copich
-
Постов
6 577 -
Зарегистрирован
-
Посещение
-
Победитель дней
120
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент copich
-
вы о чем? Режим АС в аргоне идет для разбития окисной пленки!!! Или вы на постоянке варите? Фото кидайте!
-
Импульс, это для стабилизации процесса сварки, т.к. в автоматическом режиме все происходит. Вариантов несколько. Самое простое, взять сундук и к тем кто варит аргоном и у них смотреть, что будет получаться. А там уж горелку другую подкидывать, электроды и т.п. Ни каких машинок и т.п. Я говорю про универсальный метод. Не у всех руки золотые. Предлагать точить в ручную можно, даже можно показать и научить... Но не факт, что у этого человека дальше так же будет получаться. Поэтому я и говорю про машинку и простоту заточку.
-
да хоть тройной Нужно затачивать на машинке по заточке электродов, тогда вы получите угол 20 градусов. Руками его сложно выдержать. Тогда 3.2 эще как вариант. На инверторах я это проходил и не раз. Еще по поводу шарика, зависит от баланса выставленного на аппарате. Даже на одинаковых аппаратах, баланс может немного отличаться для достижения одинакового результата. зависит от разных моментов, да же качество газа может повлиять. Но я сталкивался, что название одно, а электроды купленные в разных местах, т.е. по разным деньгам, дают абсолютно разные результаты. Поэтому есть вариант, что надо просто попробовать электроды либо другой марки либо хотя бы от другого производителя или еще как вариант просто из другой партии. Но толщина электрода, прогрев, стабильность горения, стабильность зажигания, тесно связаны между собой и если я использую толстый электрод при плохом поджоге, вынужден увеличивать стартовый ток. А если совсем малые токи, то пересиливаю лень и меняю цангу с электродом на более тонкий. P.S. Знаю, как бы скептически не относились к этому вопросу, но уже не раз сталкивался с тем, что в цех приобретают машинку для орбитальной сварки и потом к этой машинке весь цех ходит затачивать электроды, т.к. легче, лучше и дольше электрод живет в дуге. В дебри углубляться не буду, почему, но примите просто как факт полученный из моих наблюдений.
-
чисто любопытство, а как именно, в чем выражалось? Не стабильность поджога или дуга не так горела? Реально любопытно, т.к. не работал на трансформаторных ТИГ источниках.
-
Отлично!
-
Ну тогда и схему вот эту видели: https://yadi.sk/i/REemYkI8ejvvW ? Мне кажется когда на нее смотреть, тогда понятно будет как проверить МАХ и что должно быть. У меня складывается впечатление, что не видели этой схемы. Я эти аппараты давно ремонтировал. Уже так по памяти точно не вспомню где и что. Разбираться без пациента нет ни времени ни желания. Но я вам даю информацию, которой полно в интернете в свободном доступе. Аппарат со всех сторон перезжован. И главное он понятен до безобразия, т.е. прост и блочно выполнен. Следовательно отпиливаете как просят в теме и смотрите, что получается и чего нет. Нет, значит ищите причину. Может микросхема виновата, может регулятор. Надо мерить и оценивать. Поэтому, увы, без конкретики. Либо, пишите в личку, Алексею. Т.к. думаю, надо в онлайн трансляцию выходить или разговаривать. А так ... ну уж очень глубоко надо вникать и тему перечитывать и собирать все воедино.
-
вы думаете мы тут жадные? Если бы она была, то ее уже давно бы дали. Вам тогда к производителю данного чуда, если без схемы ни как! Просите у него схему. Но скорее просто вам не ответят Либо надо искать у кого такой же есть и смотреть, что стоит. Лично такое я не то что не ремонтировал, я даже не видел. Не популярные у народа.
-
в статье про напряжения описано и подробно и что было и что должно в итоге.
-
ну так посмотреть по схеме что во круг и как подключено и сделать выводы, и можно подбросить из того что будет под рукой. Либо пишите тем у кого этот аппарат в личку, может ответят.
-
Это читали? http://valvol.ru/topic573-180.html Я думаю поставит на места некоторые моменты.
-
Он по принципу "малыша" работает? (вибрационный) Интересно сколько такой проработает?!
-
а об этом фантазеры не думают, главное идея и как в соседней ветке написали, что "аврора" безбожно дорого, то .... как в песне где исполняет Игорек, "дай дай, постоянно дай!...." В итоге всем желающим - ГУДБАЙ
-
Если делать то конечно как опция. Брать аппарат на 200А не значит, что будет работать на все 200. В принудиловку в целом дешевле будет. Именно поэтому часто делают в одном корпусе. Ну а для универсализма, делают отдельно БВО, для возможности использования одного БВО для разного оборудования. И теперь объединив ваши желания ... Либо платим за опцию дороже либо это две модели будет, что для производителя менее интересно. Тем более, что скорее всего будет так 1% с БВО хотят и 99% будут покупать без БВО.
-
до 100А не нужен до 150 если не долго так же, но если долго работать то руке комфортнее если горелка холодная.Да и расходка дольше живет. Собрать можно и самому, если сидишь и в потолок плюешь, а если заказы, то проще купить и отбить в работе. Да и тот который продается готовый, то моторчик там один под 5000р стоит. И он того стОит,работает более 10 лет и не течет и давление дает необходимое и следовательно расход обеспечивает даже на горелках более 8 метров. Так что каждому свое. все равно отдельно. Даже ели два литра бачек, в чем сильно сомневаюсь, то это почти + 2 кг. А если 5 литров, как у всех, то это уже вместе с аппаратом не легкая ноша. Главное это что электрические кабели на разъемах (вилка), что вода подключаемая, на разъемах. И это не ММА, чтобы на плече аппарат носить и варить
-
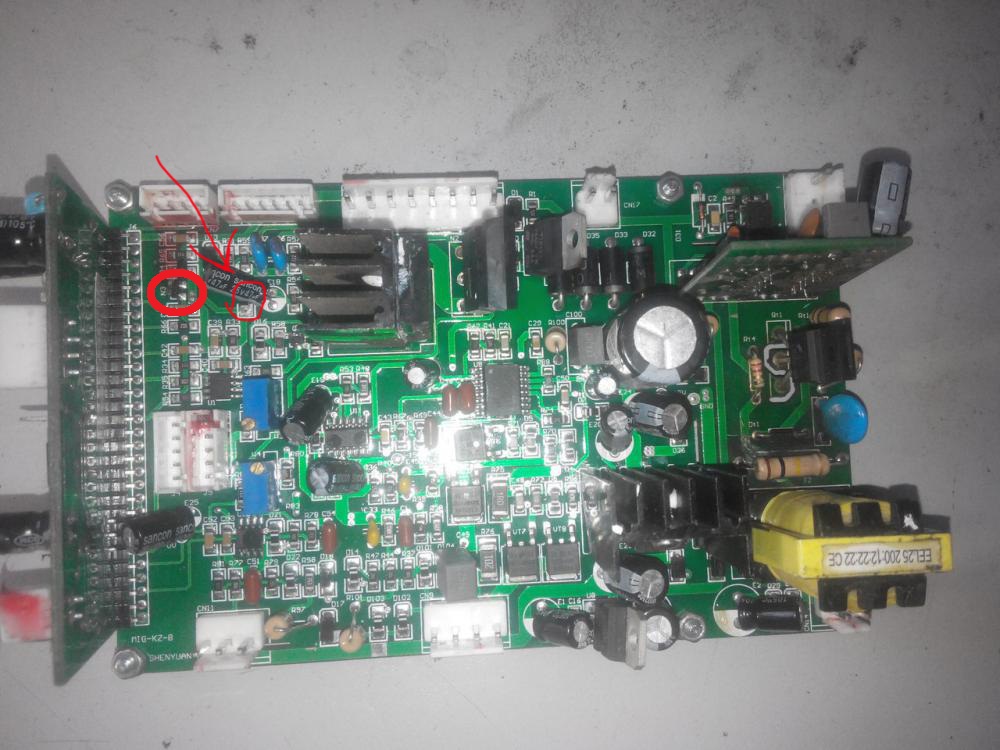
так ни кто не делает ... Не знаю что ни знаю как, а леплю пока душа поет... http://pdf1.alldatasheet.com/datasheet-pdf/view/254876/MAXIM/MAX941ESA.html http://pdf1.alldatasheet.com/datasheet-pdf/view/11661/ONSEMI/LM311.html последние странички гляньте, там указано на что обращать внимание, где первая ножка. А теперь главное.. Ну спилено и что?! Смотрите где питание микросхемы, где 0 и вот вам отправная точка! ТОРУС странные парни. Спилить то что уже давно известно было и будет ...
-
ну а на транзисторе что написано было? Это может быть и не транзистор... В общем, что за надпись? Обвел жИИИИрным кругом

-
Закон Ома, как был так и есть. Только сразу так не получить значение тока. П\А выдает напряжение, тут более или менее понятно. А вот дальше очень большая переменная как толщина проволоки, т.е. чем больше проволоки (скорость подачи) тем сопротивление будет меньше. Так же высота положения горелки диктует расстояние для горения проволоки, т.е. какой длины кусок проволоки будет проводить ток... Это вкратце ) На а далее по закону ома можно прикинуть, какой ток будет. Ну а физически это делает ШУНТ.
-
зависит от ваших задач и хотелок. Что вы видите в перспективе и к чему готовы? На мой взгляд на "форсаж" не стоит останавливать свой взгляд. И если уж совсем плохо, то можно прикупить и б\у на конец. Или форсаж тоже как б\у планируется?
-
всегда так, только денег не так прилипает Ну тогда все в допуске. Плюс минус километр Надо глянуть на максимальном повороте ручки, сколько выдает, потом спросить что делает сварщик. Я думаю, что он сравнивает с более качественным аппаратом, поэтому ему может "казаться". Ну тестером на выходе на всяк случай еще глянуть, что выдает.
-
вы прочтите свое сообщение и еще раз. Его можно понять? Скачки чего? Как замеры делать и среднее вычислять вы знаете? 80% от чего? 100% чего? Ток мерить надо в амперах. Если регулятор тока есть, то он проградуирован и приблизительно дает понимание какой ток должен был бы получиться при сварке или на балластнике. Когда сварка то ток будет постоянно меняться так как закон Ома еще ни кто не отменял.
-
при стоимости источника ... Конечно, дешево тут сложно сделать, т.к. транзисторов куча и не дешевые. Да и аппарат не ахти какой...
-
переменный резистор не нужно токовыми клещами мерить, достаточно мультиметра в выключенном стостоянии по сопротивлению и во включенном по напряжению. А токовые клещи, прежде всего!!! По крутилки например 80 или 100 выставить, электрод в руки и мерить что будет на выходе и так вверх регулятор крутить и смотреть где прибавление теряется, если теряется.
-
надо смотреть что получается и что имеет ввиду сварщик. Все не так просто как кажется. Если на нагрузке токовые клещи показывают честные амперы, то дело не в управлении, а может свойства аппарата такие. Уже не раз такое встречал. Как вариант дросселя не хватает и сварщики крутят ручку тока чтобы добиться проплава и аппарат после сдыхает. Ну а может и регулятор тока врет ... Но это самое простое
-
если нагрузку не будете давать, т.е. только в режиме ХХ, то хоть по одному транзистору. Либо нагрузку мизерную исходя из подобранных транзисторов. Посмотрите соседнюю ветку может будет в помощь: http://websvarka.ru/talk/topic/11126-torus-200/page-4
-
как вариант. Еще стоит заметить, что выбор электрода может на постоянке попросту не активна функционально. Возможно мануал будет в помощь. Мне кажется, что из инструкции к CEA такая же ерунда, что на постоянке просто надо крутить стартовый ток. А диаметр электрода только под АС активно. При чем на некоторых аппаратах стартовый ток регулируется только для 4Т режима. У кого так, то еще делятся на два типа, у одних стартовое значение в 4Т меняется и влияет на 2Т, т.е. как бы переходит. А у других при переходе из 4Т где изменил стартовое, в 2Т все остается по прежнему. В СЕА был спец режим, где в ручную можно было изменить стартовое значение. Но это специальный режим и знали о нем только некоторые. Если правильно выразиться как бы режим с расширенным функционалом. изучайте мануал, потом вопросы будут куда реже появляться. ну конечно!