Точмаш 23
-
Постов
5 558 -
Зарегистрирован
-
Посещение
-
Победитель дней
430
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
В наличии есть разные роды "струев" -пескоструи ,полуавтоматические гидропескоструи для подготовки поверхностей алюминиевых деталей к анодированию,дробеметы ...Знаю,как работают эти аппараты и не думаю,что подача воды в сопло что-то кардинально изменит,а вот грязи добавит-это точно
-
 @Kondor416, Мутная такая тема, да? --- Дорогая передача! Во субботу чуть не плача, Вся Канатчикова Дача к телевизору рвалась. Вместо, чтоб поесть, помыться, уколоться и забыться, Вся безумная больница у экрана собралась. Говорил, ломая руки, краснобай и баламут Про бессилие науки перед тайною Бермуд. Все мозги разбил на части, все извилины заплел, И канатчиковы власти колят нам второй укол.<br><br>Источник: <a href='http://mirpesen.com/ru/vladimir-vysockij/pismo-v-redakciju.html'>http://mirpesen.com/ru/vladimir-vysockij/pismo-v-redakciju.html</a> -- Скорее,мутно-тонкая тема ...мутности вначале,а тонкости потом,когда будет определятся,какой будет срок - условный или реальный
@Kondor416, Мутная такая тема, да? --- Дорогая передача! Во субботу чуть не плача, Вся Канатчикова Дача к телевизору рвалась. Вместо, чтоб поесть, помыться, уколоться и забыться, Вся безумная больница у экрана собралась. Говорил, ломая руки, краснобай и баламут Про бессилие науки перед тайною Бермуд. Все мозги разбил на части, все извилины заплел, И канатчиковы власти колят нам второй укол.<br><br>Источник: <a href='http://mirpesen.com/ru/vladimir-vysockij/pismo-v-redakciju.html'>http://mirpesen.com/ru/vladimir-vysockij/pismo-v-redakciju.html</a> -- Скорее,мутно-тонкая тема ...мутности вначале,а тонкости потом,когда будет определятся,какой будет срок - условный или реальный -
Следствием электротравмы будет инфаркт миокарда,а по нашим временам поменять местами причину и следствие несложно ...были бы деньги
-
Допустим,я начальник ремонтного цеха,и мне надо выполнить какие -то сварочные работы в другом цеху,вне зоны моей ответственности,но подответственными мне людми. Оформляется наряд допуск на Сидорова,Пертрова,Иванова и т.д.,назначается ответственным за проведение работ мастер Козлов. Указывается время начала и окончания работ,проведение инструктажа,противопожарные средства,которые должны быть на месте проведения работ..под роспись участников процесса)
-
Наряд -допуск оформляется в том случае,если требуется выполнить опасные виды работ на предприятии одним из структурных подразделений того же предприятия,а работа сторонних организаций на предприятии будет регулироваться актом -допуском со всеми вытекающими отсюда юридическими последствиями для руководителя подрядной организации.По-большому счету,конкретизируется с кого шкуру будет снимать,если произойдет какой -либо несчастный случай
-
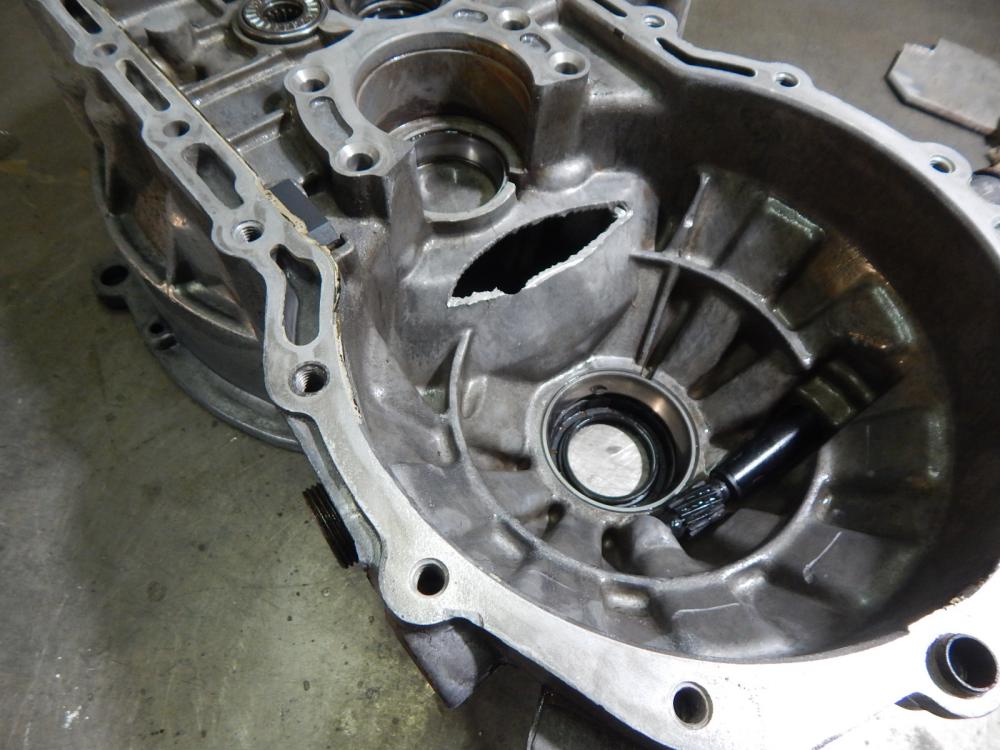
Коробка Фольксвагена .Вряд ли можно найти более удобную и простую работу ,чем эта...таких бы коробок с десяток в день и каждый день) А причиной стал вышедшей пальчик.Подобран новый от приоры-он чуть короче,который пришлось заварить. Объясняешь,что не стоит так делать,но уже устал,что-то объяснять.В принципе можно потом вырезать эту прихватку,если нужна будет замена

-
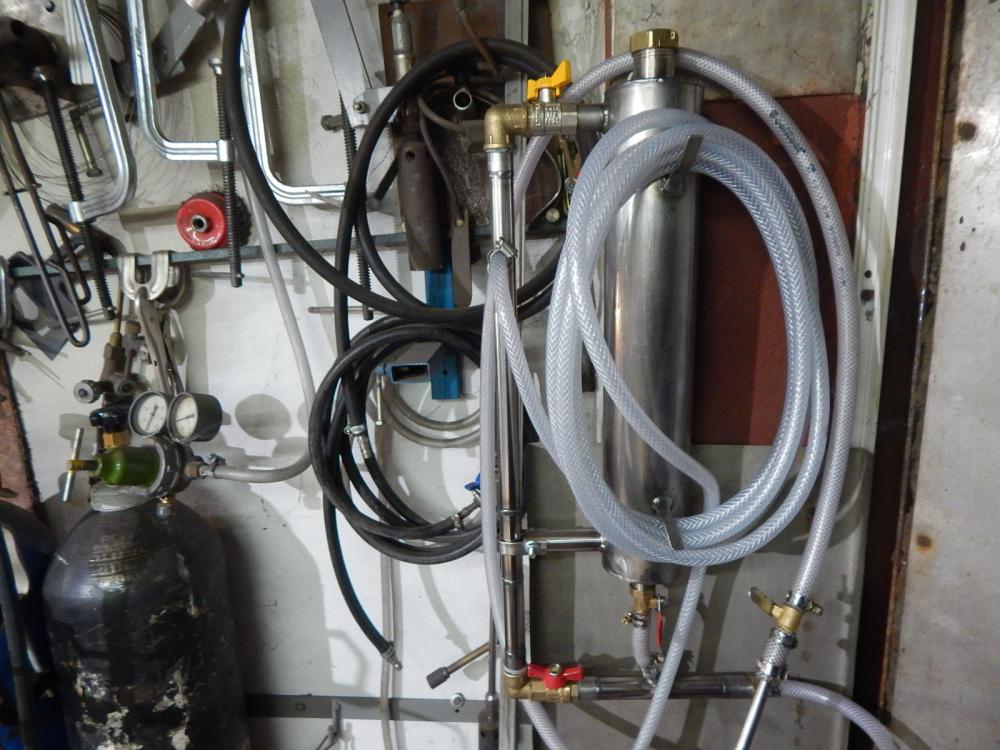
@konstantinXX, Компрессор 24 л. исключительно для опрессовки держу.Эту маленькую пескоструйку тянет.Если у тебя нет такой штуки - сделай.Даже не знаю,как раньше без него жил..не жизнь была,а прозябание сплошное.. ,правда,от этого аппарата песок по всюду ,но польза большая
-
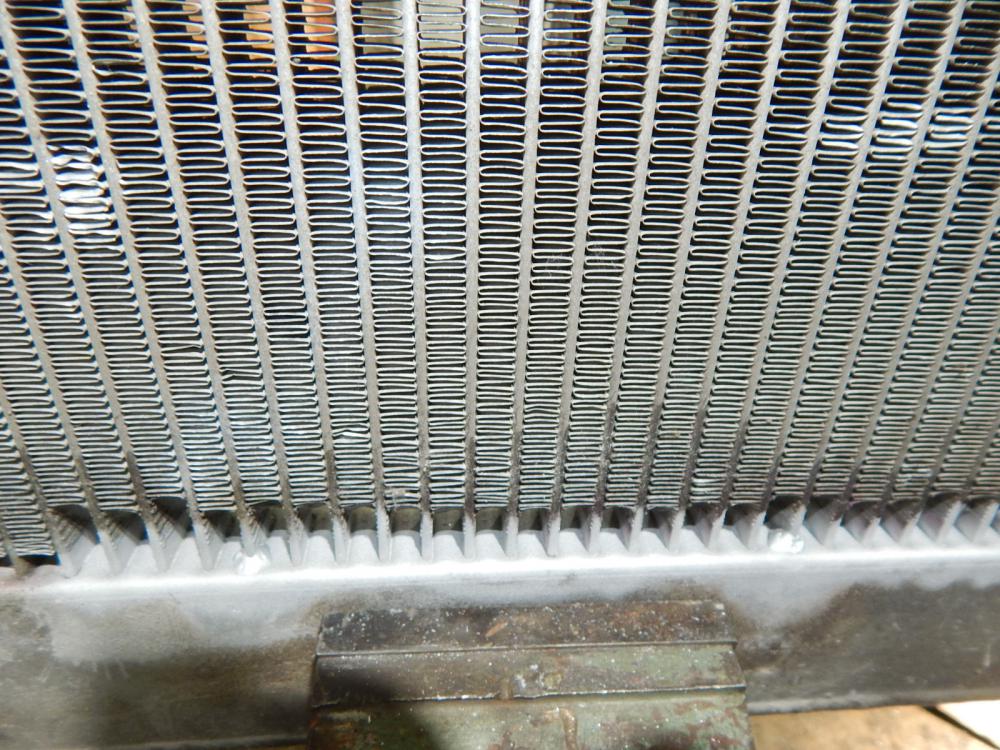
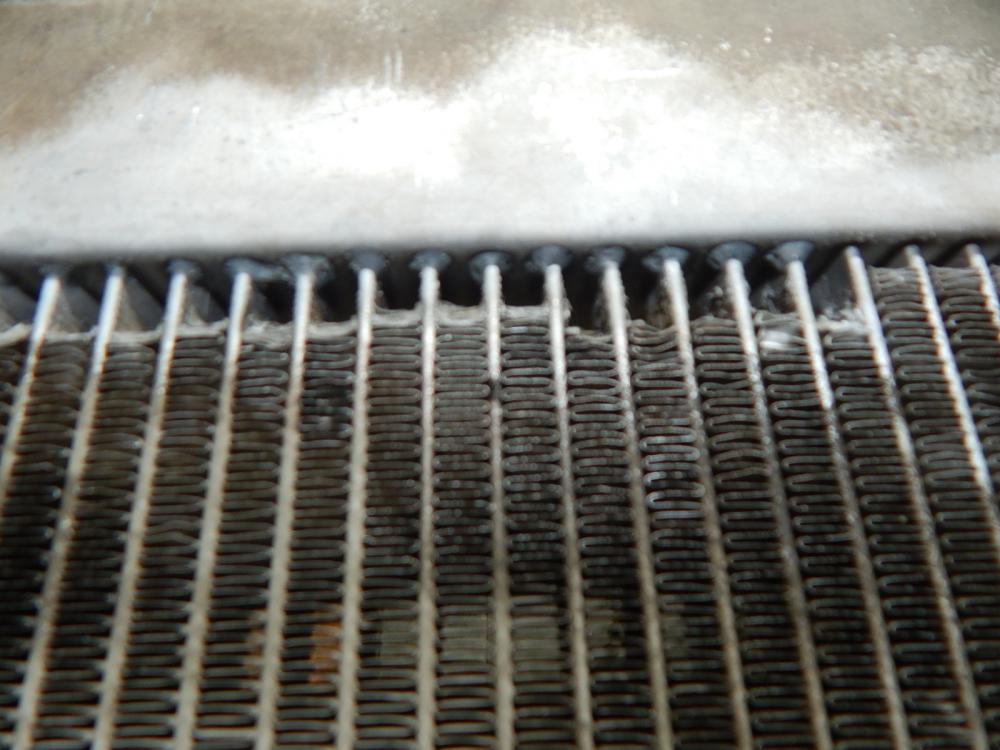
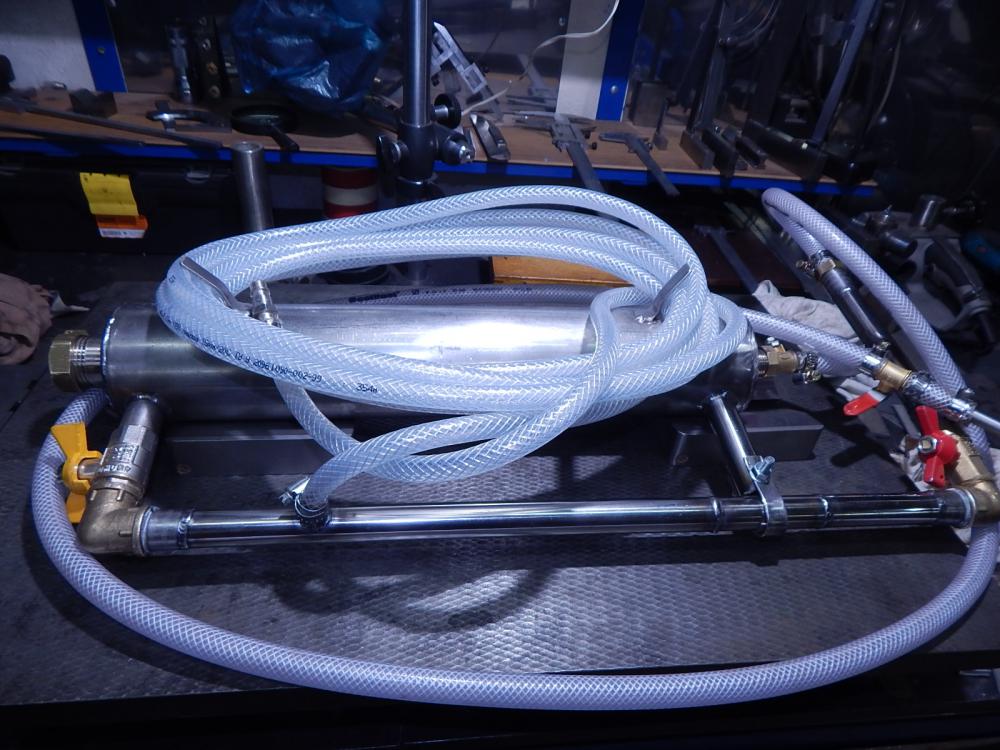
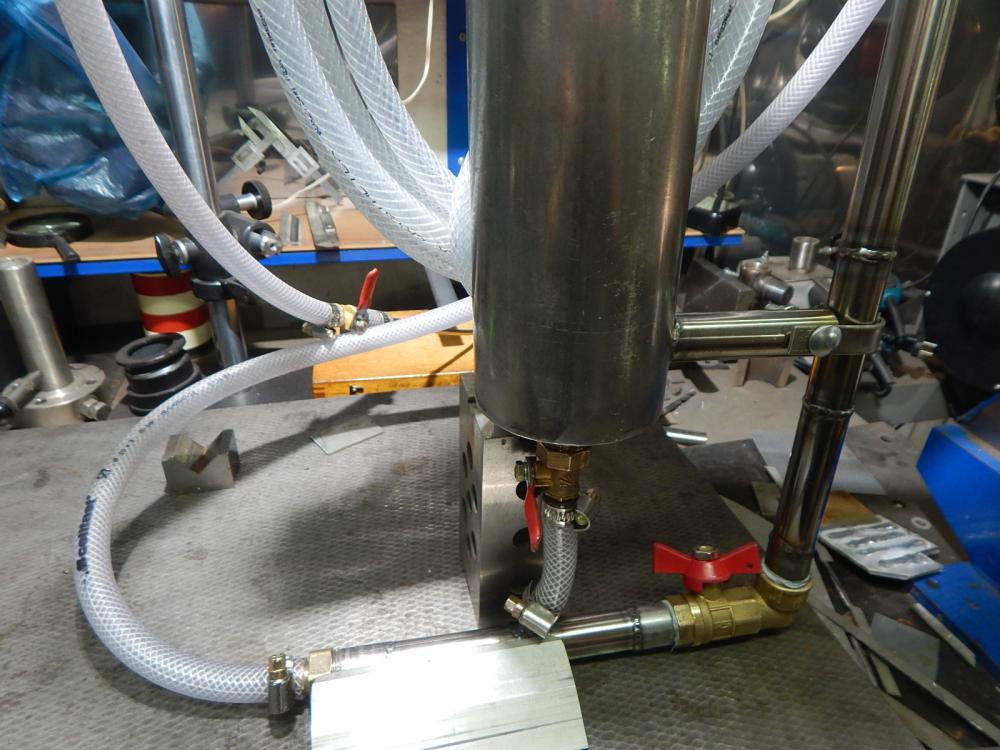
Радиатор Лексус. 84 трубки пришлось паять пропаном , из них 4 трубки оторваны. В общем,речь о пескоструе. Чтобы очистить одну пластину/доску уходит примерно минута.Мытый кварцевый песок покупал в магазине.Мешок 25кг. стоит 100р. Резьбы,трубы были,а краны и шланги обошлись в 800р...повесил на гвоздик,снял с гвоздика..
-
На снимке пропан 1 Алексей уже ответил...цена 1600 1700р. с тремя цельнотянутыми наконечниками
-
@selco, Последний снимок предыдущего поста вводит в заблуждение:на нем видны три параллельные трещины,а оказывается это не трещины,а риски.
-
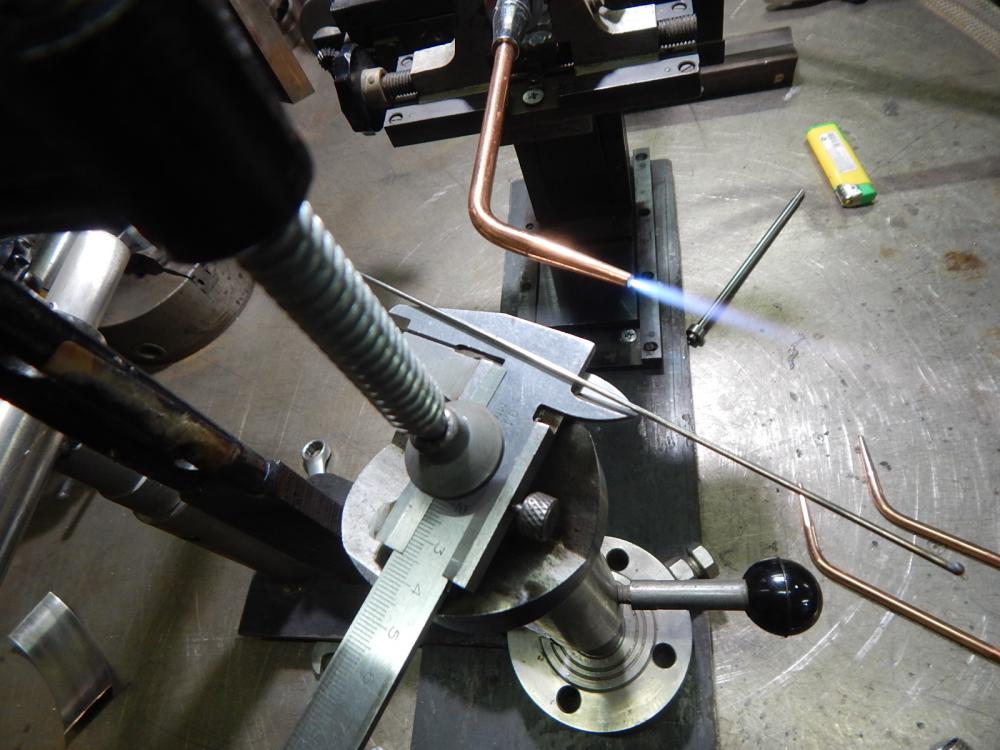
Стоит обратить внимание на такую горелку.Рядом лежит пруток ф 1,6 мм.Наконечники 1,2,3
-
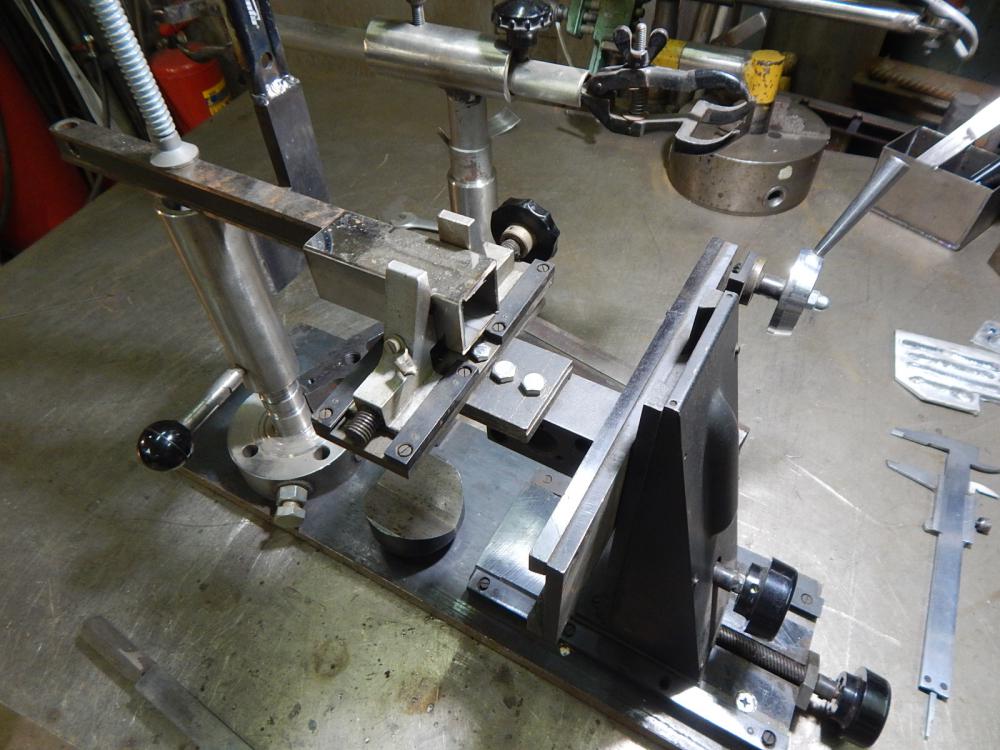
Окончательно доделал приспособление для точного позиционирования свариваемых деталей.
- 2 243 ответа
-
- 28
-

-
Алексей абсолютно правильно заметил:не надо производить такую сварку без подогрева...тебя здесь ждет много сюрпризов.
-
От 200 р
-
Наберите в поисковике -Технология ремонта рам грузовых автомобилей..найдете,что вам нужно.
-
Его как бы нет в названии , но в реалии он есть и ниже поймете почему. ------- -Суслика видишь? -Нет,не вижу. -... и я не вижу,а он есть.
-
На силумине?
-
Купил -сразу в ремонт,купил - через неделю в ремонт..) Купите Форсаж...проблемы к нему ГРПЗ прилагает бесплатно,чтобы не скучно было.
-
С пористостью как дела обстоят?
-
@Loafer, Балансировку сами делаете? ..и балансируете ли их вообще?
-
------ Какую сталь собираетесь использовать в конструкции?
-
Маленький пескоструйный аппарат для подготовки радиаторов к пайке и подобных мелких работ.Получился вполне работоспособный аппарат.
- 2 243 ответа
-
- 24
-
-
Зато с HF)
-
Зайдите на сайт Гроверс к Алексею,там есть Энергия ТIG/ММА 180 HF с высокочастотным поджигом и ценою 14 т.. Посмотрите комплектацию,сравните..
-
Какого производителя макали в грязь? Например..