Точмаш 23
-
Постов
5 558 -
Зарегистрирован
-
Посещение
-
Победитель дней
430
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
Растворитель там.Подставка из алюминия.Это не блажь,это пожарная безопасность-нечего делать на сварочном столе ни стеклянным,ни пластиковым бутылкам с ацетоном и растворителем.
-
Радиатор кондиционера Тойота .Сделан прекрасно, но потек стык в одном месте (при 5 ати показывает течь). Стык надо паять весь.

-
 Приварку ручек к баллонам не видел,а вот как снимаются приборы контроля и автоматики(воровство для сдачи в цветмет и взрослыми людьми,которые его же и обслуживали) с работающего на полную мощность ДКВР 10/13 приходилось...,а рядом работали еще два таких же котла. Это к теме мало отношения имеет,но как довольно редкий случай производственного идиотизма с возможными тяжелейшими последствиями ...
Приварку ручек к баллонам не видел,а вот как снимаются приборы контроля и автоматики(воровство для сдачи в цветмет и взрослыми людьми,которые его же и обслуживали) с работающего на полную мощность ДКВР 10/13 приходилось...,а рядом работали еще два таких же котла. Это к теме мало отношения имеет,но как довольно редкий случай производственного идиотизма с возможными тяжелейшими последствиями ... -
Алексей,я как-то наблюдал такую картину в больнице:подъезжает Газель,выходит сварщик,залезает в кузов и начинает оттуда сбрасывать кислородные баллоны на землю,притом заправленные баллоны без колпаков..стоял рядом - внутри все похолодело от мысли,что может произойти.. Вы серьезно говорите о технологии,подготовке кромок и проваре?
-
Здесь бы я с вами не согласился.Есть достаточное количество сварщиков,которые занимаются узкоспециальными работами,например,в сантехнике,те же газоэлектросварщики,где газосварка основная часть работы или та же сварка металлоконструкций в арматурных цехах ЖБИ и т.п. Они выполняют хорошо свою работу,но плох сделают подобную - сварка деталей машин,это не сварка металлоконструкций.Так вот,приходит начальник к этому сварщику и говорит:НАДО заварить отломанную проушину штока,сделай,больше некому. Тот в ответ:я никогда не варил такие вещи и есть только электроды МР 3 ростовскообластного производства.Делай - это приказ.Всякая ответственность со сварщика снимается ... и делают - деться ему некуда. А если тот откажется от такой сварки,его спросят:ты не можешь или не хочешь? Это с одной стороны,а с другой..если доморощенные умельцы берутся за подобную сварку,тогда ваше определение подходит.
-
Даже без лишних гривен на лапу,а просто тряпочкой прикрыть) Почему опасаются заправлять баллоны пропаном на заправочных станциях.Существует норма наполнения баллонов пропаном-0,425 кг на литр объема - 21кг в пятидесятилитровый баллон,т.е. 41 литр жидкого пропана.Это предельная норма для идеальных условий. А так надо заполнять баллоне не более 35 литрами или 17,85 кг жидкого пропана. Люди,чтобы не слишком часто ездить заправлять баллоны,стараются заправить их под "завязку",что чревато взрывом,т.е. одним надо заправить побольше,а другим продать побольше и .. бабах.Поэтому баллон должен заправляться на весах,либо надо указывать допустимое количество жидкого пропана.Заправляю не более 32 литров.
-
Была серия испытаний на срез предохранительных пальцев лебедок бтр .Требование:образец должен выдержать усилие на срез 28 -30кН ст 20кп. Так вот,образцы ф 7 мм ст 20 разрушались при нагрузках 28 -34кН...разница 600кгс
-
Правильно, Механик. Это не псевдонаучные дебри,а схоластика чистой воды.Думаю,что мало кто из вас видел,как изготавливаются,испытываются образцы на каких машинах и на каких режимах,Простейший маятниковый копр в глаза не видели...
-
завернута была в газетку со стремным названием типа : "советский атомщик" ------ Значит,"советский атомщик"- это стремно?
-
По ваннам оксидирования,анодирования,хромирования,никелирования,цинкования и нейтрализации тяжелых металлов и прочей гальванической гадости я тебе подскажу,а по режимам уж сам - каждой детали свой режим. Валера,когда говорю "грязь",то имеется в виду загрязнение ванны иными химическими веществами,помимо указанного состава.Это не значит,что там горы грязи.
- 3 331 ответ
-
- 2
-

-
- технологии
- TIG
- (и ещё 1 )
-
Обычно для таких целей используют ванны хим. оксидирования с температурой электролита 146 С.Состав:едкий натр,тринатрийфосфат,нитрит натрия. Довольно грязные ванны и туда не грех засунуть всякую алюминиевую хрень,да и не только ее -если надо снять краску,обезжирить,но надо быть очень внимательным - можно ничего оттуда не достать
- 3 331 ответ
-
- 3
-
-
- технологии
- TIG
- (и ещё 1 )
-
Охлаждение обязательно).Температурный режим свят.
-
Анодирование. Завешивается деталь в ванну с раствором сернокислого электролита.На середине ванны устанавливается медная штанга - плюс выпрямителя.По бокам ванны расположены свинцовые катоды - минус выпрямителя.На аноде происходят окислительные процессы ,а на катодах восстановительные.Поскольку деталь имеет анодную поляризацию,то окисление становиться интенсивным и происходит быстрое увеличение толщины окисной пленки.Потом может следовать обработка хромпиком в качестве наполнителя для закрытия пор гидратированного осадка.Если нужен ровный матовый цвет в декоративных целях,то обходятся без наполнителя. Когда на алюминиевую деталь наносится слой алюминия высокой чистоты,то окисная пленка,образующаяся на плакированном слое,будет очень прочной.Чем чище алюминий,тем прочнее пленка.Если в составе алюминиевого сплава присутствует та же медь,то окисная плена становится неоднородной и значительно понижаются ее защитные свойства. Анодирование будет влиять на процесс сварки,а плакирование нет.
- 3 331 ответ
-
- 6
-
-
- технологии
- TIG
- (и ещё 1 )
-
Продуть воздухом,протереть да стружку собрать после каждой детали не трудно.У меня лежат на столах титановые листы,так что мне проще .Грязь и беспорядок мешает работать...да и зоны работ надо разделять,а что-то вообще делать на улице,например - разделку чугуна,резку и шлифовку.Порядок -это дело привычки
-
Присоединюсь к группе товарищей).С днем рождения
-
Дошли руки сделать подвижный верхний ящичек в ящике стола. Старая и проверенная временем компоновка,очень удобно.
- 2 243 ответа
-
- 24
-
-
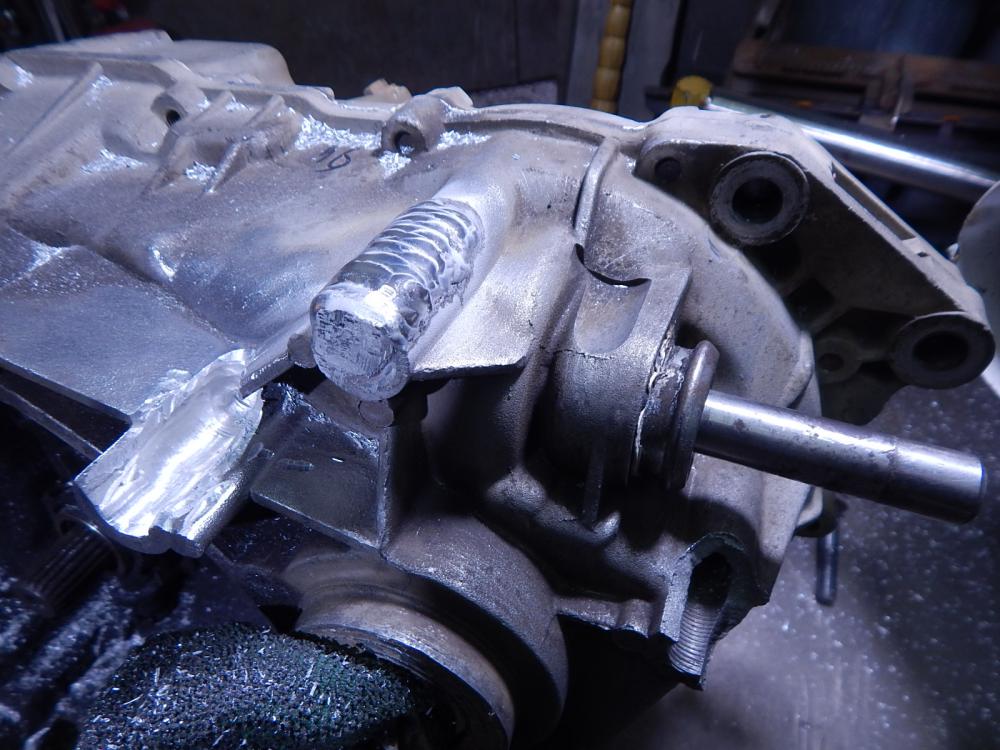
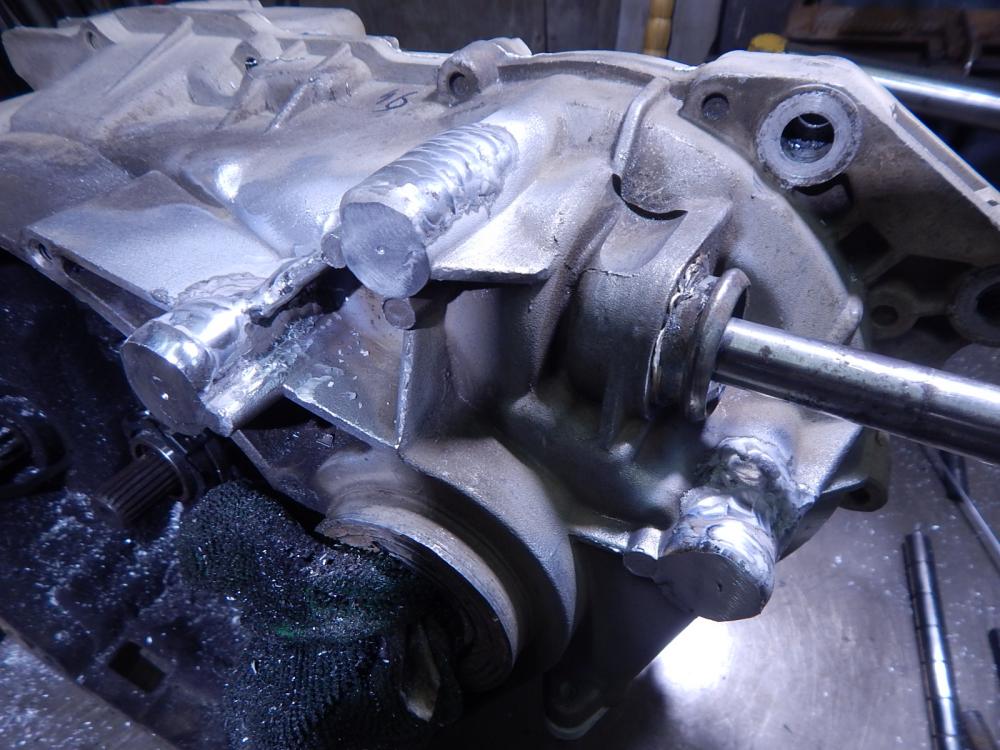
Не помню уже точное число коробок Калины,которые пришлось ремонтировать,но все они имеют одно повреждение:либо вырывает все болты крепления,либо разрывает эти болты пополам.Это проблема прокатчиков машин.Они не знают причину,да и я тоже - почему это происходит,но поломка одна и та же из коробки в коробку.
-
К примеру,картер китайского скутера.Сложная по форме отливка.Алюминиевый сплав с довольно большим содержанием цинка.Ремонтопригодность практически нулевая.По прочности будет незначительно уступать тому же АЛ4,но дешевле и технологичнее.Что мешает этот сплав,который очень плохо поддается сварке,использовать в таких изделиях? Да ничего не мешает. Свариваются такие сплавы трудно и цена их ремонта будет превышать цену новой детали.Неплохо паяются кастолином.
- 3 331 ответ
-
- 5
-
-
- технологии
- TIG
- (и ещё 1 )
-
Это не удешевление.В мире скопилось огромное количество вторичного алюминия ,который идет на переработку.Меняется технология литья,которая позволяет из разносортного алюминия производить детали машин с нужными свойствами..В связи с этим ремонтопригдность деталей будет только ухудшаться..чем дальше,тем будет сложнее что-то восстановить Неизменным остается требование к сплавам для колесных дисков-только первичный алюминий .
- 3 331 ответ
-
- 6
-
-
- технологии
- TIG
- (и ещё 1 )
-
Я не про акцент,а про сплав..чукотские ученые скрестили две редких палочки,получился редкий крестик.
-
@krech, Что там за крышка такая уникальная-в Волгограде не получилась,а у тебя получилась?
-
@Kondor416, За столько за сколько их будут покупать.Детали не хлеб.
-
Анакрол 90 пробуете?