Точмаш 23
-
Постов
5 481 -
Зарегистрирован
-
Посещение
-
Победитель дней
415
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
Чем инверторы ценою в 5-6 тыс. разных названий принципиально отличаются друг от друга?
-
Наверное,не рейтинг аппаратов можно создать,а рейтинг китайских заводов,чьи изделия есть на российском рынке в ценовых сегментах 5-10 и 10-20тыс.Если с одного завода десяток аппаратов в корпусах разной окраски и под разными названиями и одинаковой начинкой,то их легче систематизировать по родам,чем видам.Оценивать их по двум категориям -надежности и ремонтопригодности.Здесь бы знающих людей послушать - какой аппарат на каком заводе сделан и что этот завод собою представляет.Китайцы стали понимать,что на дешевой дряни далеко не уедешь и ставка делается уже на качественные вещи.Серьезное производство не будет размениваться на дешевые поделки.То есть,иными словами,что на Фольксвагене не может быть выпущена машина уровня Запорожца в принципе. Понимаю,что на Ресанту и подобную,максимально удешевленную продукцию всегда будет спрос и что от этого никуда не деться;но тот,кто хочет купить на грош пятаков, должен понимать все риски такой покупки и какие-то советы здесь бессмысленны,так как "переменное качество" останется "переменным качеством" за 5 - 10 тыс.руб.
-
И какой аппарат выбрали?)
-
Несколько иллюстраций в дополнение. Пайка Кастолином 192 не вызывает проблем,а вот аргоновая сварка более трудная.Двухмиллиметровый алюминий и медная миллиметровая трубка.Полуда меди,ток 52а,78 Гц при балансе 45.Частоту повышать не надо - дуга будет блуждать.Электрод 2,4 пруток 1070. На снимке алюминий сварен с титаном - присадочный материал только 1070,1100.Также Кастолином можно выполнить пайку алюминия с чугуном и т.д.

- 165 ответов
-
- 15
-

-
Кастолином 192 плакируй трубку и "приваривай"
-
Ради чего это нужно сделать? Чтобы показать,что можешь выполнить такое соединение или заработать какие-то деньги?
-
Каждый день или через день на форум заходит новый пользователь с вопросом-что лучше Сварог или Ресанта и тому подобное.Подумалось,может быть,стоит создать рейтинг инверторов в ценовой категории 5 - 15 тыс,чтобы как-то сориентировать новичков в выборе? Пусть участники форума дадут свою оценку наиболее популярным названиям китайской продукции,да и российской тоже.Это уже будет какая-то помощь в выборе,в очень трудном выборе для новичка.
-
Какие там технические тараканчики...банальная проба на отбел либо сверлом,либо напильником.
-
Есть проблема и в оплавлении и прожоге,но в принципе решаемая.Дуга зажигается на более толстом металле,тем самым нейтрализуя наброс,а затем переносится на изделие.
-
Положите рядом с теми же сотами радиатора пластинку двухмиллиметрового алюминия,зажгите дугу на ней и перенесите на изделие - проблемы особой нет...итак со всеми остальными тонкими металлами.Не слишком удобно,но все-таки это выход из положения.
-
А какой присадкой будете АМг 2 варить?
- 3 328 ответов
-
- 2
-
-
- технологии
- TIG
- (и ещё 1 )
-
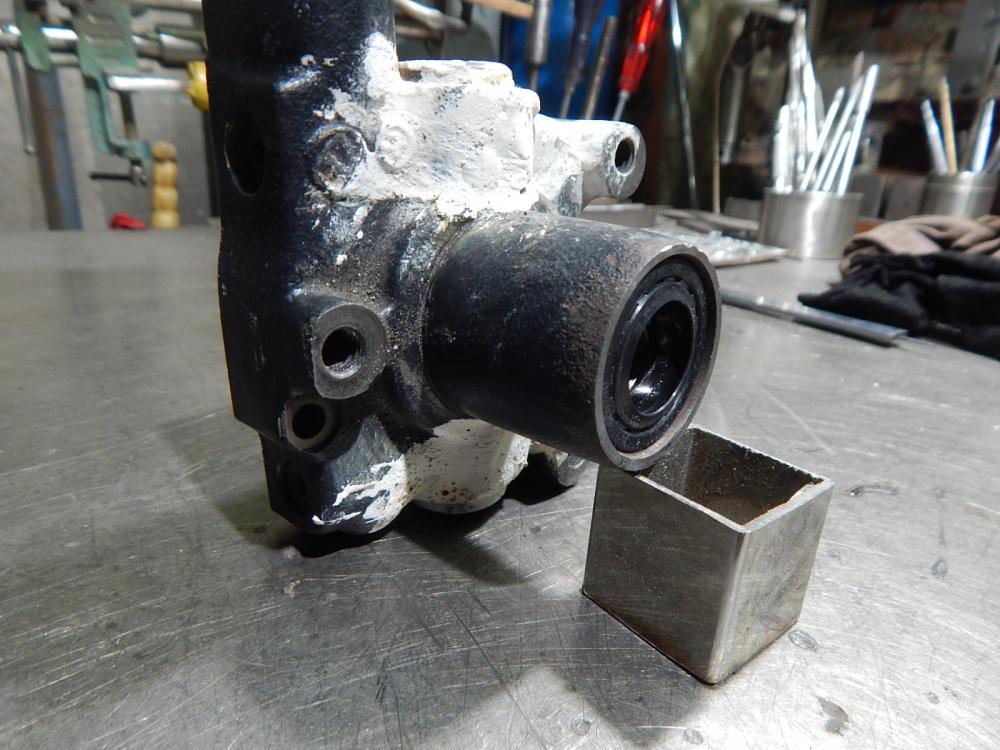
Сейчас отвечу на твой вопрос подробнее.Не опасно ли так делать?Нет,в этом случае маслице никуда не попрет.Вопрос упирается в то,что возможно ли добиться герметичности шва при сварке на холодную,когда чугун корпуса более 30 лет контактирует с маслом под давлением.Почему говорю о сварке на холодную?Дело в том,что в корпусе стоит баббитовый подшипник и надо что-то выбирать;либо сохранить подшипник сваркой на холодную,либо греть и подшипнику придет конец. Сберегая подшипник,пришлось очень долго провозиться с герметичностью;речь идет о пористости порядка 0,01 и меньше.Керосиновая проба в этом случае не подходит - не дает результата.Керосин не показал ничего,но когда поставили на машину,масло стало проступать.Пришлось пробовать герметизировать серебром и кастолином 192,но при пайке кастолиным стал появляться подвижка баббита;все-таки температура уже к приближается к 400 С.В этом случае речь не идет о коммерческой выгоде,а речь идет о том,можно ли заварить на холодную сплошь промасленные чугуны,сохраняя подшипник.Возможно,только надо будет варить и вырезать шов несколько раз.Но,если пренебречь подшипником,то дело обстоит просто:панчем и герметизация аларметом,что и сделал-нет времени долго с ним возиться...,а опрессовку подобных швов надо делать только под давлением.На снимке - опрессовка воздухом,пористость перекрыта.
-
@tehsvar, Алексей,в вашей линейке появились новые аппараты - полуавтомат с пульсом,тиг за 14 000 с НF.Что-то не вижу информации о них,отзывов.Что они собою представляют в работе?Степень их надежности?
-
Пору через часик мнжкт догонишь.
-
Керосиновая проба на горячую не о чем не говорит?Туда вкручиваются алюминиевые пробки.Трещина вырезана до резьбы и проварена;уплотнение прокладками с торца.
-
Гур БМВ трещины в резьбах.Полуавтомат пнчем на холодную.Облицовка тиг.
-
@toxa, Если за 100,то и варить незачем. Привез как-то мужик блок 2109 - шатуном пробило стенку.Думаю,сколько с него взять за работу,если б/у блок стоит 3-4 тыс.руб?Есть такой вид развлечения
-
@selco, Сернокислый никель применяется для никелирования - электролиты никелирования .Гальваника была на заводе?
-
Эта жидкость смахивает на никель сернокислый 7-водный
-
@selco, Подержи в азотной подольше и возьми лучше жесткую зубную щетку - толку больше,чем от тряпочки и кисточки.Есть еще щетки из тонкой нержавеющей проволоки наподобие зубных щеток-они хорошо удаляют налет и не царапают поверхность
-
@selco, Донышки от пивной банки?
-
Если не понадобится координатно - расточной станок для точного восстановления отверстия,(по снимку трудно определить)то цена такой работы в пределах 5-6 тыс.Ничего там сложного нет.
-
 @бронепоезд, Думается,что в вашем случае это будет ближе к тавровому соединению.С другой сторон,если руководствоваться ГОСТ 16037 на трубные соединения,где указаны основные типы соединений,то в вашем случае будет некоторое отступление от основного типа соединения,но в принципе тоже самое,ближе У15
@бронепоезд, Думается,что в вашем случае это будет ближе к тавровому соединению.С другой сторон,если руководствоваться ГОСТ 16037 на трубные соединения,где указаны основные типы соединений,то в вашем случае будет некоторое отступление от основного типа соединения,но в принципе тоже самое,ближе У15 -
@Hlorofos, Есть у нас ВД 306 с прекрасными характеристиками - нержавейку варит превосходно.Прохожу как-то раз мимо,там сварщик с сантехнического участка,а сантехники -эти ребята простые,без затей,не все,конечно,но изрядной частью...Что делал.Смотрю,замкнул электрод и ждет.Стало интересно.Прошло некоторое время,естественно,электрод дымить стал,тот его отодрал,довольный,как тот пацан на видио у Сапера,смотрит на меня. - Ты что ,Пашенька, делашь?..спрашиваю. - Как что - электрод прокаливаю,,мы всегда так делаем. Ну,что ему сказать?