sherwood
-
Постов
834 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент sherwood
-
Нет, это не будет интересно и более того не хочу что бы у тебя опустились руки. Делай то что задумал.
-
Александр, Жизнь слишком сложная штука что бы ее воспринимать в серьез. Смотри, у Вас порезали права на модерацию, Вы как то можете на это повлиять?, думаю нет, ну так все, оставьте прошлое в прошлом, есть настоящее, развивайте новый форум и не скулите. Саш, мне так наставник всегда говорил - твои шаги не должны быть большими, но они должны быть в правильном направлении и ты обязательно дойдешь куда нужно. Если еще остался запал - вперед. Оставь это. И это не ново. У нас не мало в стране бардака по этой причине, а проблему кадров не решили до сих пор ни в одной стране. Жалко форум? Да наверное жалко, но подходи трезво к проблеме - выше мое соображение. Мне не зачем в это верить или не верить, я работаю в IT индустрии, и знаю это кухню изнутри. Так сказать выполняем распоряжение главы нашей страны - Инет в каждый дом, устраняем цифровое не равенство. Админ-инженер технического отдела в крупной компании. На столько крупной что главный офис тут (Валера знает мои координаты) а устраняем неравенство и в районе где проживает Валера и если не ошибаюсь населенным пунктом его зять. Наверное скоро в Рязань войдем. Он будет всегда и не обязательно по вашей вине. Думаю будет длинный текст если я начну описывать алгоритм построение модерации форума в котором все равно есть не решенные проблемы и из-за этого будет мусор. Это нормально. Правильно, так их, хомяков этих, чуть чего написал не так сразу бан в бубен, тфу б.. бубен в бан, не опять не то, в учётку, вот.
-
Наверное не внимательно прочитали мой пост. Хобби и бизнес это как у классиков - две разные разницы. Уже и не только я говорил, что энтузиазм его надо чем то подпитывать либо идеями либо материальными благами, без этого это не работает. Если админы тут на голом энтузиазме работают то конечно честь и хвала им, но это не может продолжаться долго, интернет ресурс как и впрочем любое другое дело требует внимания. Если владельцы ресурса не хотят оплачивать эту работу то что тут поделаешь, время оно само все расставит на места, в том плане если закроется этот ресурс а новый не раскрутится ну значит большей части аудитории это не нужно, естественный отбор по Дарвину. Печально конечно, форумы считаю лучшем ресурсом по сравнению с Ютубом. На Ютубе не задашь вопросы (Комменты не в счет), так же на форумах можно поспорить а в споре рождается истина и можно что то доказать и другой читатель может прочитать и понять почему так или иначе, а на Ютубе как бы - жри что дают, там ты либо полностью принимаешь что видишь либо нет. Это обычная работа модератора. Нет ни чего нового и удивительного. Вот без этих данных и не все понятно было. Это еще что, Вы неверное не представляете работу службу поддержки клиентов в IT индустрии, туда как бы слабых не берут, как в ВДВ.
-
Да, сгореть можно на работе, а тут ни кто ни кого не принуждает давать ответ, хотите читайте, хотите отвечайте, не хотите не делайте ни того не другого. Есть долгожители а так же есть и новенькие, долгожители же тоже были когда новенькими. Все течет, все меняется и как бы если есть спрос то и будет предложение, не будет нужды в этом ресурсе он закроется, потому как это противоречит законам бизнеса, зачем поддерживать то что не приносит прибыли, ради хобби, может быть но как и говорили выше от постоянной работы можно сгореть. А хобби оно такое, нет сегодня настроения что то делать я не делаю, хочется мне отдохнуть от гаража недельку я отдыхаю. Могу сказать по своему опыту, что интерес был в СССР, сейчас одна коммерция, а она не имеет ни чего общего с интересом. Очень трудно заниматься интересным делом и еще на что то жить. У меня как бы уже все есть то что нужно для дальнейшей жизни, жилье, авто, дача, также есть где жить моему ребенку и на учебу ему отложено и себе на пенсию отложено. Я могу себе позволить заниматься хобби, то что мне интересно, на что потрачены деньги и которые скорее всего не окупятся. А вот молодые люди у которых еще нет опыта, кем им работать, куда их возьмут на нормальную работу, о каком хобби им думать им себя семью кормить, жить где то надо, не у всех есть изначально это. Это капитализм, это бизнес ни чего личного. От сюда и куча блогеров, которые хотят срубить бабла по легкому, зачем что то там ремонтировать, взял на обзор аппарат, прорекламировал, получил или вообще на ЗП стал представителем. Думаю уже пора смирится с этим. По мне капитализм как и социологизм это утопия, об этом писал К. Маркс, все очень понятно расписано и как бы посмотрев на свою часть жизни которая прожита - все сходится. Мы как бы с Вами уже многого добились и нам так сказать уже много не надо, а вот как тяжело молодым понимаю.
-
А как иначе? Я тоже на своей работе семечки в потолок не плюю. Странно, тут кто то ремонтирует поддоны от авто предварительно его не помыв, зачистив, разделав? Да, после таких действий с подготовкой "поддона" мы получим хороший результат. То что не принадлежит это наверное не проблема, много чего кому не пренадлежит, а вот почему Вы им не можете управлять и почему тогда нет новых модераторов вот тут сОООвсем не понятно. Опять я как в тумане, то что мужики собрались сделать новый ресурс тут как бы нет вопросов было бы желание. Вот почему на данном ресурсе на сколько я понял нет новых модераторов вот тут что то мне совсем не понятно.
-
Владельцы ресурса не собираются новыми обзавестись? Это понятно. Пытаюсь разобраться из-за чего шумиха.
-
Ну, я в теме, это работа модераторов. А в чем вопрос то?
-
Ну, поменяли администратора бывает, а что столько шума то?
-
А зачем забанили?
-
Чета столько текста, так и не понял о чем речь, то бренды виноваты и их уделывают китайцы, то кого то забанили, то реклама, то ютуберы виноваты впаривают новеньким аппараты. Так в чем суть вопроса то?
-
Интересная диаграмма настройки, после базового тока идет спад тока в секундах и это как бы ни чего странного, но после спада сразу идет пост продувка газа. А где ток так сказать заварки кратера (хоть в аппаратах Гроверс как бы и нет функции заварки кратера, на сколько я понимаю в этом) но тем не менее спад тока происходит до какого тока от основного, это же важно и ток заварки кратера по крайней мере у меня не всегда совпадает с током старта, это если там по умолчанию ток заварки совпадает с током старта.
-
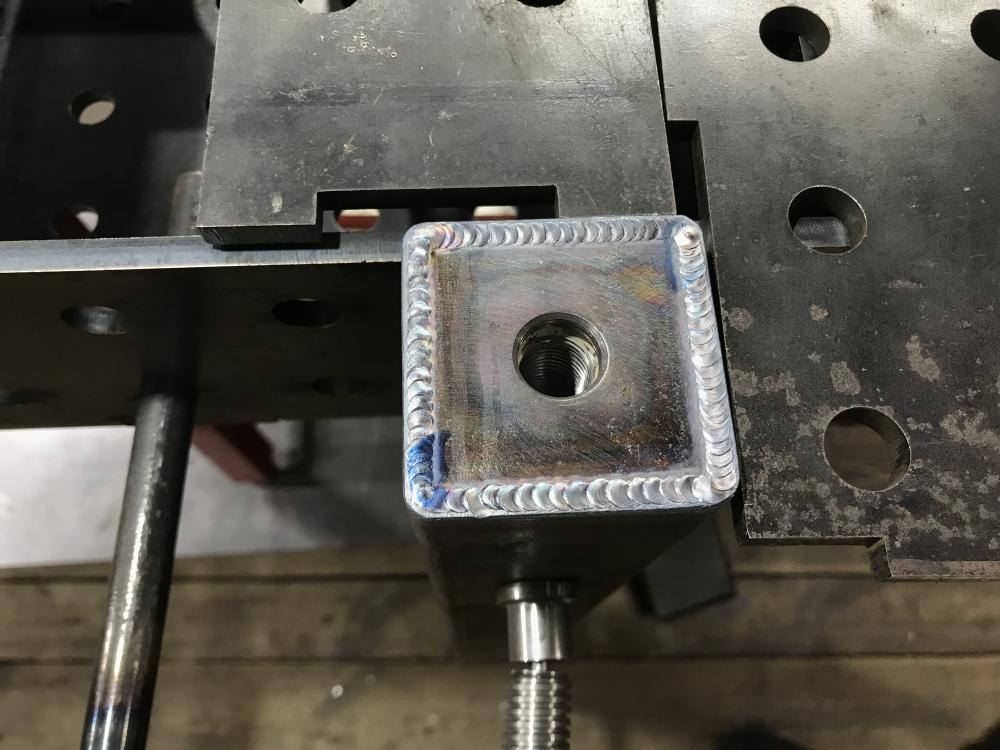
 Поворотный кулак с какого то квадрика, из такого металла? А гоняют они не слабо, владелец переусердствовал тянув гайку и все сильнее засаживая конус и распирая ухо - Сделал канавку в отверстии - Заварил - Потом с наружной стороны пропил до внутреннего шва (забыл снять) и закидал присадкой 4043 2.4мм., и обработал конус и плоскости - Керамика 8, электрод 1,6мм, 100Гц, ток - не знаю.
Поворотный кулак с какого то квадрика, из такого металла? А гоняют они не слабо, владелец переусердствовал тянув гайку и все сильнее засаживая конус и распирая ухо - Сделал канавку в отверстии - Заварил - Потом с наружной стороны пропил до внутреннего шва (забыл снять) и закидал присадкой 4043 2.4мм., и обработал конус и плоскости - Керамика 8, электрод 1,6мм, 100Гц, ток - не знаю.
-
Написано - как правило. А так да, и банки тоже так сваривают, зажигают дугу на присадки и плавят ее и так далее, процесс больше похож на пайку как газовой горелкой, только при пайки металл не плавится только припой, а тут плавится но ввиду очень похоже. И человек написал что не успевает присадку поднести как она у него оплавляется, медленно подает, нужно быстрее что бы успеть присадку макнуть в ванну. Так же видел как нагревают присадку и она каплей падает в ванну как капельный перенос на П/А, но мне так не доводилось сваривать, и потом что Вы со мной спорите я же не сварщик, на данный момент все что мне доводилось сваривать - свариваю именно плавя присадку ванной. Вот наверное какой нибудь ЦАМ попробовать на присадки дугу по разжигать и по сваривать.
-
Она не должна попадать под струю-дугу горелки. Присадка плавится сварочной ванной, как правило.
-
Это программа называется Геометрия начальная школа, число Пи и все такое, деление окружности на равные части. Вот такие вот дела, понимаешь.
-
В общем собрал я стол. Пятаки под ноги - Стягивал от центра к краям - Прихватывал не на швы а на такие прихвати. Предварительно настроил ПА на тестовой пластине, такую прихватка не оторвать от пластин, можно только сломать пополам. Думаю даже пару см шва будет много для такой конструкции - Покраска и сборка -
-
У меня нет большого опыта работы с чертежами на разных предприятиях. Есть только один в ЦАГИ в конце 80-ых. Работал там от 4-ого разряда, слесарь сборщик (максимальный после училища) до 6-ого и повышения на клеймо. Было свое рабочее место, принесет мастер пачку чертежей для изготовления какой нибудь детали, там и сварка, там и токарка с фрезером, там и эрозия и куча другого и хим обработка. Сядешь и начинаешь разбираться куда какой чертеж отнести, что сразу могу сделать, что сначала токарь или фрезеровщик и т.д. Не редкость для начало изготавливал приспособу что бы выполнить тот или иной узел. А иногда изготовление узла занимало больше времени чем сама работа. И вот я к чему, ни когда к нам в низ с верхних этажей (там было конструкторское бюро) не спускались инженеры что бы что то спросить. В чертежах все было, что должно быть. Если например в чертеже стоит паз с прорезью в 0.5мм и класс поверхность 14 то понятно что это надо делать на эрозийном станке больше не на чем это не сделаешь так как в такой паз ни чем не залезешь для шлифовки в такой класс, изготавливаем электрод под данную задачу и идем режем. Как то так. В общем интересная работа, если бы не 90-ый не ушел бы от туда.
-
Не-не, давай те сейчас. Я не именно про эту конструкцию, а вообще. Эту я бы попробовал на ВЧ импульсе пройтись и не такими длинами швами, а короткими и с двух сторон, руками точно не оторвешь, и с другой стороны ни чего бы не вылезло.
-
Я не сварщик, просто интересуюсь, перегретый шов не является браком?
-
А и даже на таком расстоянии, понятно, у меня тележки и шланга метра 3-4, правда не резиновый а в комплекте шел винил или еще из какого материала, жесткий. Чтобы на елочку одеть пришлось немного нагреть.
-
Это когда на предприятии газ подается не из баллона а от магистрали? У меня такого нет. Разве что вокруг стола сделать магистраль.
-
Три редуктора с ратометром от GCE - https://iwelder.ru/catalog/reduktory-gce/reduktor-s-rotametrom-dlya-argona-i-uglekisloty-procontrol.html что то не пойму о каких пшиках речь? Один на тиге другой на ПА, третий на поддув, при нажатии на кнопку горелки или педаль просто начинает идти газ и все. Ровно без каких то пшиков, по крайней мере на слух не слышно, что как то звук меняется. Горелки 4м, может это на 8 и более метровых?
-
А по каким признакам на фото определяется что газ плохой?
-
Алексей, не думаю что тут кто то кого то считает глупым. Просто когда зарабатыапешься на обычные вещи уже перестаешь обращать внимание. У тебя же на сколько помню была проблема у какого то клиента что дуга не зажигалась, а оказалось что у него аппарат глюканул и пред-газ стал очень большой и клиент просто не дожидался до того как загорится дуга. А вот ты говоришь что от газа еще где то были такие проблемы, на нерже получается не видно, а на титан не пробовали? Мне просто понять, как можно выявить плохой газ, который влияет на работу в режиме АС.
-
То есть и проволока 1мм лучше в данном случае чем 0,8мм?