copich
-
Постов
6 439 -
Зарегистрирован
-
Посещение
-
Победитель дней
102
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент copich
-
брать в руки осциллограф и смотреть что приходит на блок переменки в режиме переменки и в режиме постоянки. Точно не помню, но осциллятор кажется к выходному напряжению привязан. Он работает?
-
1 вы видите, а мы только слушаем. 2 вы говорите, мы представляем Именно поэтому больше фото нужно и с разных сторон, чтобы мы разговаривали на одном языке и местами пальцем ткнули в картинку. 3 Тут вы совершенно правы, если все изолировано то туда провод от горелки и надо прикрутить. Еще бы тестером проверить, что все действительно изолировано от корпуса. Потом, после включения тестером проверить на наличие напряжения, между кабелем массы с крокодилом и сварочной горелкой с нажатием кнопки и без. Это так сказать, на всяк случай. Ну или просто по-искрить P.S. в любом аппарате (МИГ\МАГ) там провод и прикручивается от выпрямителя и когда горелка съемная то через разъем там же и подсоединяется. Либо как в вашем случае, то туда же и горелка подключается. Поэтому я и спросил\уточнил, чтобы к этой латунной фигне должен подходить толстый провод внутри аппарата. А по фото (которое вы выслали), сказать однозначно ни чего нельзя. ибо не видно А чуть не забыл. Катушка одевается так же на изолированный шток. Т.е. чтобы катушка с проволокой на корпус аппарата не коротила. А то будет сгорать внутри аппарата. Когда на кнопку нажали, на горелке, то проволока будет под выходным напряжением.
-
Да включите же свою голову. То мужикам верите то тому что на заборе написано. Вас попросили с разных ракурсов сделать фото. Даже тут сделано абы как. Что сложного то? Я бы да же не стал отвечать, но Алексей добрее меня и ответил Вам сказали подключить провод горелки именно туда где выходит латунь из которой торчит газовый шланг. Где он у вас с обратной стороны, так вам виднее. Его надо фоткать и выкладывать. Далее... Если латунька с обратной стороны подключена, то смело к ней и подключайте провод от горелки. Как вам уже не раз сказали. Бардак в проводах да это кусок железа с проводами. И последнее. Что кабель с прищепкой, что кабель на горелку ни где и ни как не должен замыкаться на корпус аппарата. Корпус аппарата должен быть изолирован от выходной части, так же и от входной, при этом его надо ЗАЗЕМЛИТЬ!!! Т.е. подключить дополнительный провод заземления, чтобы вас не убило. Следовательно если есть диодные выпрямители, то они так же должны быть защищены от контакта с корпусом. Подающий механизм подключается проводом и к нему же подключается горелка. Следовательно - подающий так же должен через прокладочки и шайбочки изолирован от корпуса аппарата и болты крепления не иметь контакта с корпусом аппарата.
-
Обычно лампочка СЕТЬ ни от чего не зависит. Т.е. она сигнализирует о включенном выключателе и наличии 220В или 380В. А в режиме АС что происходит?
-
На плате стоит микроконтроллер, который всем и заведует. Так вот у контроллера могут отваливаться порты. В зависимости от умирания порта, он может повлиять на работу всего контроллера, а может и нет. Так же может и еще, что либо отвалиться. Схемы на сие чудо нет. Где и как берется сигнал, так же не понятно. Контроллер универсальный, следовательно какие порты и для чего используются не ясно. Платы многослойные (как минимум 3-х слойные). Проследить что и куда идет не легко и некоторых местах не возможно. Этим и прославился КЕМПИ Некоторые поломки я чинил детально. Находил кто умер и менял отдельно. Но это не постоянно и в основном типовая болезнь связанная с релейной платой и ее управлением (взрыв релейной платы в 50% тянет за собой и основную плату). Территориально: г. Балашиха. Контакты для обратной связи через личку. P.S. копейка ремонта зависит от поломки. 500р диагностика если отказываетесь от ремонта по причине дорогущей платы если ее придется менять. Ну а если возможно отремонтировать то тут зависит от затраченного времени и заранее сказать не возможно.
-
для этого берете фото аппарат, делаете фото внутри аппарата, общее несколько штук с разных ракурсов и далее вам укажут на что смотреть. В любом случае, приложите усилия и вам помогут.
-
Лучше сразу не обнадеживать и сказать, что не получится. Менять его и точка. Размер пол дюйма, 3/4, не больше судя по фото. Плитка может и дорогая, но менять поршня в моторе через выхлопную трубу, как вырезать гланды через зад. Это реальность. Теоретически, имея паяльное оборудование для кондиционеров, т.е. маленькая горелочка и нагревая изнутри, подавая пруток серебрянный, можно намазать. Но есть шанс, что откроется пайка вместе контакта уголка с медью (трубой) или тут свищ будет еле заметный. Поэтому если правильно делать и с гарантией, то разбирать это все и менять уголок. Варить тут без шансов, эта латунька фиговая и еще с покрытием, что будет бурлить и брызгать. А вот пайка дело хорошее но много греть и долго.
- 12 ответов
-
- 11
-

-
@tig, великолепно все сказано и описано. Но если не понимаешь, что такое + и минус, кроме того, что это может больно и парой смертельно, то схема ни чего не даст. Надо фото подключения горелки в аппарате и тестер в руки. Дело не сложное, со всеми согласен. Но нужно немного понимания, что делать и как.
-
Возможно. В любом случае это очень важный, так сказать, параметр, который надо учитывать при настройке и подборе качественной сварки. На чем я заострил ваше внимание.
-
Именно! Я так и сказал. Но... А воз и ныне там. Китайская мудрость: "друг не тот кто вам говорит добрые слова, а тот кто не боится сказать правду". Ну может не дословно, но смысл я так понял. Не все от меня зависит. И конечно без обид
-
Ссылочка для скачивания и последующего просмотра: https://cloud.mail.ru/public/8oiY/fLH6Fgr8k По одному щелчку ручкой выбора толщины материала. Бывает, что проскакивает, т.е. щелкнуло но не переключилось. Но чуть смелее и быстрее, работает четко. С коллегой прикинули, базовых программ 32, под каждую толщину изменяющейся на десятую долю миллиметра еще от 1 SWP до 3-х, бывает и больше. Получается, что в реалии 32 основных программы и плюс дополнительные. Итого где-то 6-7 тысяч программ. Которые можно изменить и подкорректировать внеся изменение по скорости подачи проволоки тем самым изменяя напряжение на дуге (высота дуги) и это для импульса + для синергетики еще менять индуктивность. Я подумал и считать не буду сколько же в реалии сварочных программ в этом маленьком монстре! (32 + SWP## )
-
это точно. Выбираем все как положено: ТИП СТАЛИ (алюм, нерж, черняга) и соответственно толщину проволоки. Далее аппарат предлагает выбрать правой крутилкой толщину материала. ТАК вот тут для одной толщины есть дополнительные SWP. Например для выше приведенной проволоки Alum толщины 0.8, для толщины 1.0 алюминия есть: SWP001, SWP002, SWP003!!!!! Три подпрограммы и только для толщины 1.0 Алюминия. Для следующей толщины еще свой набор SWP. На дисплее отображается разная скорость подачи проволоки. Но при этом как я понимаю, что еще и аппарат несколько по другому работает. Ведь если левой ручкой выставить точно такую же скорость проволоки как в следующей SWP, то аппарат все равно варит несколько по другому. Я больше экспериментировал работая в импульсной сварке и по синергетике мало чего могу сказать. Но в импульсе меняются импульсные параметры заданные производителем. Если слабый провар, то как бы ручку правую крутанул и ладно. А ВОТ И НЕТ! Надо проверить промежуточные значения! НО для алюминия и хотя для остального, я использую всегда пульс. Хотя и просто в синергетике, тоже есть подпрограммы SWP! Уже посмотрел
-
мигающие красные, зеленые, желтый и когда они горят и т.п., сейчас в нынешнем мире не означает об аварийном состоянии аппарата, оборудования, устройства. Если вывести сообщение err2 нажатием кнопки при загрузке, то оно ни чего не дает. Т.е. я не знаю, какой смысл вкладывал производитель, но пока он мне не отвечает и я жду ответа. Я попробовал на демонстрационном то же самое сделать и результат аналогичный, т.е. вижу точно такое же сообщение err2. Так же нажимая разные кнопки и удерживая их при загрузке и т.п. я случайно вывел аппарат, в режим постоянной перезагрузки. Постоянно получить такой дефект я не смог. И повторить так же не получилось. После нескольких попыток вернуть в рабочее состояние, аппарат, нажимая различные кнопки и удерживая, я не смог его стабилизировать в рабочем состоянии и после простоя несколько минут, аппарат включил и он заработал как положено. Еще раз говорю, что повторно вывести его в такое не понятное состояние не смог. НО!!! Я не вижу смысла нажимать все кнопки во всех режимах и вылавливать постоянную перезагрузку аппарата. Ведь как пользоваться, написано в инструкции. Если аппарат будет перезагружаться в дальнейшем, то предлагаю выслать его к нам в сервис и мы быстро решим проблему. в инструкции ... ну я их не читаю, пока клиент не начнет расспрашивать . выслать всегда могу, это не сложно. Касательно интересного, я недавно еще гонял аппарат и выяснил, что надо очень и очень внимательно относиться в SWP##, это очень важно! Смысл следующий: я подбираю режим сварки. Выставил толщину и по току все устраивает и начинаю проволоку поднастраивать. Но вот тут и получается, что либо нет провара либо брызги идут либо пережег идет... В общем не получается шептать на нем. Я и так и этак. А вот если на соседнюю SWP переключиться, то изменить на соседнюю, либо больше либо меньше, то сразу все получается и дуга просто поет. Так вот! Не варит, значит вы его не можете настроить Я для себя это уяснил Для тонкой настройки надо пользоваться всем спектром настроек и вариантов, что предлагает производитель. И вот тут надо не забывать об этом, если грубо выставить толщину, допустим 3.0 мм, то для нее существует еще несколько подпрограмм. Если так можно выразиться. И их обязательно надо попробовать. А если щелкать грубее, видеть как меняется толщина на несколько шагов 3.1-3.2 или 2.8, то это не правильно и можно опять не попасть в ШИКАРНЫЙ режим именно для вашей стали и вашей проволоки с вашим газом. Удачного использования! И выкладываете больше фото видео, Я С ВАМИ ПОСТОЯННО УЧУСЬ НОВОМУ!
-
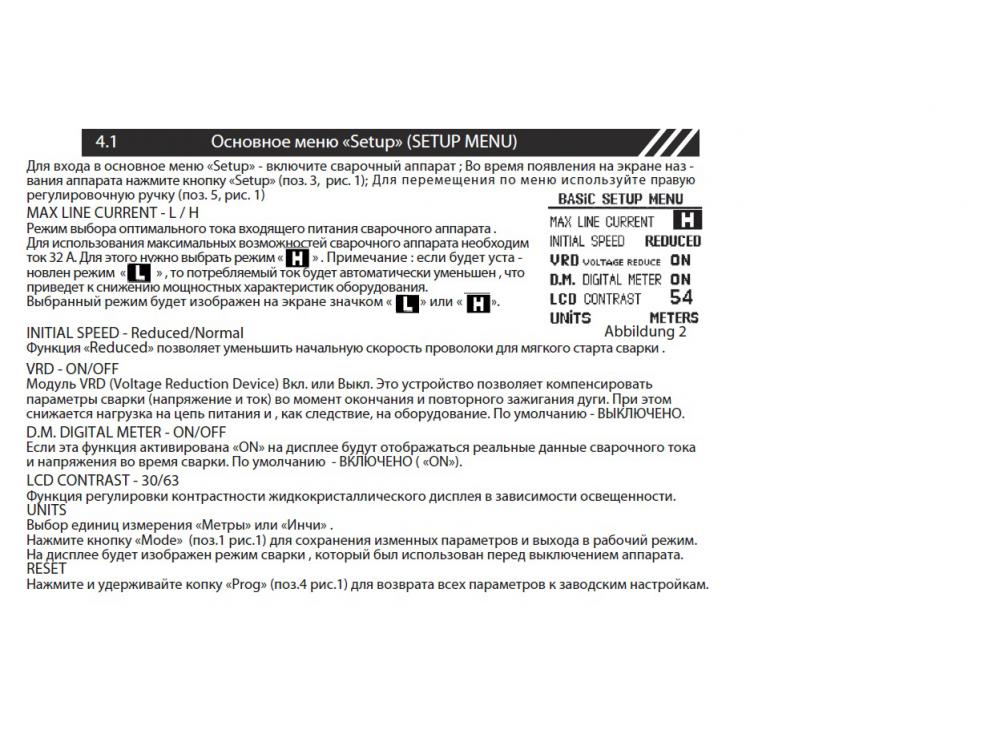
Ох... Инструкцию надо читать. Нет на русском или знаний нет в английском, то есть продавцы и мы - представители завода. Так попросите на русском. В общий доступ по некоторым обстоятельствам не могу выложить. Пришлите вашу почту в личку и я вам ее вышлю с условием, что ее будете использовать только в личных целях и без пересылки третьим лицам. Надеюсь на понимание. Прикладываю часть инструкции. В инструкции написано, что есть дополнительное меню. Его вызвать можно при загрузке аппарата, нажимая кнопку SETUP!!!! Ну далее все в ней описано.Ни PROG ни какую либо другую, а именно кнопку SETUP! Нажатие других кнопок производителем не регламентируется. И последствия я не могу предвидеть. Более подробно разжевывать не вижу смысла. Если будут вопросы то задавайте. Это для сохранения и загрузки собственных программ. В данном случае речь идет о дополнительном меню. Из наиболее важных я вижу, что есть режим пониженного энергопотребления! Это нужно для слабых сетей, тогда аппарат будет ограничен по потребляемой мощности. Для сохранения программы в ячейку нужно удерживать кнопку PROG до протяженного звукового сигнала. Короткий промежуточный напоминает вам, что вы удерживаете кнопку и можете случайно стереть ранее записанную программу. Но если вы по прежнему удерживаете кнопку, то это делаете намеренно и отдаете отчет своим действиям, после чего будет протяженный звуковой сигнал. Для вызова ранее записанной программы, достаточно кратковременно нажать и отпустить кнопку PROG.
-
именно, при условии, что напряжения практически нет Если все плохо с напряжением, то лучше обзавестись бензогенератором и нормальным аппаратом на 220В и будет счастье. А не придумывать, то куда вытягивать непонятное. Знакомый сделал так: контроль трех фаз и где лучше туда и переключает в гараже. Есть даже автоматические такие переключатели. Т.е. всегда работаем на нормальном напряжении. Но трехфазный при отсутствии одно из фаз, что трансформатор, что инвертор сдохнет. Конечно все зависит от скачков. Но инвертор должен отключиться при слишком заниженном напряжении, а вот трансформатор может сгореть (выпрямитель или сам трансформатор) из-за перекоса напряжений. хорошо. Учту в будущем это!
-
да ладно... началось... Ну хорошо - НАПРЯЖЕНИЕ ... Да какая разница?! Я лично не вижу. Закон Ома ни кто не отменял и работу МИГ\МАГ аппаратов тоже. Все говорят ток и я говорю ток. В противном случае в 90% случаев ввожу в заблуждение людей, говоря, что этой ручкой мы регулируем напряжение. Не понимают. А убеждать в обратном или учить правильному ни желания, ни сил, ни времени. Смысл то понятен?! И на ход действий (порядок) не влияет. глубоко то как. Но это касательно быстродействия и количества сбора различной информации. А если двигло не настроено и на высоких оборотах появляются провалы из-за задержки впрыска или не достаточном времени открытия клапанов или ... Это нюансы которые и оттачиваются долгими вечерами и форсунки соответствующие подбираются и давление в рампе регулируется и... и ... Это понятно. Но покупая зИгули, поставив пукалку сзади, едут и думают, что вот вот и станет болидом ЗА ТО ДЕШЕВО! И тоже самое но кратко: Пукалка ни чего не добавляет как ручка на китайском аппарате. Т.е. вроде бы есть, вроде бы чувствуется эффект, а по факту его нет Как то так
-
и про машины тоже не согласен! В машинах гоночных все намного сложнее и уровень конечно водителя там другой. Но так грубо сравнение это нельзя провести. Не по теме, поэтому тут точка. А вот по аппарату, то же не все так просто. Простой аппарат конечно даст результат. Но какой? Для рассмотрения возьмем просто: 1 синергетика, 2 без синергетики. И следовательно остальное: пульсы фигульсфы просто сейчас игнорируем. Так вот: без синергетики, чайнику надо понимать что крутить и куда. И если он совсем не понимает, в сварке, то без синергетики ему получить правильную дугу и шов в разы сложнее. Конечно профи, сразу понимает, какая ручка за что отвечает и что крутить и куда. Но все равно, изменив толщину проволоки без опыта, ему в начале ток подобрать, и параллельно скорость проволоки. Теперь синергетика: что чайнику, что профи, сразу легко получить то что надо. Только профи дополнительно тонко подстроит, а вот чайнику и так сгодится. А вот теперь берем, когда китай делает синергетику и она кривая. В аппарате синергетика кривая, без синергетики не дает работать. И вот тут вы начинаете танцевать и ругаться. В таком случае это не аппарат, а мучения. НО!!! Ведь дешево, с синергетикой и вроде бы как с гарантией Конечно такое хочет купить, что профи что чайник. И вот тут НАШ ФОРУМ нужен: кто-то пользуется, кто-то нарвался. И вот тут мнения вот тут обмен опытом. Пусть в каких то случаях реклама. Однозначно всем помочь не реально. Если для некоторых шов ВАУ, то для меня может быть - ФУ. Поэтому когда вы пришли на рынок с малыми знаниями, то конечно хочется отзывов и помощи. А в основном тебе называют цену и говорят, не нравится не бери! Это и должен ФОРУМ исправить. А дальше еще сложнее, если брать рассмотрение импульсной сварки и тем более двойного импульса. Чем дешевле аппарат, то больше шансов, что заявленным функционалом вы просто не сможете пользоваться. Может по причине плохо рабочих настроек, может по причине, что в аппарате только на коробке эти параметры заявлены, а по факту их нет. И кто вым скажет правду, что параметры не работают? продавец? Да многие продавцы даже не понимают, чем один отличается от другого кроме цены и цвета корпуса. И еще свято верят надписи: made in *****
-
Позвольте вступить в вашу полемику синергетики. Синергетика позволяет быстро и без лишнего геморроя переходить с одной толщины на другую. Если спектр задач разный, а такие есть работы, то проще и быстрее настроить аппарат с синергетикой. Другое дело когда одна задача и крутить ни чего не надо. То конечно синергетика тут лишнее. То что дешевые аппараты начали снабжать синергетикой, так это рынок диктует правила. И когда приходит клиент и спрашивает синергетику, то китай подстраивает и дает ВАМ. Но!!! Конечно если мало стоит аппарат, а еще + + + +, то эти все плюсы практически не работают и только мешать начинают. Но как говорится: что заплатил, то и получил. А не вовсе думать, не думать и лень не лень. Гляньте тут: http://websvarka.ru/talk/topic/4229-vnutrennosti-liubykh-svarochnykh-apparatov-inver/page-14 Новое поколение РЕСАНТ, еще дешевле выполнено и еще меньше ... Вот это диктует рынок, такое покупают!!! А потом жалуются, а почему сдохло, а почему криво работает и т.п. Ведь направление одно для производителя - РАБОТАЕТ. Кто скажет, что это чудо не работает? Правильно, криво, но работает же Вот и вся раскладка. P.S. посмотрите тему по ЕВМ, пико. Так же китаем делается (может и не делается). Но не суть. Суть в том, что расположение деталей, схемное исполнение, почти близнецы. Но вот имеются различия и не мало их. Они то и стоят тех денег, за что просят производители качественного оборудования. + конечно тех поддержка, которая тоже не мало стоит.
-
прошу прощения за сарказм. Удержаться трудно. Ни вы первый ни вы последний. Я бы тоже так думал, что можно, если бы меньше знал. Если есть желание разобраться, то сравните и почитайте ВАХ П\А и ВАХ ТИГ и ВАХ ММА (ВАХ - Вольт Амперная Характеристика). И тут же на форуме уже не раз это разжевывалось. Искать лень мне. Поищите сами. Много нового почерпнете. Форум, этот, полезный и много важной информации. А главное, что бредни тут отсутствуют. Не дают бредовым мыслям развития Удачи!
-
С вашими познаниями в электронике ответ ниже: Ну а если более конкретно, то вам нужна схема управления двигателем. Следовательно регулировать напряжение и ток вы будете на источнике. Но этот пульт вам не нужен. Вам этот пульт нужен для регулировки оборотов двигателя. Но этот пульт ни чего не может регулировать и нужна специальная плата с ШИМ . И!!!! ГЛАВНОЕ!!! Из ММА аппарата вам не получится сделать МИГ\МАГ сварку ВАХ (характеристики) источников координатно отличаются! Поэтому ответ на ваш вопрос опять же выше ... А насчет того, что вон сколько видео и вон кто-то получил... На заборе много чего написано.... Работать по человечески не будет. Проще брать электрод и варить или купить не рабочий или полуживой П\А и его воскресить до нормального состояния. Это будет куда меньше нервов и денежных знаков затрачено. Увы, это реальность.
-
так вы остальное переведите Нет конкретного вопроса - нет конкретного ответа!!! Вы конкретнее спросите! Один регулятор тока, второй регулятор напряжения. И еще пара диодиков и пара резисторов. Оно вам за чем? Что хотите в итоге? Какая такая схема? Ее тут практически нет. Резисторы с полосками по поиску расшифровываются: Цветовая маркировка резисторов. Диодики из разряда маломощных выпрямительных диодов. Есть китайский производитель. у него есть сайт. Там контактные данные и сервис. Там и задаете интересующие вас вопросы. Тут я ни знаю кто бы обладал свойствами гадалки. Поэтому помочь вам помогут, но если будет более подробное описание вшей задачи и вопросы с ответом из разряда ДА\НЕТ\ВОТ...
-
 это только при условии, что поджог дуги направлен на место где имеет плохой контакт с обратным кабелем. Тоже имел что ощутить, когда плохой контакт между обратным кабелем и деталью.
это только при условии, что поджог дуги направлен на место где имеет плохой контакт с обратным кабелем. Тоже имел что ощутить, когда плохой контакт между обратным кабелем и деталью. -
Спасибо за поддержку. Я общаюсь уже с собственником аппарата и с производителем по этому поводу. Ситуация странная и лично мне пока не ясная. Именно поэтому привлечен производитель, для разруливания ситуации.
-
пополним коллекцию новой версией РЕСАНТА160. По факту токовые клещи на максималке и на электроде 3мм, показывали в пике 160А. Что означает, что аппарат работает в районе 140-150А не больше. НО!!! И на это я бы не рассчитывал, чтобы не сжечь зверюшку. И так фото. Сомнительные моменты выделил красными кругами. 1 пайка вентилятора так на заводе сделана 2 установлено по одному силовому транзистору в плече при этом это 50JR22, максимальный ток одного транзистора 50А. НО!!! Детали установлены все в управляющей цепи, хоть бери и ставь еще по одному транзистору. 3 радиаторы еще меньше еще легче и при этом они в этот раз на двух винтах к плате крепятся. Т.е. падений этот аппарат еще больше боится. Плата управления в термоусадке. Лень было ее резать и потом новую засаживать, что там теперь стоит, не могу сказать. Но скорее всего ни чего экстра нового.