), минимальный сварочный ток, если нужно опуститься ниже минимально позволительного в 10А. Это все за счет уменьшения напряжения на отрицательной полуволне. При этом необходимо учитывать, что электрод может начать страдать, но так-как ток маленький - можно некоторое время потерпеть. При балансе 80% электрод вообще не оплавляется, приходится его слегка подплавлять изменением баланса на положительную полуволну. Про пердеж при горение дуги на малых токах. Мое мнение, это из-за завышенного баланса на зачистку. Нужно начинать отстраиваться с EN8, и уже дальше, если зачистки будет не хватать, подкручивать в сторону NP. В режиме АС ХА, на минимальном токе, тоже самое делать балансом амплитуды. Начинать с 50%. Если прожигает - уменьшать, если дуга срывается - увеличивать. Если все же срыв дуги происходит, то можно в заводских настройках уменьшить все токи розжига до 10А. Опять мое мнение: при срыве дуги, из-за попыток этих розжигов, электрод начинает сильно страдать, и процесс деградации электрода начинает идти лавинообразно. Но лично я пока работаю на заводских значениях, не мешает.
-
По поводу снятых мною осциллограм (см. где-то выше). Я принял волевое решение считать белое - черным, то есть, где на моих осциллограммах плюс - считать это место минусом. Не знаю, как так получается. Еще sherwood, в свое время, аналогично наосциллограммил (см. ссылку) Все настройки строго соответствуют мануалу, только осциллограммы нужно повернуть вверх ногами. И соответственно, в режиме АС ХА отображается увеличение амплитуды отрицательной полуволны. Значение "50%" соответствует обычному режиму АС, с таким же соотношением баланса амплитуды. Все проверено экспериментальным путем на кошках. ПС. На малых токах все варится, регулируется и горит превосходно. Я установил баланс полярности максимально на проплавление (NE8), баланс амплитуды АС ХА на 50%. Им и регулирую зачистку, а так же, при необходимости (на очень тонком), минимальный сварочный ток, если нужно опуститься ниже минимально позволительного в 10А. Это все за счет уменьшения напряжения на отрицательной полуволне. При этом необходимо учитывать, что электрод может начать страдать, но так-как ток маленький - можно некоторое время потерпеть. При балансе 80% электрод вообще не оплавляется, приходится его слегка подплавлять изменением баланса на положительную полуволну.
-
По поводу снятых мною осциллограм (см. где-то выше). Я принял волевое решение считать белое - черным, то есть, где на моих осциллограммах плюс - считать это место минусом. Не знаю, как так получается. Еще sherwood, в свое время, аналогично наосциллограммил (см. ссылку) Все настройки строго соответствуют мануалу, только осциллограммы нужно повернуть вверх ногами. И соответственно, в режиме АС ХА отображается увеличение амплитуды отрицательной полуволны. Значение "50%" соответствует обычному режиму АС, с таким же соотношением баланса амплитуды. Все проверено экспериментальным путем на кошках. ПС. На малых токах все варится, регулируется и горит превосходно. Я установил баланс полярности максимально на проплавление (NE8), баланс амплитуды АС ХА на 50%. Им и регулирую зачистку, а так же, при необходимости (на очень тонком), минимальный сварочный ток, если нужно опуститься ниже минимально позволительного в 10А. Это все за счет уменьшения напряжения на отрицательной полуволне. При этом необходимо учитывать, что электрод может начать страдать, но так-как ток маленький - можно некоторое время потерпеть. При балансе 80% электрод вообще не оплавляется, приходится его слегка подплавлять изменением баланса на положительную полуволну..
-
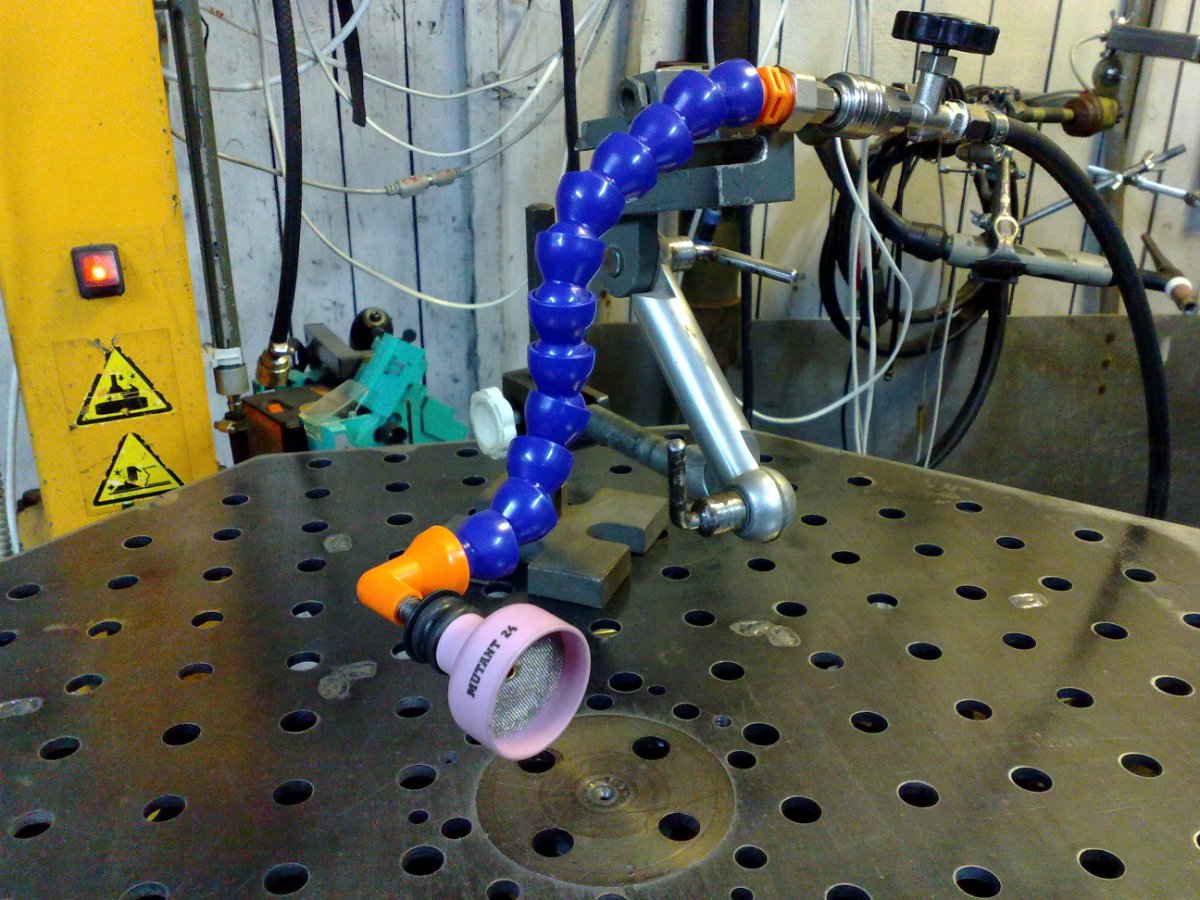
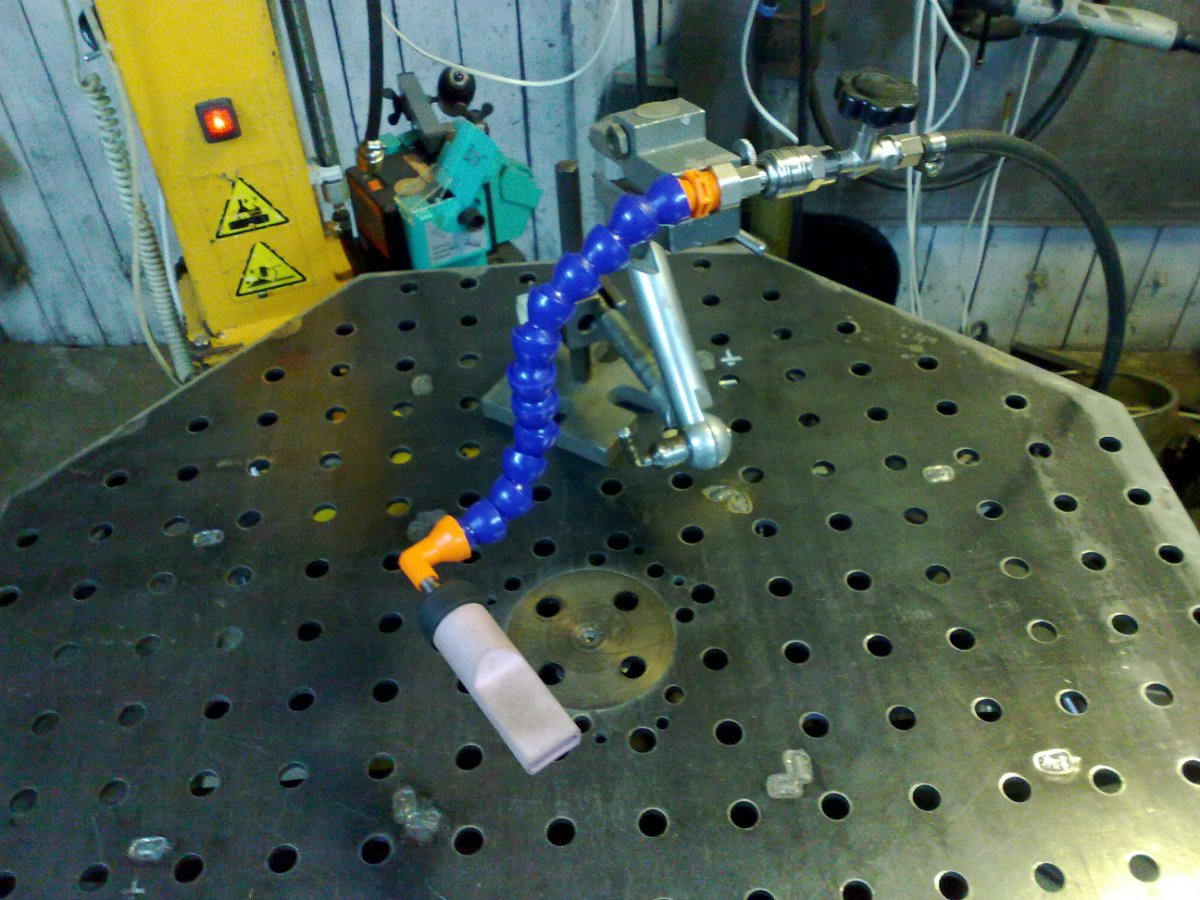
https://www.vseinstrumenti.ru/product/trubka-gibkaya-310-mm-g1-2-s-kruglym-soplom-dlya-podachi-sozh-ja-a1-2-tlx-55009-5228221/ https://www.vseinstrumenti.ru/product/trubka-gibkaya-270-mm-g1-4-s-kruglym-soplom-i-ventilem-dlya-podachi-sozh-jt-c1-4-tlx-55011-5228329/
-
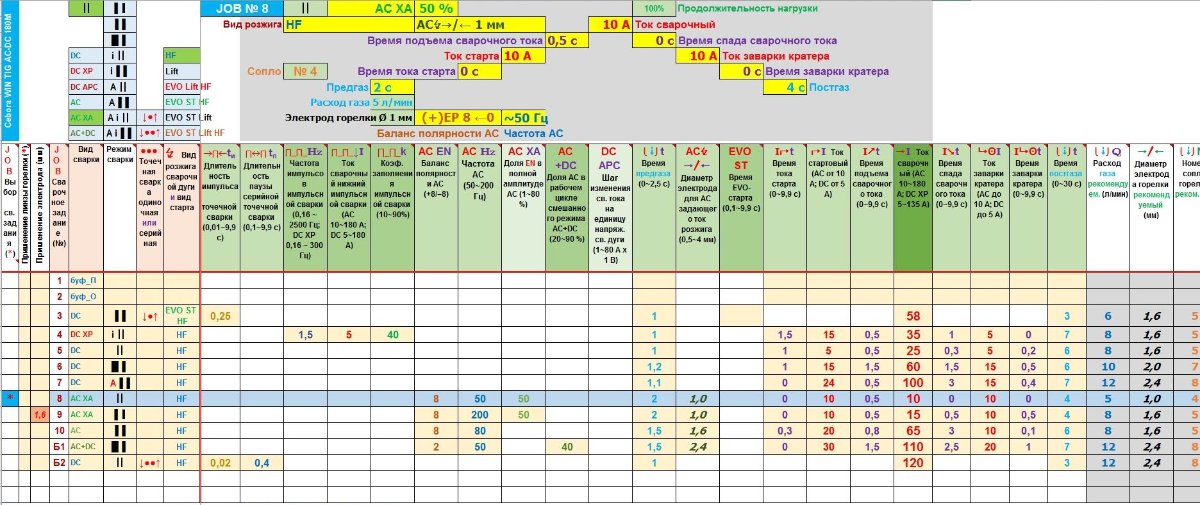
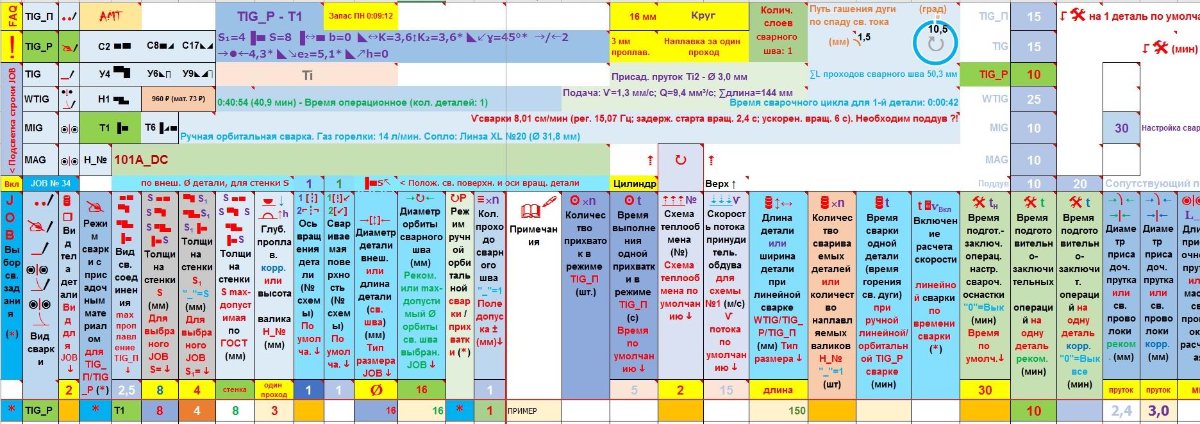
Настройки для как на фото.
-
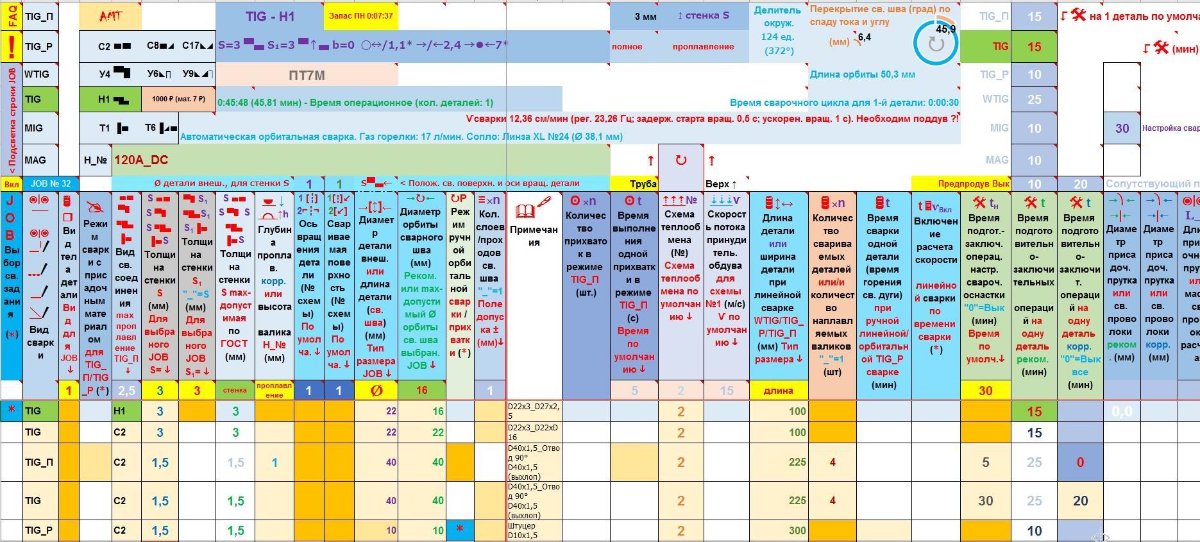
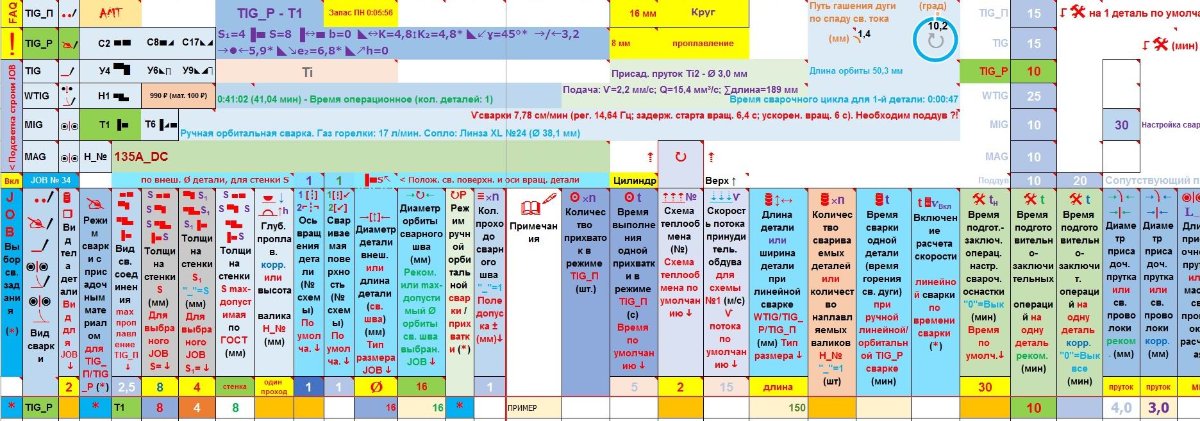
Мой вариант настроек для глубины проплавления 3 и 4 мм. И советую предусмотреть обдув противоположной стороны шва при высокой скорости сварки, а то получится как на фото (это, можно сказать, брак).
-
Вспомнил для чего нужна программа в режиме MIG/MAG. Программа рассчитывает объем проволоки (скорость подачи), необходимый для заполнения профиля сварного шва (по ГОСТ), а также скорость наплавки (сварки), соответствующей наплавки рассчитанного объема проволоки. Данный режим не предназначен для сварки с поперечным колебанием горелки, но может быть применен для многослойной (многопроходной) сварки. ПС. Все те же функции доступны для режима TIG с автоматической подаче холодной проволоки. А так же, для TIG с ручной подачей присадочного материала.
-
Программа больше заточена под TIG. И мало того - под автоматическую орбитальную сварку. Функция программы в части MIG/MAG очень примитивная, и не сможет соперничать с родными синергетическими настройками сварочного аппарата. Создать универсальную программу под неопределенный сварочный аппарат невозможно (по крайней мере - очень сложно и не на Excel), так-как все аппараты разные в части схемотехнике и программного обеспечения. Как вариант - использовать программу как базу данных настроек. Но тоже есть ограничения в виде отсутствия таких функций как: индуктивность; отжиг проволоки и наверное еще каких-то, сейчас и не вспомню. Часто привожу в пример байку. "В войну времен Суворова, войска поперлись через Альпы и заплутали. На руках была какая-то мутная карта. Кое как по этой карте вышли куда надо. Потом выяснилось, что это была карта Апенин." Эта программа - карта Апенин в Альпах. В условиях высокой степени неопределенности, программа поможет получит базовые настройки, с которыми можно в дальнейшем начинать непосредственно работать.
-
Могу прислать на почту.
-
 Как-то пришлось покупать оригинальный мерседесовский термостат. Поставщик оказался Бош. Все как положено - мерсовская звезда на корпусе. Потом снова понадобилось. Купил просто Бошовский. Точь-в-точь как прошлый оригинальный, только на корпусе мерседесовская звезда была просто спилина (грубо сошлифована).
Как-то пришлось покупать оригинальный мерседесовский термостат. Поставщик оказался Бош. Все как положено - мерсовская звезда на корпусе. Потом снова понадобилось. Купил просто Бошовский. Точь-в-точь как прошлый оригинальный, только на корпусе мерседесовская звезда была просто спилина (грубо сошлифована). -
Были у меня настоящие колеса AMG (ширина - впереди 8", сзади 9,5"). И диск трескался (пришлось даже ступицу торцевать, вихляние убирать), и борт покрышки постоянно прорубало (это были 90-00-е, дороги плохие, а скорости большие), пока не купил резину с защитным ребром. Были и оригинальные, но те я не насиловал, да и дороги стали чуть получше. Все ломается. Вопрос в подходе.
-
Когда строили-запускали завод Форд (выпускали Фокус) во Всеволжске (под Питером), мой знакомый (https://primamedia.ru/news/452050/) отвечал за поставку конвеерных комплектующих. И вот он искал легкосплавные колеса для конвеера. Нашел завод в Сибире, делали кованные колеса, отпускная цена была 6$. Все было отлично (все тесты на разрушение - с многократным перекрытием), только не могли покрасить путево, качество было очень не очень. Пришлось ему заказывать литые колеса, по моему из Испании, по отпускной цене 10$. Так что пользователь Форд Фокуса мог бы наслаждаться настоящими фордовскими оригинальными коваными колесами из Сибири, но наслаждался какой-то настоящей фордовской оригинальной испанской шнягой.
-
Даже и не знаю как бы жил без таких советов.
-
Было бы, с удовольствием продал бы, но нэту. ПС. Любопытства ради, так, для самообразование. Что такое "ремонт кольцевых сварных соединений"?
-
Случай из практики. Попросили спроектировать шредер для переработки пластика в гранулы (потом по КД сами намеревались изготовить), а то китайский покупать дорого. Даже не попытались задуматься о том, сколько будет стоить изучить данную тематику человеку, который это устройство никогда в жизни не видел. И кто весь этот банкет будет оплачивать.