sherwood
-
Постов
834 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент sherwood
-
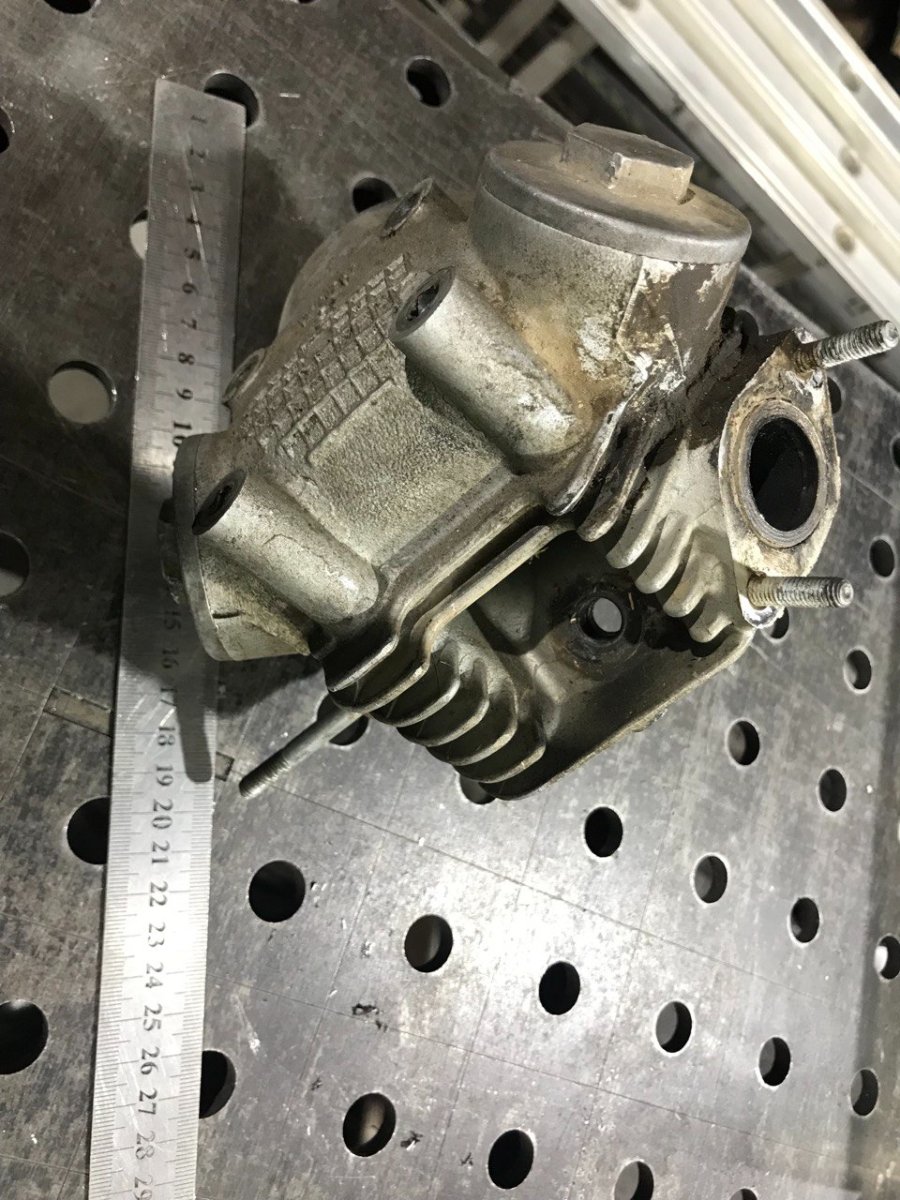
 Головка от какой то садовой техники, но не точно. Свечная резьба накрылась. Понятно нужно на плавить и нарезать новую. Понятно надо разобрать это (клапана и т.д.) но так как отверстие очень близко к седлам есть опасения что они выпадут от нагрева. Да и сама посадка может деформироваться. Я понимаю как правильно это сделать, но заказчик не хочет да и не будет отдавать на фрезеровку все го этого. По его мысли - я заплавлю ему это отверстие а он дрель просверлит отверстие и нарежет новую резьбу Теоретически ну и практически конечно можно (просверлить и нарезать) и потом завернув свечку посмотреть как прилегает уплотнительное кольцо к головки и потом дремелем поправить плоскостность. Исходя из этого по мне проще в таком случае токарю заказать ввертыш. Но думаю и этого делать они не будут, такая мастерская по ремонту что я бы им руки оторвал иногда такие вещи предлагают что караул. Вопрос в принципе один как думаете выпадут седла или нет? Потому как наплавить на всем протяжении думается мне не смогу, слишком мало отверстие и глубокое хоть и варить можно с двух сторон, придется разделывать под угол а это еще больше приблизит к седлам.
Головка от какой то садовой техники, но не точно. Свечная резьба накрылась. Понятно нужно на плавить и нарезать новую. Понятно надо разобрать это (клапана и т.д.) но так как отверстие очень близко к седлам есть опасения что они выпадут от нагрева. Да и сама посадка может деформироваться. Я понимаю как правильно это сделать, но заказчик не хочет да и не будет отдавать на фрезеровку все го этого. По его мысли - я заплавлю ему это отверстие а он дрель просверлит отверстие и нарежет новую резьбу Теоретически ну и практически конечно можно (просверлить и нарезать) и потом завернув свечку посмотреть как прилегает уплотнительное кольцо к головки и потом дремелем поправить плоскостность. Исходя из этого по мне проще в таком случае токарю заказать ввертыш. Но думаю и этого делать они не будут, такая мастерская по ремонту что я бы им руки оторвал иногда такие вещи предлагают что караул. Вопрос в принципе один как думаете выпадут седла или нет? Потому как наплавить на всем протяжении думается мне не смогу, слишком мало отверстие и глубокое хоть и варить можно с двух сторон, придется разделывать под угол а это еще больше приблизит к седлам.
-
Почему так много? 8-ми метровая горелка пред продувка 1.5с. Вполне хватает.
-
Как где в инструкции к устройству. Тут для GCE
-
Все верно, не все. Те что имеют регулировку используются с ротометрами, а те что не имеют регулировку используются с редукторами у которых монометр.
-
Давление экономайзером настраиваете? Это не важно, если будет раздувать то и метра хватит что бы создать избыточное давление.
-
С ротометром, давление газа настраивается этим экономайзером. Ротометр должен быть полностью открыт.
-
Не знаю каким макаром это работает, но работает. Как по мне проблема в мягкости шланга, так как редуктор пропускает определенное давление после себя (как настроишь), и вот клапан в аппарате закрылся, а давление поступает и если шланг как металл то давление остановится, но если шланг начинает растягиваться то туда будет закачиваться газ до тех пор пока упругость шланга не остановится и в момент открытия клапана все это выбрасывается в горелку с большим давлением которое добавляет шланг который начинает сжиматься обратно. Самый простой вариант поставить пластиковые шланги.
-
Ладно, Вы тут пока по обсуждайте там с дивана, а я сделал как посоветовал Точмаш 23.
-
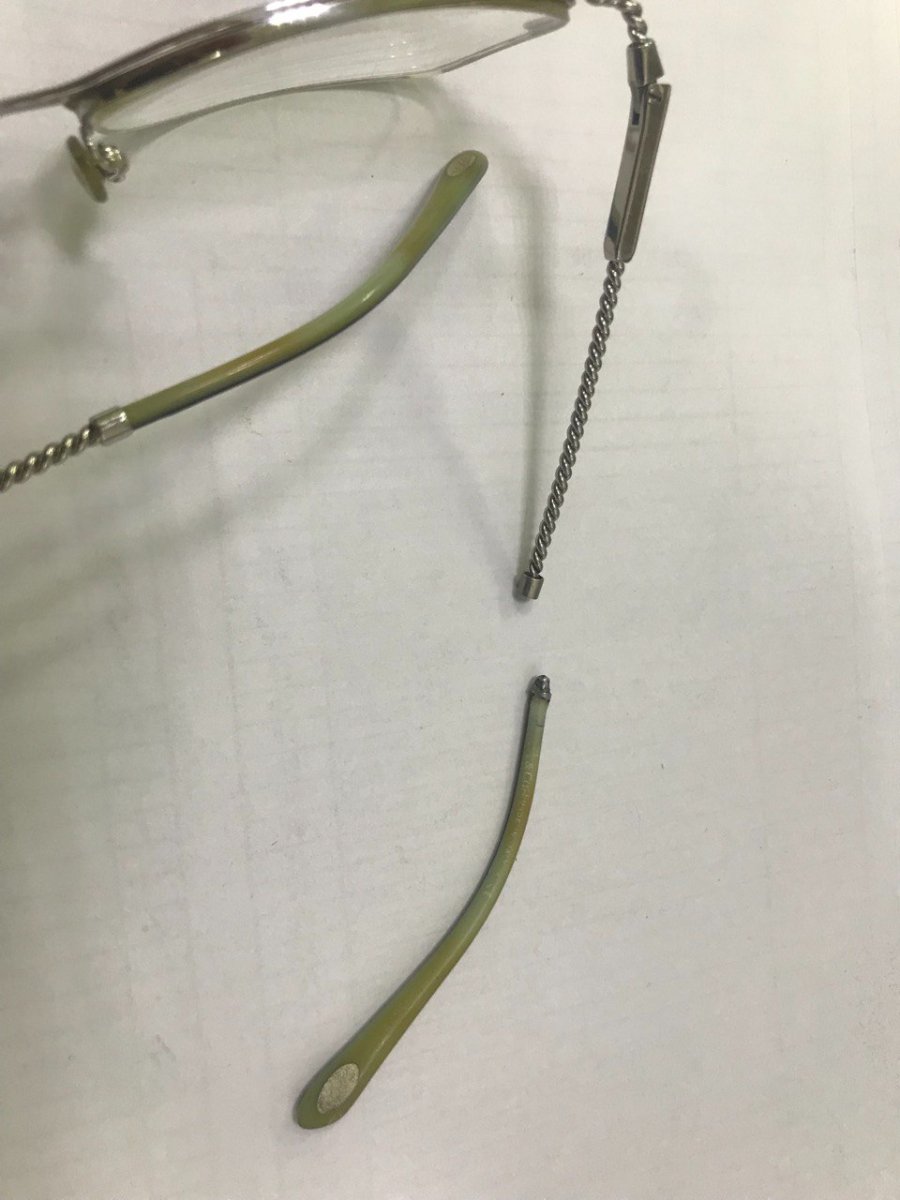
Торцы чего не понял? На нерже трубочка куда вставляется алюминиевое ухо, само ухо облицевать? Получается ПОСом нержу облудить а алюминий 192-ым.
-
Это подделка, оригинала уже не достать. Была бы то и вопросов глупых не задавал.
-
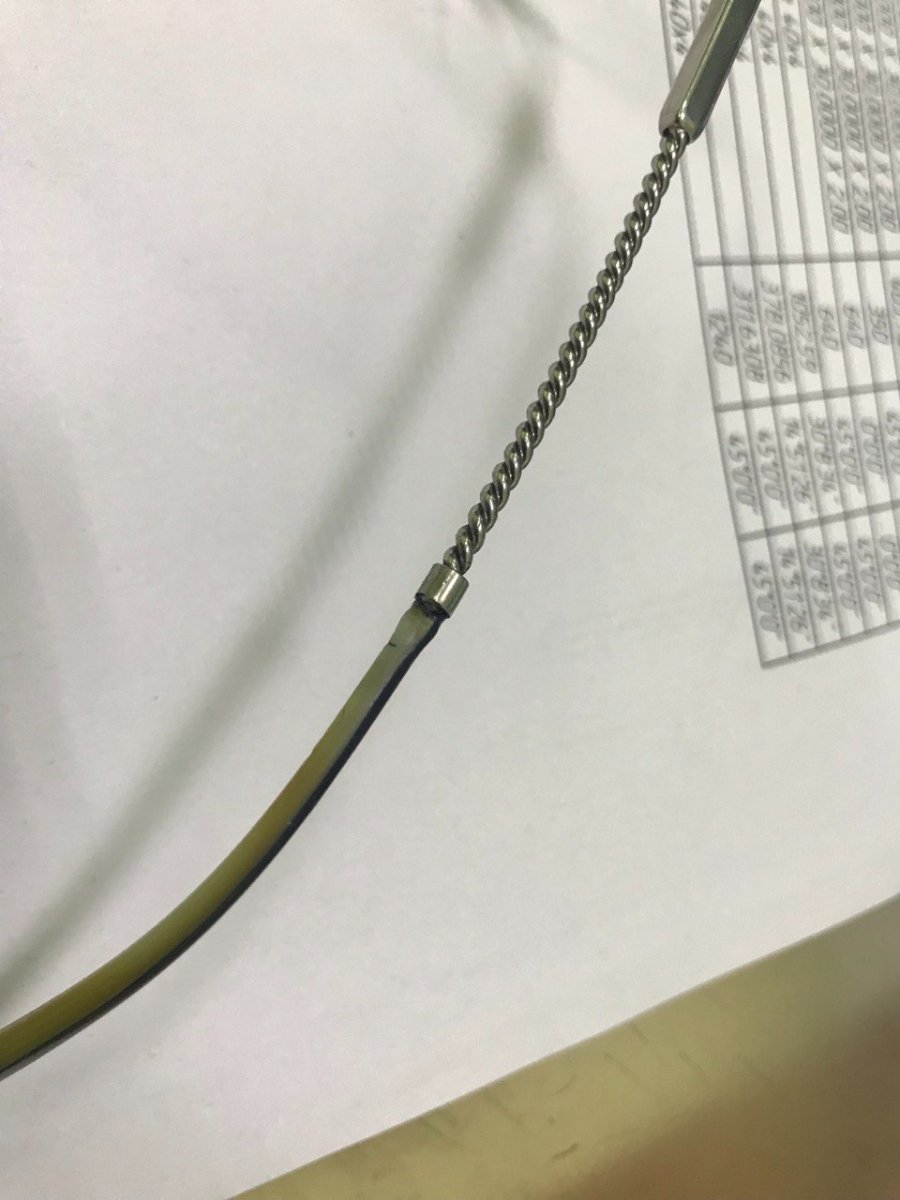
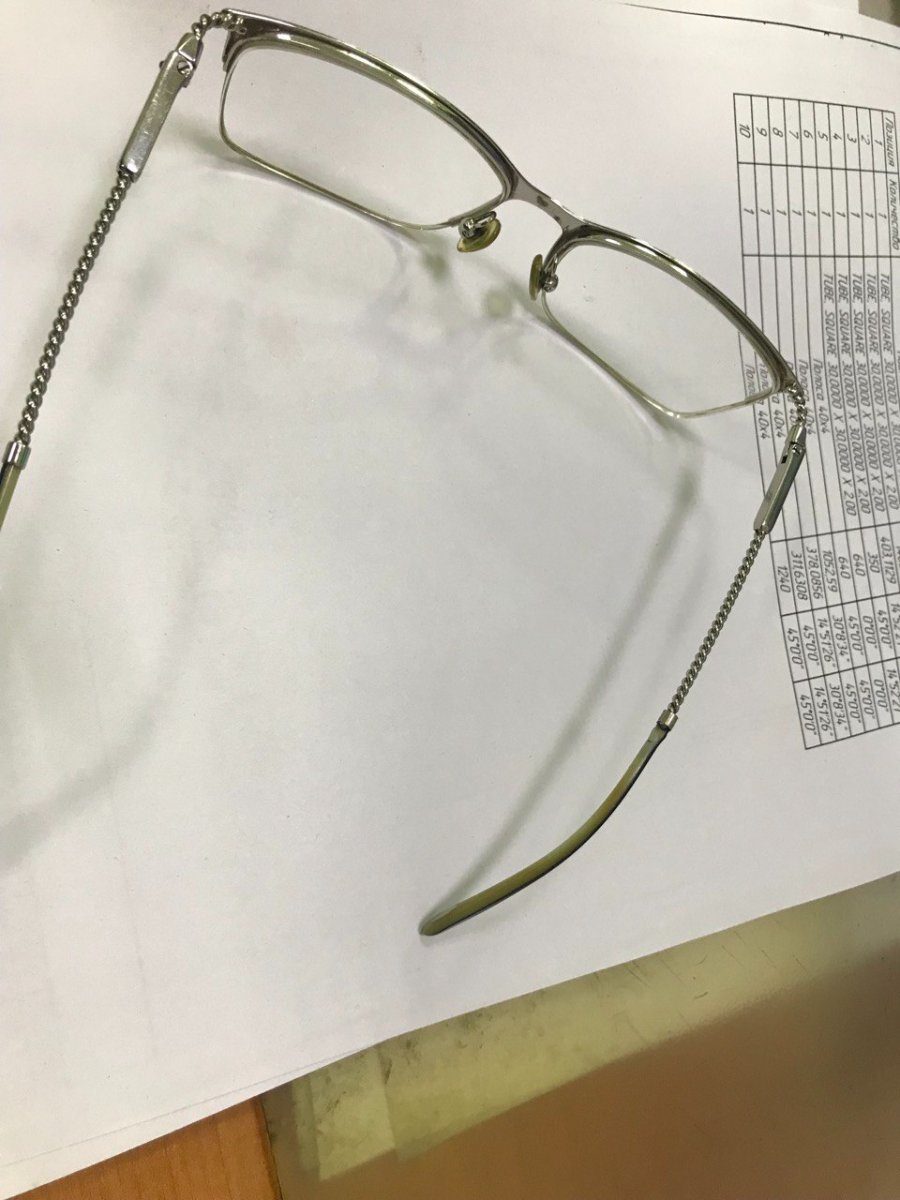
Надо запаять душку от очков. То что заходит за ухо алюминий да еще и пластиком залито, а то что идет дальше до очков нержавейка. Подскажите каким припоем это можно сделать и можно ли это вообще спаять? На борту имею Castolin 192 FBK, но не уверен что он справиться. Может просто банально клей?
-
Это да, но после чистки у себя у Вас ни чего не останется. Если я правильно понимаю, что нет сообщений в месенджере о каких либо звонках и сообщениях. Может не знали но если я например Вам позвоню через телегу или напишу а потом удалю историю у себя то у Вас тоже ни чего не останется. Или это не то и про что то другое?
-
О, ценообразование. Наверное надо сказать что надо сначала определится для чего это. Если это для себя и эта работе не для зарабатывания денег, то это одно и ценообразование будет одно. Если это для зарабатывания денег, то это совсем другое и бумажные шаблоны не подойдут, каждый случай будет индивидуален, так как цель это заработок, тут надо не просто быть мастером в слесарке или сварщиком, а очень хорошим спецом про продаже своих услуг, а это такая же специальность как сварщик, слесарь и т.д. Этому надо учится, собирать статистику, спрос и конкуренцию и т.д. Это тоже требует колоссального времени, то бишь тот же рабочий день ( да где же его взять то). И как правило надо будет делать не то что хочется, вот тогда будет заработок тот что хочется.
-
А Вы уверены что звонок был через сотовую связь а не с какого то менеджера (телега, ватцап и т.д.)? Если через них то и особых доступов не надо почистить переписку и звонки. Доступ к телефону получают производители. Ну и службы. Все. От куда у них (мошенников) доступ к биллингу оператора сотовой связи почистить все? Ну чисто гипотетически вдруг, то история звонков и смс она у Вас на телефоне, тогда от куда доступ к Вашему телефону (если не установили с Вашей помощи вредоносное ПО на Ваш телефон)? Если Вы все таки уверены что это звонок через сотовую связь, зайдите на веб страницу своего биллинга и распечатайте от туда статистику звонков и смс и все там будет. Все остальное это вина самого пользователя (байки так сказать рассказанные на ночь), нажал на какую то ссылку и получил вредоносно ПО на свое устройство особенно если это андроид. Так и аккаунты воруют и соц сетей и менеджеров, а потом удивляются как так то. Взломать чье либо устройство это не просто если вообще возможно. Так что по большому счету взломы это обман пользователя, что бы он нажал на какую то ссылку, открыл какую нибудь фото или видео (в них очень легко встроить код вируса).
-
Только это, но вроде как новое, а новое куда дороже стоит. - В первом посте не указано было что именно 305-ый. Он на 380. Мне такой не надо. 180-ых нет.
-
Можете ссылкой поделится, найти не могу? Может конечно ушел уже. Свои две Cebora продаю или поменяю на этот.
-
Возможно, но это уже не я буду делать пусть думают. А так да, надо на расточник, только я бы расточил отверстие не внутри, а снаружи где стоит подшипник ( как раз на фланец токарника прижал бы стороной крышки и выставил по отверстию подшипника ) и туда уже вставил вставку, которую снаружи обварил бы и внутри капнул бы. Прежде чем варить снаружи вставил бы вал и как раз все сцентровалось бы. Думаю понятно объяснил.
-
Вот так планируют хомут из ленты поставить. Просверлить внизу отверстия для шпилек, к ним приварят ленту, она вокруг детали и гайками затянуть.
-
Круг тоже же не проблема. Тут лучше ручными, тем более 0.5 не такая уже толщина. Вопрос будет лишь в том на сколько ровно руками резать будешь, да и мне уже нужны будут не очки а увеличительные очки что бы видеть тонкую линию и резать по ней. Для меня сварить деталь из такого нареза вроде не проблема. Ее же все равно при такой толщине 0.5 прихватывать чуть ли не каждые 5см. Режет ровно как сам отрежешь, если так сказать глаз кривой то и рез будет таким.
-
Ну почему же, зачем так о всех то. Почитай телеграмм каналы проектировщиков. И это высказывание противоречит первому о том что если заводское сломалось значит и ремонтное сломается. И я в солид работаю, периодически в ней лестницы насчитываю под нагрузкой.
-
Тут то вообще разговаривать не о чем. Заказ без какой либо гарантии. А так заводские изделия разрабатывают люди а им свойственно ошибаться, есть масса примеров что заводское изделие имеет недочеты-просчеты и деталь периодически ломается из-за ошибочных расчетов, вот после ремонта это устраняется и деталь служит дольше чем новая.
-
Поднял планку выше, 0.15мм алюминий устроит? Тут форум поддерживает только 15 метров файлы для видео это ни чем, такое размера видео там человека со столом не отличишь. Куда файлики отправить? Там и один раз по всей длине и резы частями.
-
Работа без гарантии это обговорено и претензии не принимаются. За работу взял как за обычную не больше не меньше. Получилось поставить пять хороших прихваток. Если они еще хомутом прижмут то думаю на разок вспахать хватит.
-
У меня нет. Но думаю на такую работу он не пойдет, знаю как они все делают, в поршни пробитые пытаются болты вставлять, крышки треснутые герментиком замазывать. Тут видать все их варианты не помогут, вот и решили что можно как то сварить. Вал я так понял на трех подшипниках, один тот что видно обычный, далее идет конически (который свариваю) и потом в ответной крышки по идеи тоже должен стоять конический и при установки крышки в них образуется требуемый зазор. Ладно, раз они на разрез не соглашаются, значит пойдем по их пути который они заказали, попробую как то поставить несколько прихваток, хотя не знаю как туда влезу. И потом они сделают металлический хомут, внизу два отверстия просверлят и притянут это все через прокладки или герметик.
-
Надо Вася, надо Просто меня удивляет как ножницы (промышленные по металлу) которые режут волосы и бумагу не разрежут сталь 0.5.