sherwood
-
Постов
834 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент sherwood
-
Нема столько 250А. Но если смотреть на подачу проволоки то такое количество на 0.8мм выдает. А сколько вольт должно примерно быть? Есть еще пульс, он жарит сильнее на много. Может им будет лучше? И как правильно сварить, струбцинами стянуть все начиная с центра к краям и в таком положении сварить или можно центр сначала зажать - обварить, переставить дальше к краю струбцины и опять обварить? То есть частями от центра. P.S. Или может тигом сварить? В нем опыта побольше. Хотя Вы же говорите что деформация больше будет.
-
Но на сколько я разбираюсь в этом в отрыв сваривают когда метал еще не остыл. Зачем нужно что бы маска окрылялась каждый раз? Поставьте в маске задержку на открытие чуть больше и сваривайте. Метал еще не остывший будет Вам освещать путь.
-
Да у Вас по Вашим словам не только поджиг плохой но и ток не набирает аппарат. Кто то говорил что Вы врете? Мне лично нужно было для своего опыта, что такое может быть. У меня тоже с аппаратом проблема и не только у меня, но что то как то не укладывается что такое может быть. Что аргон какой то стали делать плохой или что то в него мешают для удешевления, что бы заработать побольше. Надо все таки проверить свой на титане.
-
Вот и хотелось бы увидеть так оно или нет. Как то не особо верится что на нерже шов так сказать сияет всеми цветами радуги, а на алюминии не то что плохо а аппарат вообще не работает. У меня когда был плохой газ это было даже на электроде заметно не то что на шве. Но я тогда не знал как выглядит плохой газ.
-
Вы бы лучше швы (нержавейка) показали. А то как то не понятно, что на нерже нет проблем хотя металл как раз критичен к газу. Может и на нерже была с газом проблема а Вы просто не заметили. Хотелось бы понять есть такая проблема с газом или нет.
-
А у меня вот что - Буду сваривать ПА, шовчиками по пару см не более. От центра к краю по длине. Вот думаю нужно ли сразу делать длинные боковины или нет. Склоняюсь что нет. В каждом квадрате будет 4 сварки под овальным вырезом, больше наверное нет смысла. И второе может кто скинет настройки ПА для таких так сказать прихваток на стали 8мм. Да понимаю что для каждого аппарата могут отличатся и перед сваркой буду на кошках тренироваться, но хотя бы понять от чего отталкиваться на такой толщине что бы была меньше деформация.

-
Я не помню от куда эта фраза. А от куда она?
-
Это выдержка из какого то анекдота или еще от куда, уже не помню. А так я рад за тебя что ты можешь себе это позволить.
-
Да, жить стало тяжело, денег на масло не хватает, икру приходится намазывать прям на хлеб.
-
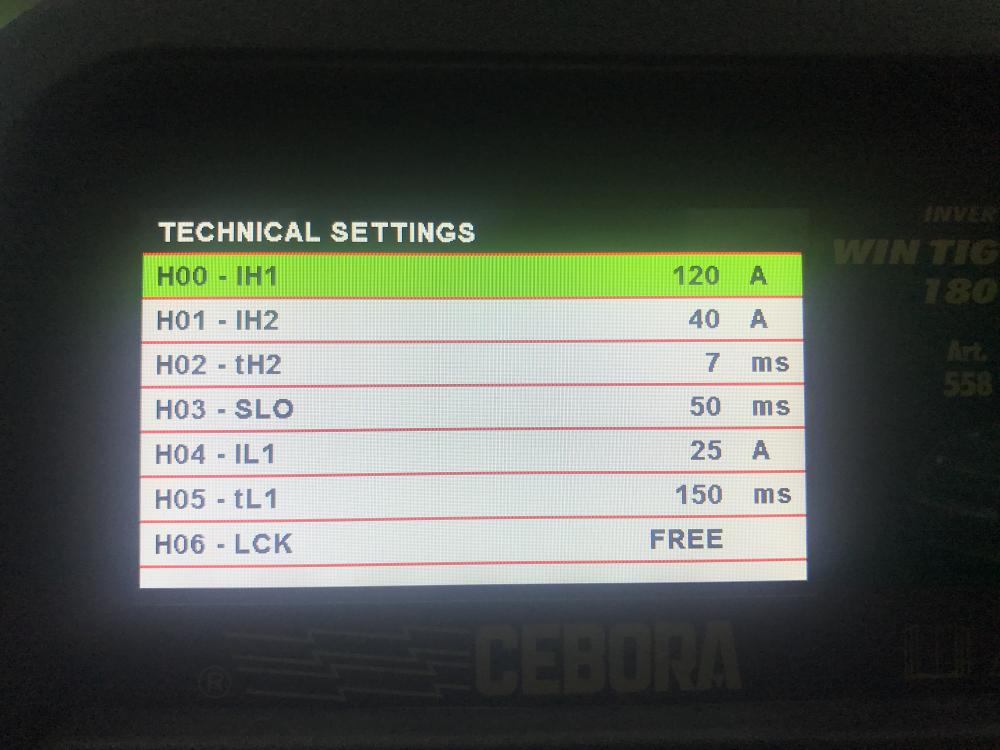
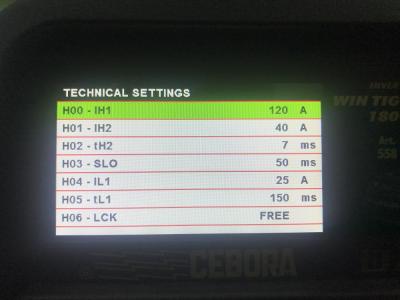
Прошивка - Немного по работал, сделал таких 6 шт., на 200Гц., и режиме ХА с балансом волны 1., и и 0-ым балансом полярности. Так же пробовал несколько швов на 120Гц. Вроде работает, но все равно есть проблемы, хотя может это так и должно быть - не с чем сравнить. Пока идет сварочный процесс то есть плавится металл, добавляется присадка то вроде все работает, но когда убавляем ток для завершения процесса и заварки кратера то тут меняется звук и вроде похож на пердешь. Он не мешает в плане сварки, просто дуга начинает гулять вокруг электрода, металл она уже не плавит, просто такое ощущение что частота уменьшается, хотя может это пердешь мешает и дает такой звук. Так же один раз при старте зажег дугу на окончании предыдущего шва и немного замешкался опять начал пердеть но добавив педалью ток и дуга нормализовалась и пошел процесс. Так же несколько швов сваривал электродом 1.6 и он почти в розочку превратился но дуга все равно горела и работала. В общем понятно, надо попробовать на тонком металл (этот наверное чуть больше 1мм) например еще раз сварить банки, вот там думаю будет понятно можно им работать на тонком металле. Одним словом в аппарате есть проблемы, надо только понять можно ли с ними работать или нет. Если нет то надо ставить вопрос о возврате аппарата или возврат с доплатой на другую модель. Ну или ждать еще прошивки, может в них поправят.



-
-
Привезли мне сегодня аппарат. На нем обновили прошивку до 17-ой. Был всего часик попробовать, пока не могу сказать что и как вроде стало лучше а вроде и все равно идет срыв но при добавлении тока педалью вроде процесс устакаинивается. Пробовал так же держать дугу на одном месте и вроде через длительное время что то начинает проявляться но добавив ток для того что бы пошел процесс образования ванны то ванна образуется и вроде все нормально. Не хватило времени попробовать контактный поджиг и посмотреть, вернее забыл про него. В технических настройках ни чего не меняли, то есть все показатели такие же как и прежде. Можно конечно предположить что они просто обновились и все. Как раз пришла опять лестница в ремонт, есть что поварить, вот и попробую просто выполнить работу и посмотрим. До этого мне ни одной работы не удавалось сделать на повышенных частотах. И заметил что чем ближе электрод к соплу, вылет например 3мм, тем хуже. Поставил примерно 6-8мм вроде как получше. В общем надо посмотреть и просто поварить, а не пытаться аппарат загнать в такой режим.
-
Совершенно точно эта проблема аппарата не связана с материалом, потому что есть вопрос на который нельзя ответить. Это то что я два дня подряд накладывал швы на одном и том же куске алюминия и одних и тех же настройках аппарата и горелки. А на третий день на первых же секундах словил эту проблему и после часа колупаний выключил аппарат, так как все что можно было проверить мы так сказать проверили и аппарат все равно продолжает хаотично себя вести. Вот жалко что не хватило мозгов с те дни когда при нормальной двух часовой тренировки надо было на одном месте подержать как сделал Андрей, и если при таком тесте тоже не удалось бы загнать дугу в срыв то это однозначно аппарат при включении каждый раз загружает ПО по разному.
-
Конечно от тока, но и на тиге токи разные бывают. А про выключения не одного человека видел который с такой маской внутри делал наклейку - ВКЛЮЧИ, что бы при одевании это бросалось в глаза.
-
9100 не пробовал, а 100 фильтр хороший, сама как пушинка, но есть две особенности это то что она сама отключается и нужно от этом помнить и если долго не работали то нажимайте кнопку вкл., а то зайцев нахватаетесь. И второе у нее маленькие регулировки задержки открытия и если шов еще красный и она откроется то будет не очень хорошо, не помню на каких токах это будет но это надо иметь введу.
-
А говорите нету санкций
-
И
-
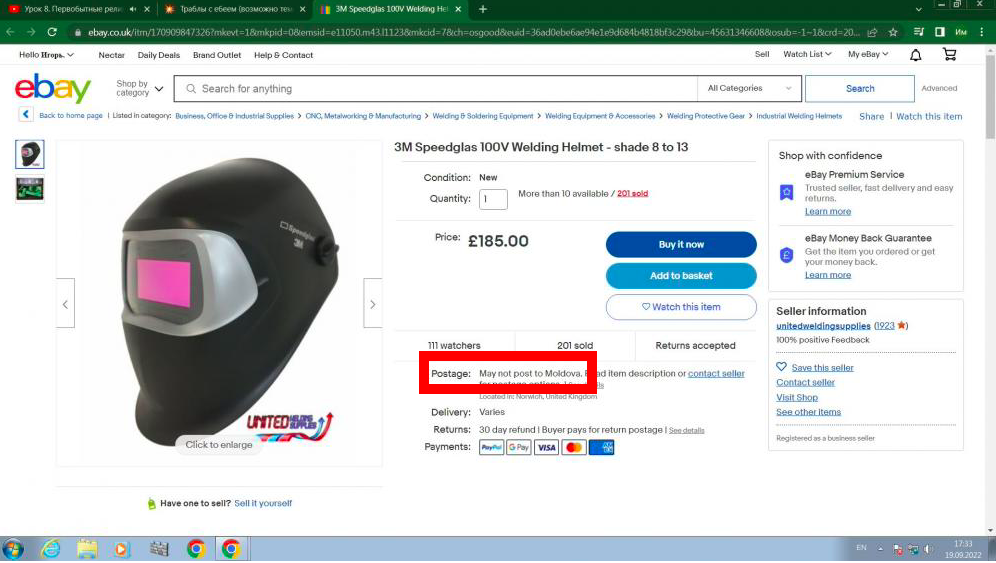
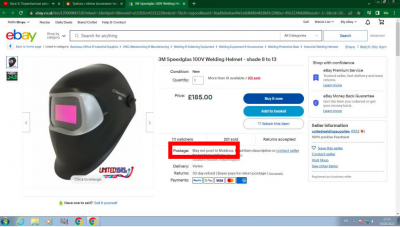
Страничку товара, а не страничку почты. Вы понимаете о чем я?
-
Вы писали что товар не можете заказать вроде как, вот и покажите скин странички с товаром а не ссылки на него. По ссылкам в разных странах может показываться разная информация.
-
Скин товара покажите, а не ссылке на него.
-
Ну тут и с Авито можно купить товар и не вернуть его обратно и потерять деньги. Не все же товары можно проверить при получении на месте, а если подтвердил товар при получении то сдать его обратно это уже на усмотрение продавца. Я и как бы не настаиваю, просто говорю что был опыт и он оказался успешным. Но наверное тут тоже будет работать правило возврата денег как и с али так и ебея. Про али там все понятно и работает, так же и с ебея заказывал набор плашек и метчиков и не глянул от куда они (оказались с Китая), пришел набор брак откровенный, сделал фото режущих кромок которые просто завалены и с заусенцами, как и с али набор оставил себе деньги вернули. Тут же как бы адрес уже Американски и если товар не надлежащего качества то деньги должны вернуть. Повторяюсь я не настаиваю, а то потом начнете с меня что то требовать.
-
В данной ситуации уже не заказываю, так как вроде уже и не нужно ни чего. А до этого заказывали вал Хелекал для рейсмуса DeWalt, они на ебеи были но в Россию их не отправляли (и не только этот товар, и разные другие попадались которые не отправляли, но их можно было найти у другого продавца который отправлял, а вот вал не в России купить не с ебея заказать). Понятно что таким способом надо заказывать то что действительно не купить в стране, ну или раньше что то было в стране но ценник крутили не гуманный а таким способом куда дешевле. А риски, ну куда уж без них. Но если бы были какие постоянные проблемы то инет не закроешь, шум бы разлетелся мгновенно что все очень плохо.
-
Есть компании (например - https://www.pochtoy.com/ ) которые этим занимаются. Вкратце, при регистрации выдают фиктивный адрес в Америке и телефон, в ебее меняете свой адрес на тот, с сайта доставки переходите на ебей и выбираете товар. Это так и раньше было, заказывали товар который не отправлялся в Россию.
-
Работает и без vpn или прокси. Немного логистика изменилась, но работает. Это как с блокировкой (по жизненно rutrecker в России) на следующий день на форуме этого ресурса Российские граждане обсуждали это решение.
-
 Например: Расходы (1000р)+работа (время, например 5ч.)+норма-час = ?
Например: Расходы (1000р)+работа (время, например 5ч.)+норма-час = ?