hvr63
-
Постов
1 398 -
Зарегистрирован
-
Посещение
-
Победитель дней
122
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
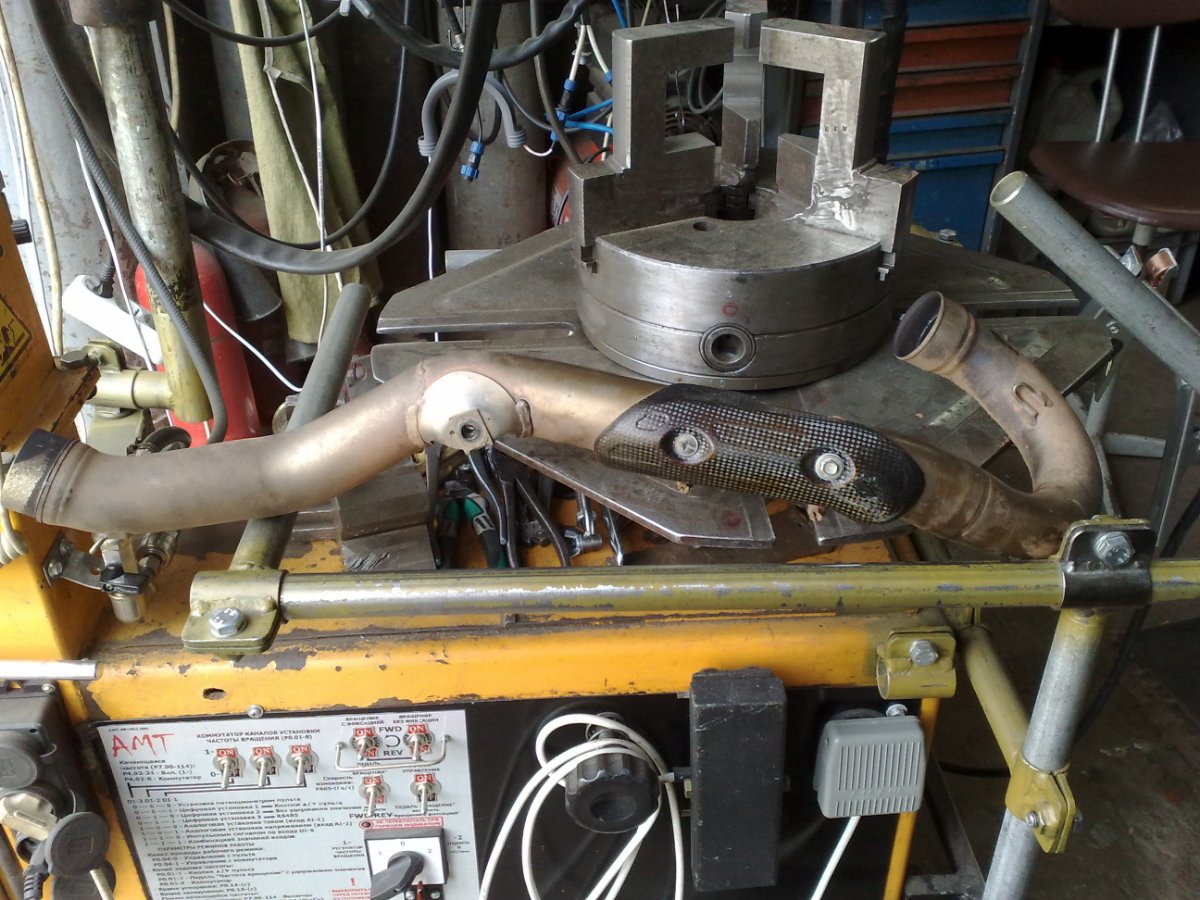
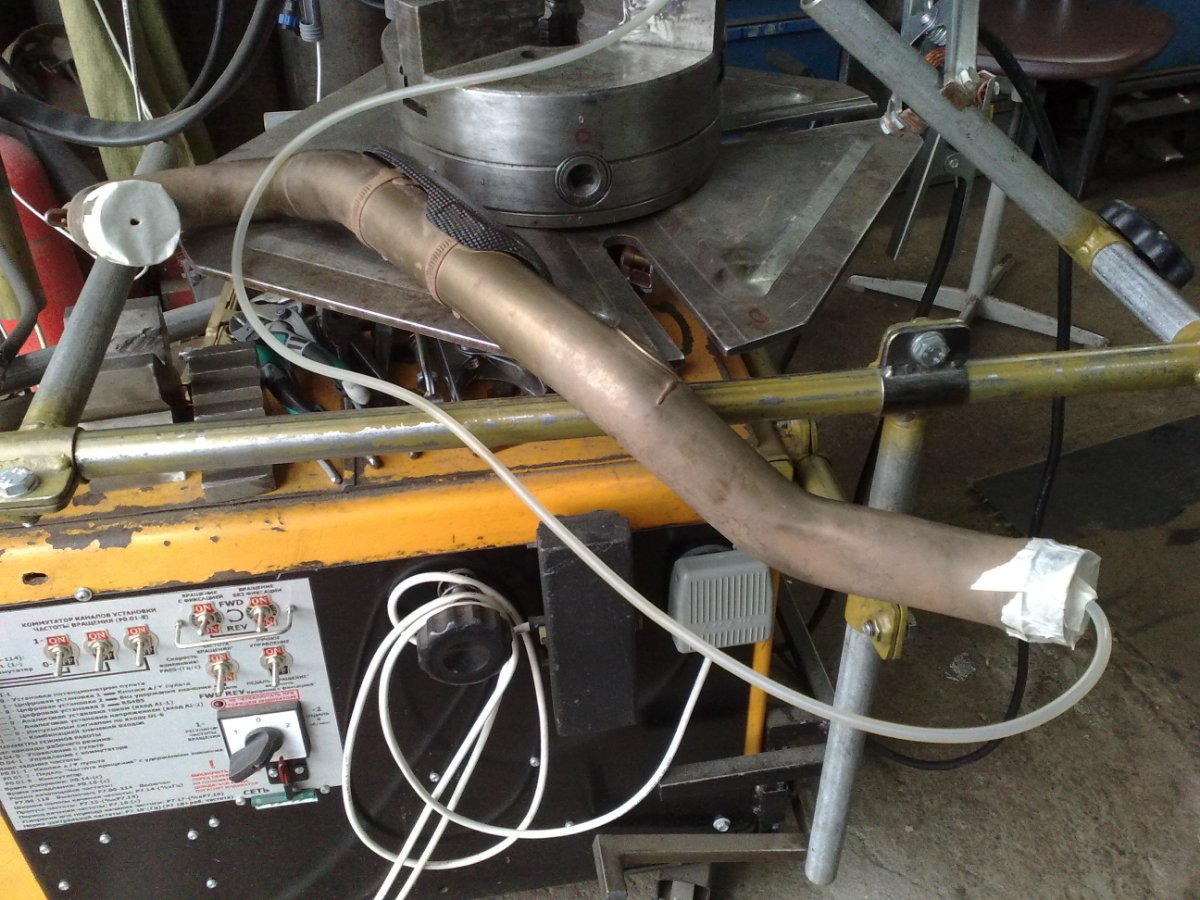
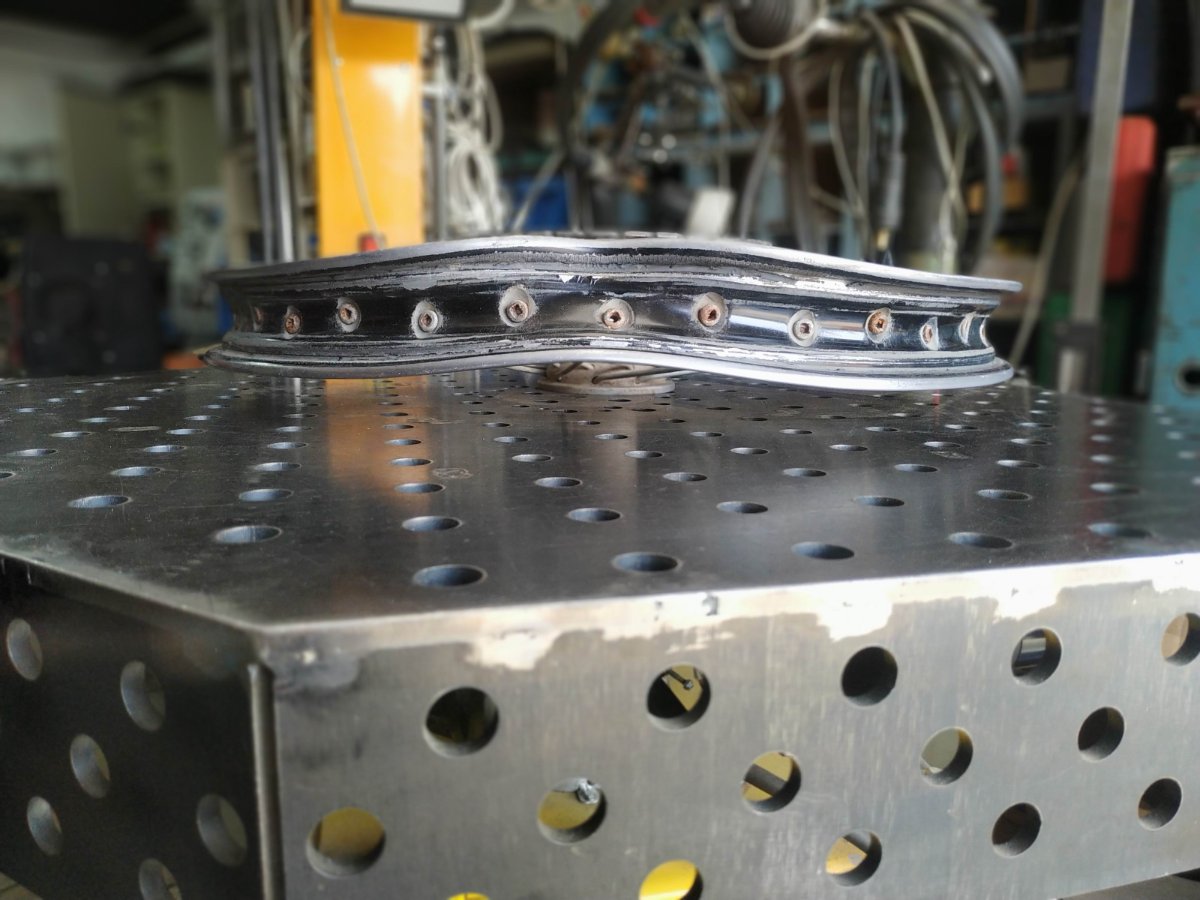
Я повторюсь: с защитой и без защиты сварного соединения, особенно на тонком, это совершенно разные сварки. Поддув сильно влияет на процесс в плане охлаждения. Без поддува можно предварительно настроится, но не более. Вот выпускная труба мотоцикла. Она иногда до красна нагревается. Вроде по логике чего ее поддувать, внутри уже и так все окислилось. Но сварить ее без поддува - пустая трата времени.

-
Цвета побежалости это интерференция света в прозрачной окисной пленке. Цвет напрямую зависит от толщины этой пленки, которая в свою очередь зависит (косвенно) от температуры. Следовательно способность металла окисляться и будет влиять на то, при какой температуре какой цвет будет. Для справки: все сплавы окисляются по разному.
-
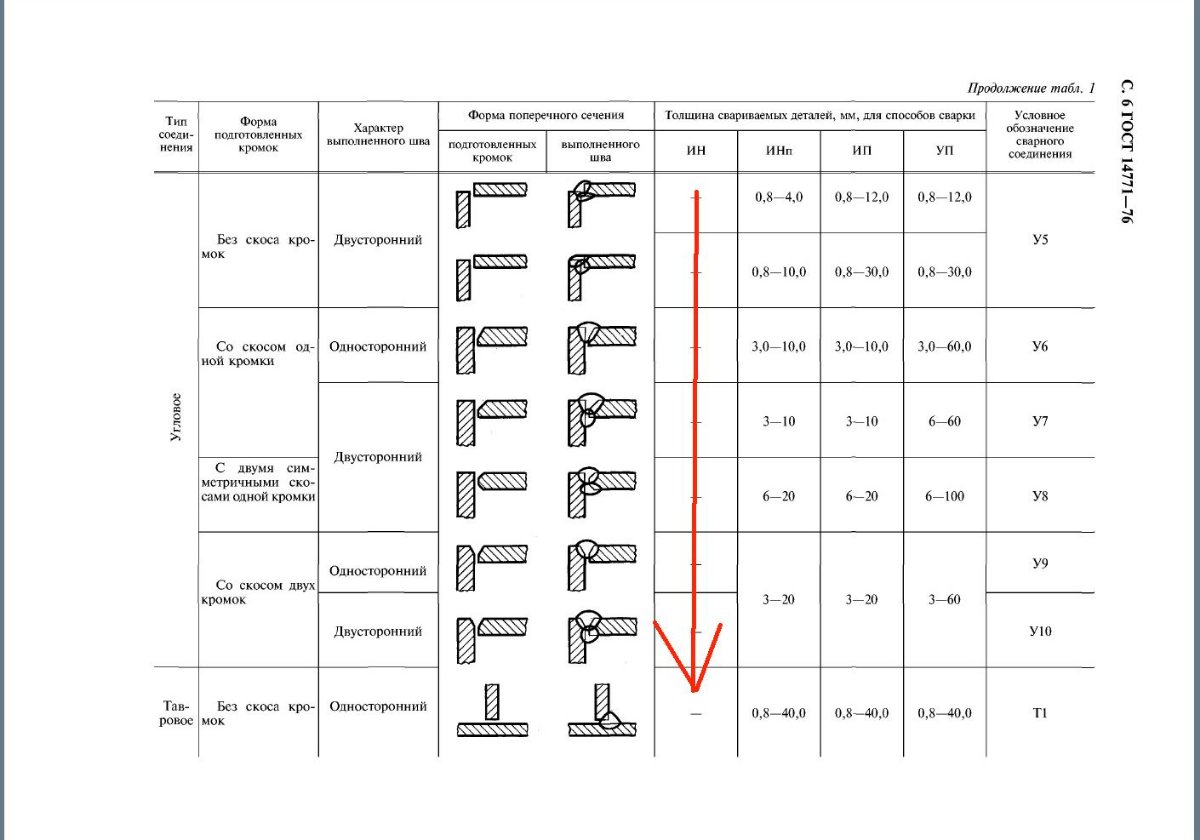
Вот что гласит ГОСТ 14771 про сварное соединение Т1 без присадки (ИН).
-
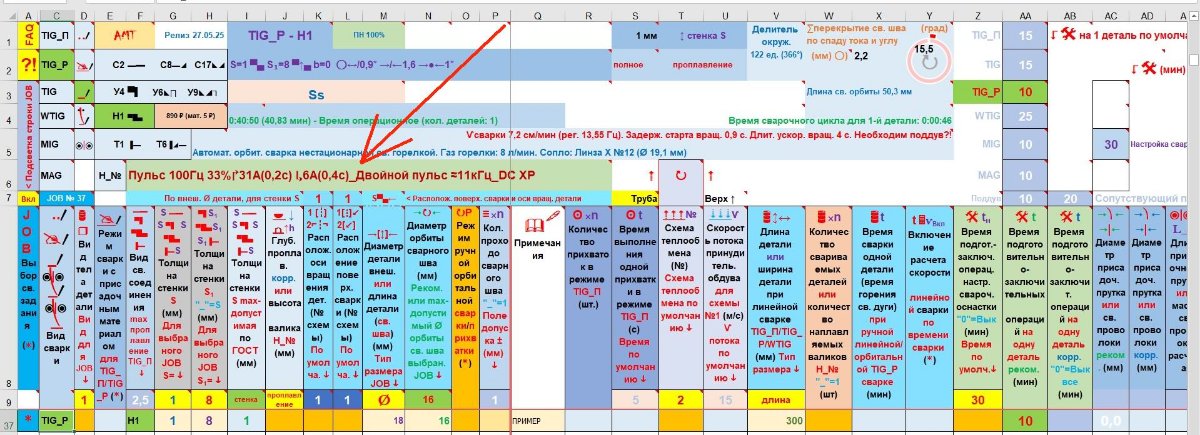
Сугубо мое мнение: импульсная сварка (наверное я про автоматическую сварку), если не серия из 10-ка, 100-ни штук - это дрочево (извините меня за мой французский). Пока настроишься, пока добьешься приемлемых результатов - глядишь и обед (или ужин). А красота (да и тепловложение), она вроде и так на приемлемом уровне. И самое главное - характеристики сварного шва гарантированы. И какая металлургия получается при переходных процессах на импульсной сварке, еще может потребовать и контроля.
-
У меня на 180-й Чеборе можно такой огород нагородить. Второй высокочастотный импульс сжимает дугу. Применительно на тонком.
-
-
Мое дилетантское мнение: надо сначала обеспечить должную защиту сварного шва, а уже потом стараться что-то изображать, так-как с защитой и без защиты это совершенно разная сварка. Не знаю, советовали уже старшие товарищи, или нет про то, как определить защищенность сварного шва. Один из способов - поглядеть на его цвет.
-
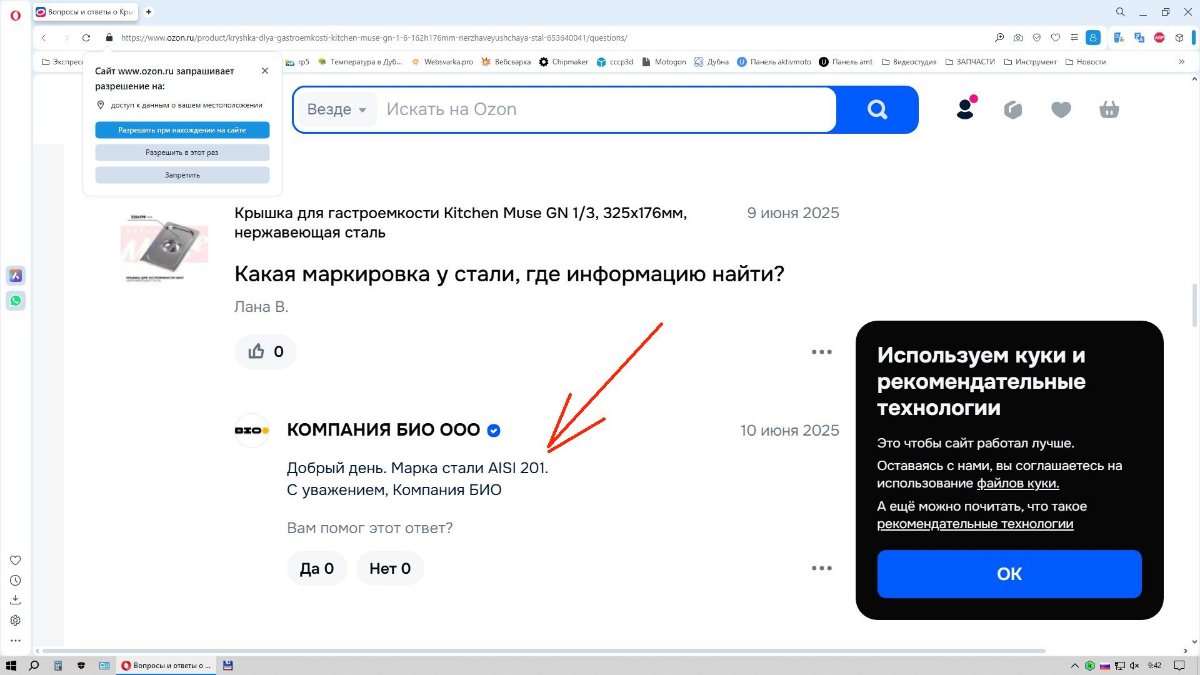
Не хотел но, не сдержался. Вот где интереса было с избытком. Дно - 0,2, бочина - 0,11. К слову. Из гастроемкостей получаются всяко-разные полезности. И толщина подходящая - 0,5-0,7.
-
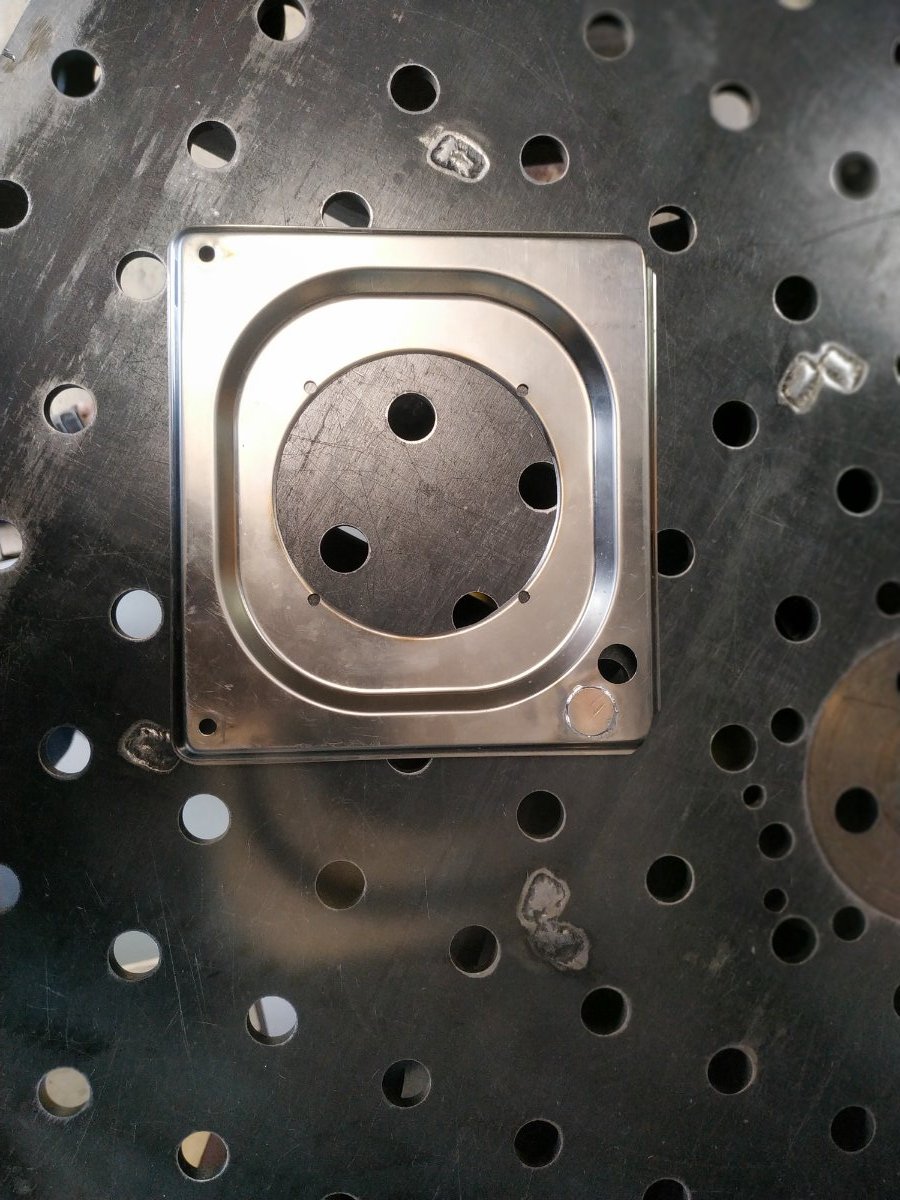
Все очень просто. Надо было заглушить отверстие, просверленное не в том месте. Единственный критерий - сохранить приварочную плоскость, на которую попало отверстие. Впаял заглушку, со ступенькой 0,5 на торце. Отверстие заглушилось заподлицо.
-
Ко мне только владелец стиральной машины (см. выше) обращался восемь раз со сваркой разнообразных предметов.
-
Что самое смешное - процесс абсолютно не отличается от обычной сварки. Та же разделка шва (скос кромок). Та же прихватка. Тот же провар корня шва. Тот же процесс сварки с применением присадочного материала. Только вместо подвода тепла пламенем, или дугой - горячий воздух. Наверное единственное отличие в том, что сразу после завершения сварки, пока пластмасса еще текучая, я пальцами рук (обутыми в текстильные перчатки с нитриловым покрытием) формую зону завершения сварки (а зачастую и сам сварной шов, как на примере вверху). Да вот же - наглядное пособие. https://rutube.ru/video/eaaf5db0fc6924d05097a7416e1096d3/?playlist=633151 П.С. Удивляюсь, что на данном ресурсе про сварку термопластов никто не трет. Доля термопластов в народном хозяйстве велика. Из моей практики, потребность в сварке термопластов и металлов примерно 50/50, даже пластика поболее.
- 4 ответа
-
- 1
-

-
Не сколько пайка, сколько "как вывернуться". Пролюбил ориентацию координаты отверстия (рядом отверстие с правильными координатами) на крышке емкости. "Что делать?" (с) Толщина детали 0,5. Варить - поведет. Выточил ступенчатую заглушку, чтобы привалочная плоскость крышки была ровной.
-
Бак стиральной машины (РР). Что-то попало в барабан и вырвало кусок. Первоначальный вид забыл сфотать, но все равно видно куда потрескалось.
- 4 ответа
-
- 2
-

-
-
Говнище полное. Нужен нормальный эпоксидный клей. И наверное с металлическим наполнителем. Хотя, я сам наполняю в зависимости от задач.
-
Менять можно только на те запчасти, что на борту. Такой детали на борту не оказалось. А в боксе такого добра было навалом, но из бокса низя, моно только из тех, что на борту. А кусок новой детали не являлся запчастью, прошло как ремонт.
-
В гонке "24 часа Ле-Мана" на одной машине развалился распределитель зажигания (или что-то подобное, уже не помню). По регламенту можно было менять запчасти только на те, которые везли на борту (килограмм 50-70). Такой детали не оказалось. Но регламент не запрещал чинить. Отпилили сломанную часть и отпилили часть от новой детали и приклеили. Гонку доехали. Не надо бояться клеить. Правда надо уметь.
-
Это не достаточно банально. Вот как правильно.
-
Вот здесь данный вопрос долго (пять лет) и нудно облизывают. https://www.chipmaker.ru/topic/234922/
-
 Бывают такие колесики и без сварки замечательно ремонтируются.
Бывают такие колесики и без сварки замечательно ремонтируются.
-
Высококвалифицированный кадр уже во всем мире - зло. Он имеет завышенную самооценку, своенравен, плохо управляем, дорог, постоянно норовит стать рыбой, которая ищет где глубже. Роботы и ИИ - вот наше все.
-
Я про то, что работающей системой у нас и не пахло. И в результате: "... правильнописание хромает. Оно хорошее, но почему-то хромает."(с) При работающей системе ваш вопрос решается в ее рамках, без выхода в интернет.
-
У нас на предприятие, под конец процедуры сертификации, ответственные за это дело уже не могли больше пить - сертификатор попался очень тренированный.
-
Переходите с ОТК на Систему управления качеством и все встанет на свое место.
-
Полностью согласен. Когда процесс отработан, то проблемы вряд ли возникнут. А когда деваться некуда, то можно и процесс под данную ситуацию отработать. Вот для примера, создание планера Миг-25. В принципе, другие его тоже смогли бы изготовить, но у нас уже был кое-какой опыт (в частности подобных сварных конструкций) и для снижения трудоемкости серийного производства было решено его освоение проводить у нас (https://nasledie-mo.ru/миг-25-дубненская-страница-в-отечеств/). Уже потом, когда вся оснастка и технологии были переданы на завод-изготовитель серийных машин, у них возникали проблемы при попытке сделать что-то по своему.
-
Что-то предыдущий эпизод навеял... Не смог удержаться, чтобы еще не понудеть. Как-то взбрело в голову укоротить тормозную лапку, которая, по видимому, рассчитана на богатырей от мотокросса. Но у меня 41 размер, мне было длинновато. Задумано - сделано. Порезал (на фото место указано стрелой) и отдал сварить. Тогда я еще не был сварщиком алюминия (хотя и сейчас я не он) и всех нюансов не знал. В результате, на торможении, этот конечик педальки отпал. Хорошо это мотокросс, а то бы убился. Заезд доездил, нажимая на оставшуюся плоскую часть педали. Отдал исполнителю, он еще раз сварил. Больше не отваливалось. Вывод. Не знаешь как деталь изготавливается - нехрен в нее лезть. Педаль кованная, закаленная. Я потом на эти же грабли наступил с рычагом кикстартера (уже сам варил). Он тоже кованный, закаленный. То же все развалилось. В результате пришлось делать его из нержавейки.