sherwood
-
Постов
834 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент sherwood
-
 Кто какие прокладки использует между редуктором и баллоном (Аргон)? Дело в том что потихоньку спускает. Прикручиваю редуктор, обмазываю мылом, подтягиваю что бы не было пузырей, поработал, закрыл кран. На следующий день давление на редукторе = 0. Открываю кран мажу мылом и вижу большие пузыри, подтягиваю гайку опять и так далее, до тех пор пока не продавишь совсем прокладку. Может дело в редукторе GCE у него или может это у всех так, шайба к которой прилегает прокладка меньше диаметра плоскости куда прилегает прокладка на баллоне и по этому площадь контакта наверное на половину меньше.
Кто какие прокладки использует между редуктором и баллоном (Аргон)? Дело в том что потихоньку спускает. Прикручиваю редуктор, обмазываю мылом, подтягиваю что бы не было пузырей, поработал, закрыл кран. На следующий день давление на редукторе = 0. Открываю кран мажу мылом и вижу большие пузыри, подтягиваю гайку опять и так далее, до тех пор пока не продавишь совсем прокладку. Может дело в редукторе GCE у него или может это у всех так, шайба к которой прилегает прокладка меньше диаметра плоскости куда прилегает прокладка на баллоне и по этому площадь контакта наверное на половину меньше. -
Может с браузером что? Мне достаточно просто навести курсор и всплывает окно. Так то разгружает интерфейс от количества кнопок, если не собираетесь там что то ставить то и места мало занимает, а так будет занято место под кнопки которые может кому то и не нужны.
-
Пуля вроде всего 9гр, а какая силища. Да и на колеса при балансировки тоже не много вешают, если колесо ровное, а без как руль прыгает.
-
Мне уже пару раз звонил майор с Петровки, говорил что заведено дело. Я его спрашиваю номер дела назовите, называет цифры (явно с потолка), после нескольких предложений прошу еще раз повторить номер дела, типа я забыл и он называет другие цифры. В первом случае я ему сказал что с такой памятью не быть ему майором. Во втором я сказал что сержантский состав не может быть следователем с Петровки. Дальше гудки в телефоне. Нет ни каких трюков есть не знание закона. Если на человека заводится дело, то ему ни кто звонить не будет, если что то серьезное приедет бригада маски шоу и "вежливо" попросить пройти с ними. Если что то менее то вызовут повесткой. Не будет следак по телефону предлагать решить какие то проблемы если они есть у человека. Так же очень часть особенно раньше было много вирусов на ПК с блокировкой экрана и телефоном для разблокировки после оплаты. Оплатить то Вы можете но вот разблокировать ни кто не будет, так как чел сразу же попадет под статью нанесение вреда, а так перечислили деньги, даже если найдет кому, то всегда можно сказать - мало ли людей ошибаются и кладут не на те телефоны, а вот если прислать код то это уже доказательство о причастности. После пошли блокировки с надписью что это МВД заблокировало за то что человек в инете совершил не законно действие и тут же предлагают решить проблему если через терминал закинуть деньги, на чеке будет код разблокировки . Опять же ни кто не сможет заблокировать Ваш ПК удаленно за какие то действия, приедут с крепкими парнями в масках и изымут. При мне бабушка в терминале положила два раза по 3т.р. и собиралась еще класть так как не видно кода, остановил ее и пошел ей убрал эту заставку за 5 минут (эти блокираторы убираются за 5 минут). Моим родителям дважды звонили из МВД типа что Ваш сын попал в переделку и сидит у них, и даже дают трубку для разговора, а на вопрос почему голос не похож говорят что минты губы разбили поэтому так говорю и что сейчас придет сотрудник ему надо передать деньги для решения вопроса. Повторюсь, по телефону ни кто из следаков не будет решать вопрос, максимум при личной встречи но чаще через проверенное лицо. Будьте осторожны и внимательны. P.S. Так же ни какая служба безопасности банка не будет звонить типа у Вас что то с картой или счетом.
-
Вставляются https://www.youtube.com/c/weldingtipsandtricks/videos
-
Не работает редактор, а именно вставить ссылку, при нажатии на значок выдает ошибку. Исправьте.

-
Это скорее всего стартовый ток, а Вам нужен ток поджига, ну или хотя бы что бы он регулировался. Потому что вроде не видел к аппаратам в описании что бы производитель указывал старт поджига. 5А этого мало для соты. Если речь идет о сварочном процессе.
-
Потренироваться и заваришь. Я банку пивную на 80Гц сваривал, так как выше аппарат в то время не работал. И главное наверное в сварке тонкого металла это сила поджига (нужна минимальная что бы на всяких подножках не стартовать) и стабильность дуги в том плане что бы она не срывалась, не "пердела".
-
Справа внизу наведи на сердечко откроется всплывающее меню где и выберешь + ии -.
-
Есть какие варианты как побороть утяжку? Опять эти лестницы, колено согнули по торцу и стойка дала трещину. Поправил и немного продавил это место молотком для того что бы наплавить металла и сделать это место толще (уже не первый раз делаю это на разных лестницах). Отмечаю где заканчивается вмятина и чуть с запасом наплавляю металл, потом зачищаю, контроль линейкой и все вровень но, там где заканчивается сварка есть не большие ямы. Сначала подумал что направил не с того места. Прошелся еще по шву. зачистил и все то же самое, ямы переместились на конец нового шва. Для лестницы это не критично, но хотелось бы понять, можно это как то избежать кроме как пайкой? Ну то есть на ум приходит только пайка.
-
А, значит проф сварщики тоже этим занимаются. А мне говорят зачем ты банки свариваешь.
-
Попробовал убрать ток первого и второго поджига до 10А. Также загнал баланс максимально в плюс. На частоте 200Гц работает и нет намеков на срыв, это и при 30А вроде так же было но тем не менее. Дуга просто шепчет, звук у нее какой то мягкий. Попробовал опустится по герцам максимально низко на 50Гц, тоже работает только через 10-ок см электрод 2.4мм превращается в тупую болванку но тем не менее продолжает поджигаться и работать, шов шире и это понятно. Но при таком балансе и такой частоте наверное это нормально что электрод такой на других брендах наверное тоже самое, так как там почти один плюс. Так же с такими настройками теперь настройка толщины электрода начала работать более менее соответствовать, а то я ее не крутил, как стояло 0,5мм так хоть 1.6 электрод ставь, хоть 3.2 все равно поджигает без проблем. Жаль не могу записать процесс, не пойму как некоторые на телефон снимают, я пробовал через фильтр (стекло 10DIN)) так телефон резкость не может навести, на стекло наводит. Принудительно навести резкость не кому. Да, и интересно, если у Егора с аппаратом не было проблемы на переменке, какого он полез в дополнительные настройки и убрал ток поджига. Что то тут не чисто, что то не чисто. Наверное надо брать двух крепких парней утюг и к нему, спросить как так вышло.
-
А ведь был порядочным мальчиком, на скрипке Поличку играл. А тут связался с этими, как их, а алкашами сварщиками вот и все, пошел по наклонной.
- 3 331 ответ
-
- 1
-

-
- технологии
- TIG
- (и ещё 1 )
-
Плохо что наши так сказать представители похоже не совсем до конца представители. Шьют аппараты которые как бы для этого не предназначены и еще не могут получить ченж-лог что изменили в новой прошивке. Да может в ней был косметический ремонт, добавили еще язык, где то в тексте опечатку поправили и все, нахера мне обвалятся на эту прошивку. И как ведется одно правят другое ломают, у человека могло все работать а ему обновят прошивку и пошел чел по кругам ада, перезаливать прошивки. У представителя должны быть данные об этом.
-
И так в последствии и работал, не менял обратно на заводские? Сейчас так понимаю аппарата уже нет и не проверим. Может конечно опустив поджиг до 10А оно все и заработает. Попробую.
-
Раздвоение личности чтоли? Сам с у себя спросил и сам ответил? Поменял сопло на 5-ое и электрод на 1.6мм, вроде зачистка стала поменьше но это же может быть и из-за электрода, так как он стал тоньше. Вернул все обратно, так как слишком большой ток для 1.6 электрода, через 10-ток швов электрод надо перетачивать - разрушается.
-
О как, значит другие аппараты как то это обходят. У тебя баланс максимально в минусе, в таком режиме я всю лестницу сварил без проблем. И еще заметил что в дополнительных настройках у тебя стоит по 10А на первичном и вторичном поджиге это ты сам поставил или так было из начально? Я опустился на них до 30А и вроде как уже и лучше не надо, но будет время попробую опустить до 10А, может вообще все заработает как надо.
-
Нет, именитые бренды электроники и не только сварочного оборудования зашивают в чипы ПО которое не удается скопировать, эти чипы пустые стоят рупь ведро. Их цена в ПО. Я думаю здешние электронщики подскажут что не все можно снять программатором из чипа. Сами аппараты именитых брендов их железо в будний день стоит рупь ведро, самое ценно что в них есть это ПО, на которое как раз и тратится львиная доля средств разработчиком. Например плата для сетевого оборудования от Cisco стоит сотню кило, а что в ней такое, печатные платы сейчас делаются на конвейере роботами сотнями, в этой плате нет драгоценных камней, дорожки на плате не из платины, радио детали не из золота, такие же обычные как в любой другой электронике. А стоит она столько из-за того что на ней стоит здоровенный чип в котором зашита ПО IOS и этот чип нельзя заменить хотя они пустые лежат в свободном доступе. То есть получается чем дороже тем надежнее? Интересно, а как посчитать например аппарат в 100 кил он на сколько надежный, или за 50 кил, а 800кил он тогда получается вообще без смертный что ли? Если посчитать что за 800 кил надежный процентов на 90, так как 100 процентов не бывает, то аппарат за 100 кил получается должен уже в течении месяца сломался, а за 50 наверное сразу из коробки. Что то тут не так, что то тут не так.
-
Сначала подсчитывается затраты на изготовление-производство чего либо, а потом изучается рынок за сколько это можно продать. Если можно наварить скажем 10% будут делать, можно на этом же наварить 100% то не будут снижать проценты до 10% а будут продавать с 100% наценкой, дабы не наводнить рынок и был постоянный спрос. Это как бы правило, подобрать максимальную цену за сколько можно продать. Тут сколько раз задают вопросы - а сколько взять за ту или другую работу и постоянно получают ответ - зависит от региона. При чем тут регион, расхода примерно стоит одинаково, посчитай и добавь ставку сварщика на заводе и все, но нет, стараются продать свою работу максимально дорого и не прогадать не то что бы в минус уйти а что бы не продать дешевле чем могли бы заплатить. И это нормально, это капитализм и рынок. Так же у производителей. Не все можно скопировать, если можно было скопировать аппараты ewm fronius то китайцы давно бы их скопировали, им не важно есть патент или нет, они вон мерсы копируют почти не отличишь. Дело в том что наверняка на платах затерты наименование важных чипов и не все можно программатором считать с чипа-пзу (защищают это). Так же наверняка защищен чип с ПО. Вот и все, казалось бы что за деньги для какого то китайского завода купить ewm разобрать его и скопировать под своим названием. Работая в сервисе и обслуживая машины Opel, был у нас дилерский прибор Tech-2, китайцы к нам очень часто наведывались и пытались скопировать его работу. Подключались в разрез в момент диагностики и считывали показания которые летят по шине. Лет пять наверное ездили так и не смогли. Да привозили копию прибора, с виду один в один и менюшки такие же но большая часть функционала не работала. Скажем так он мог делать наверное то что делают обычные сканеры которые якобы диагностируют все марки машин, но сделать что то серьезное зашить новый вин или сделать адаптацию они не могут.
-
Это я так понимаю просто цифры, так как 99% это же почти постоянный ток. Может кто из тут присутствующих электронщиков сними осликом на каком нибудь бренде показания баланса - середину, максимум и минимум по заявлению разработчика. Было бы интересно просто сравнить. А масленный поддон? Вроде как если верить написанному на этом форуме для разбития оксидный пленки нужно крутить баланс, а для того что бы выжечь масло или вскрыть поры нужно ставить самую маленькую частоту в Гц. Оксидная пленка она что на разных марках алюминия разная, в том плане что для нее нужен разный баланс? То есть на чистом алюминии она очень тонкая по этому и баланс можно в минус угнать, а на поддоне она толстая и тут нужно по больше плюса в балансе?
-
На этих выходных обвариваю лестницу, все ступеньки на трех коленьях. Есть где потренироваться и погонять аппарат. И так, АС, 130Гц, баланс поставил 0, работает, но все равно звук дуги какой то не ровный что ли, или резкий (не путать со звуком от большой частоты). Так как работаю с педали то не даю ему работать на малых токах при которых он не может расплавить быстро деталь и скорее всего через какое то время сорвется в "пердеж". Обварил несколько ступенек и начал мучать настройки, взял и начал по немногую добавлять отрицательную полу волны баланса и замечаю что как то звук дуги меняется и становится более ровным. В общем выкрутил на полную этот баланс в -8, поставил 140Гц и начал обваривать. По сравнению с балансом 0, это небо и земля. Так же у меня в настройках стоит первый ток поджига 40А (по умолчанию 120А) и второй столько же, в настройках диаметра электрода стояло 1мм, вроде поджигает но звук какой то резки, он не с пропусками но как то резко зажигает дугу, взял поставил настройку диаметра электрода в 2.2мм и дуга стала зажигаться мягко, даже сказал бы как пьеза зажигалка, тихо, чпок и дуга горит. Попробовал еще частотами поиграться от 120 до 200, разница только в стабильности дуги и звуке но все работает без каких то посторонних звуков и попыток сорваться в "пердеж". Зеленым электродом обварил больше половины лестницы а у него почти не образовался шарик, так что то там блестит на кончике еле заметно. Если это так и подтвердится другими владельцами то у аппарата сильно увеличена положительная полуволна. Да, и где то в начале темы я же делал замеры осликом, там на сколько помню если выкрутить в минус то волны ровны, а в нуле положительная больше отрицательной. И это еще подтверждается тем, что на отрицательном балансе и с частотой 200Гц все равно идет сильная зачистка, ванночка чистая как зеркало, при движении электрода вперед прям отчетливо вижу как алюминий из блестящего становится матовый и шершавый а потом начинает плавится в чистую ванну. Владельцы других брендов подскажите если на ваших аппаратах выкрутить баланс в минус, то есть убрать совсем зачистку будет хорошо свариваться чистый аллюминий?
-
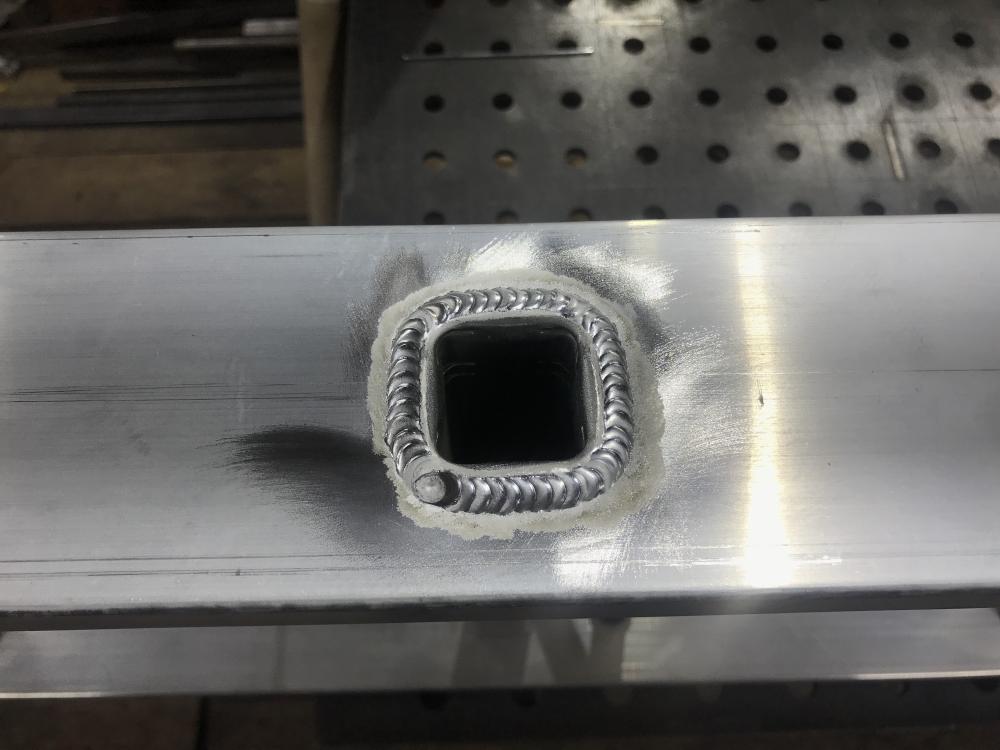
Вроде щеткой на болгарки прошелся. Думаешь не убрал? А где тогда около шовная зачистка от баланса?
-
Странно, почему она такая широкая, я баланс выкрутил на всю в сторону минуса. Или это не всегда можно убавить до минимума, еще зависит от металла? Может сопла, у меня 7 номер, хотя наверно вредил от сопла.
-
Опять у меня лестница, будем гонять аппарат на АС и пытается найти причины не стабильной работы на АС. Но сейчас не об этом, что это вокруг шва зачистка (баланса переменного тока) или что? В зависимости от ответа будет второй вопрос.