Точмаш 23
-
Постов
5 558 -
Зарегистрирован
-
Посещение
-
Победитель дней
430
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
А двухмиллиметровый когда появится ?
-
@Yuriy82, Параметры на аппарате: предгаз 0.5, стартовый ток 15, основной ток 30, частота 50, баланс 30%, время спада 2 сек, продувка 4 сек. Шов вел по пластине АМГ 8 мм, шов получается сероватый, пористый. ----- 8мм пластину на токе 30а пробуете варить?Правильно понял?
-
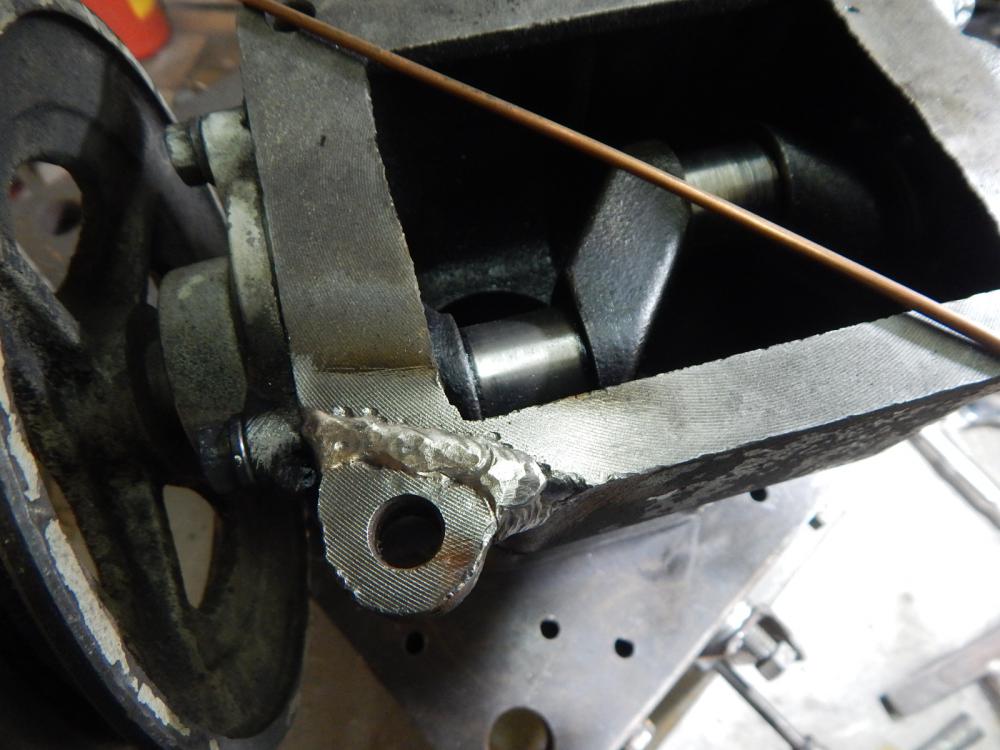
 @Глобул, Мне приходилось менять кронштейны двигателя на Камазе. Делались заклепки и оправки под них,правда,делалось это в условиях завода.В вашем случае,взял бы арматуру нужного диаметра,выточил заклепки и заклепал бы на горячую,думаю,заклепочник не достанете.Для установки заклепок нужны будут оправки из термообработанной стали.Почему из арматуры? Это то ,что легче найти,например:класс А 2, Ас2,А 3 - ст5сп,18г2с,10гт,35гс,25г2с,Что говорит ГОСТ.Заклепки изготавливаются из ст.2 , 10кп, ст. 3 , 15кп,09г2. Сталь для рам - поперечены в отечественном автопроме -ст20 ,08-14г2,ст.25. Мазы 14-19хгс. Лонжероны ст.15 - 20гют.
@Глобул, Мне приходилось менять кронштейны двигателя на Камазе. Делались заклепки и оправки под них,правда,делалось это в условиях завода.В вашем случае,взял бы арматуру нужного диаметра,выточил заклепки и заклепал бы на горячую,думаю,заклепочник не достанете.Для установки заклепок нужны будут оправки из термообработанной стали.Почему из арматуры? Это то ,что легче найти,например:класс А 2, Ас2,А 3 - ст5сп,18г2с,10гт,35гс,25г2с,Что говорит ГОСТ.Заклепки изготавливаются из ст.2 , 10кп, ст. 3 , 15кп,09г2. Сталь для рам - поперечены в отечественном автопроме -ст20 ,08-14г2,ст.25. Мазы 14-19хгс. Лонжероны ст.15 - 20гют. -
Сталь для гидравлических трубок высокого давления по нормам DIN 2391.Марка стали E235N - аналог Ст.3;марка стали E355N -аналог Ст.6;марка стали C34E и С45Е - Ст.30 -45 Эти трубы производятся с диаметрами от 4 до 120 мм и толщиной стенок до 12,5 мм. Трубы производятся без термической обработки или с термической обработкой: нормализацией или отжигом.
- 31 ответ
-
- 7
-

-
Диск старый и появилась выработка на шлицах..наплавка и под пресс.
-
В основном сбои,как ты говоришь поперхнется,происходят из-за проволоки,ее дефектов .
-
Валера,мне часто приходится варить полуавтоматом листовую сталь .Требование - герметичность,т.е. керосиновая проба обязательна.Ты уж извини меня,но подобные тесты немногого стоят.
-
Знакомые на свое небольшое предприятие купили полуавтомат Форсаж 302.Через две недели сломался.Отправили на завод,сделали;работает хорошо.Купили Форсаж 315 АС/ДС. Через наделю сломался.Отправили на завод,а там, уж сколько дней, все не могут забрать из транспортной.Завод,что, специально задался целью испоганить собственную репутацию?...или там легких путей не ищут?
-
Есть гидратированный оксид алюминия,полученный анодированием , есть природный оксид алюминия с кристаллической структурой -корунд и есть искусственно синтезированный корунд - электрокорунд.О чем идет речь?
-
Надо учится.Что-то будет получаться,что-то нет,но,главное,терпение,упорство и желание научиться.Смотрю,многие забыли,как сами начинали...
-
Чуть позже скажу.
-
С чего бы она была зело твердая? Она зело "толстая"
-
Тормозной диск Вольво .Наплавка .Чугун сложный и лучший результат у Бр.ХЦрК.

-
Свойствами..говорил уже об этом.
-
Бр.ХЦрК
-
Так об этом и речь
-
Болгаркой распустить на полоски - для наплавки пойдет,это не сварка.
-
Полотна советских пил с гарантированным составом быстрорежущей стали,а не сверла,в которых часто заменяют HSS на 9ХС
-
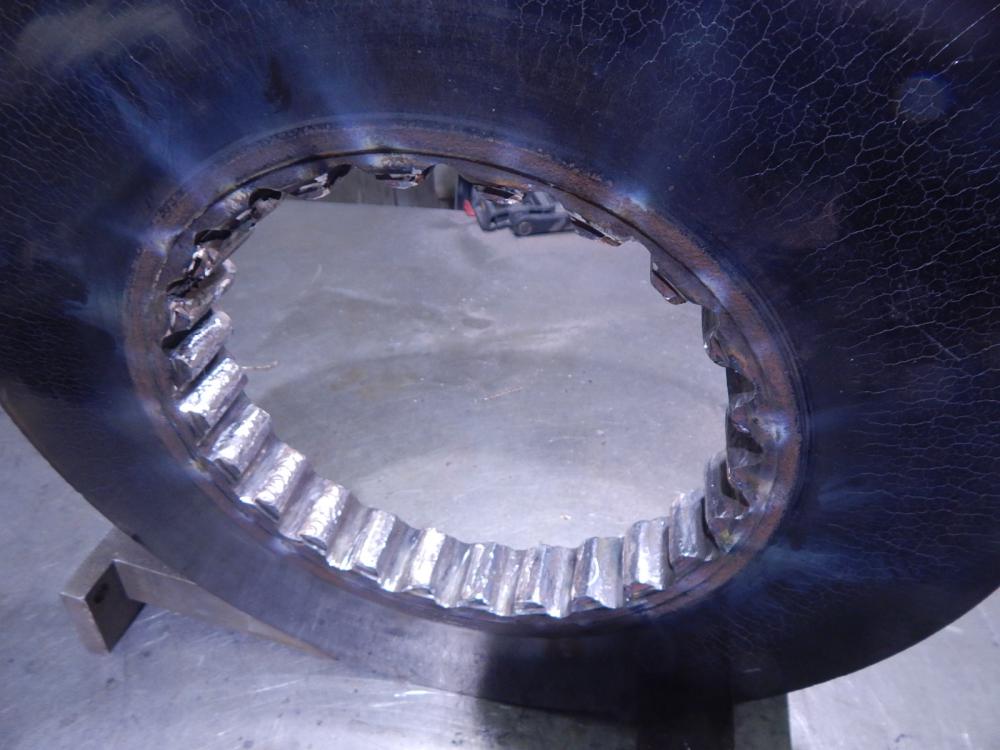
Закалка с низким отпуском..забыл добавить.Как оно будет работать - посмотрим.Еще раз повторю:не было другого выбора. Я имею понятие,что такое нарезка,шлифовка,прикатка/притирка зубьев конических зубчатых колес и понимаю сложность этой проблемы,посмотрим,может быть что -нибудь и выйдет . Эти люди обращались даже на вертолетный завод с вопросом - можете изготовить?Можем..комплект по индивидуальному заказу с соответствующей ценой.Сдается,что надо покупать тракторы "Беларус",а не японские...дешевле будет)
-
Шестерня редуктора японского трактора 96 г. выпуска. Во Владивостоке пытались заказать,но.. ,Местные наотрез отказались делать новую деталь ..последний шанс - попытаться наварить.Деталь интересна:закалка объемная с низким отпуском,что странно для шестерен.Твердость где-то 53-56 по Роквеллу. Вариться тяжело.Буфер никелевый,перекрытие 316.Хорошее уплотнение проковкой и наварка Р6М5. Подгонял часов пять,но,в общем-то,получилось,главное,чтобы приработка прошла нормально.
- 949 ответов
-
- 23
-
-
Для удаления заусенцев )
-
Сделайте нормальный снимок.Какие габариты детали,ее вес,толщина стенки.Какие нагрузки испытывает и условия ее работы?Раскройте часть шва,определите глубину отбела и его границы,также всю сеть трещин,а потом будем вести предметный разговор.
-
Беда-то в чем?Это ваше счастье,что варили без разделки ...плохо видно,но,думаю,что так и было.
-
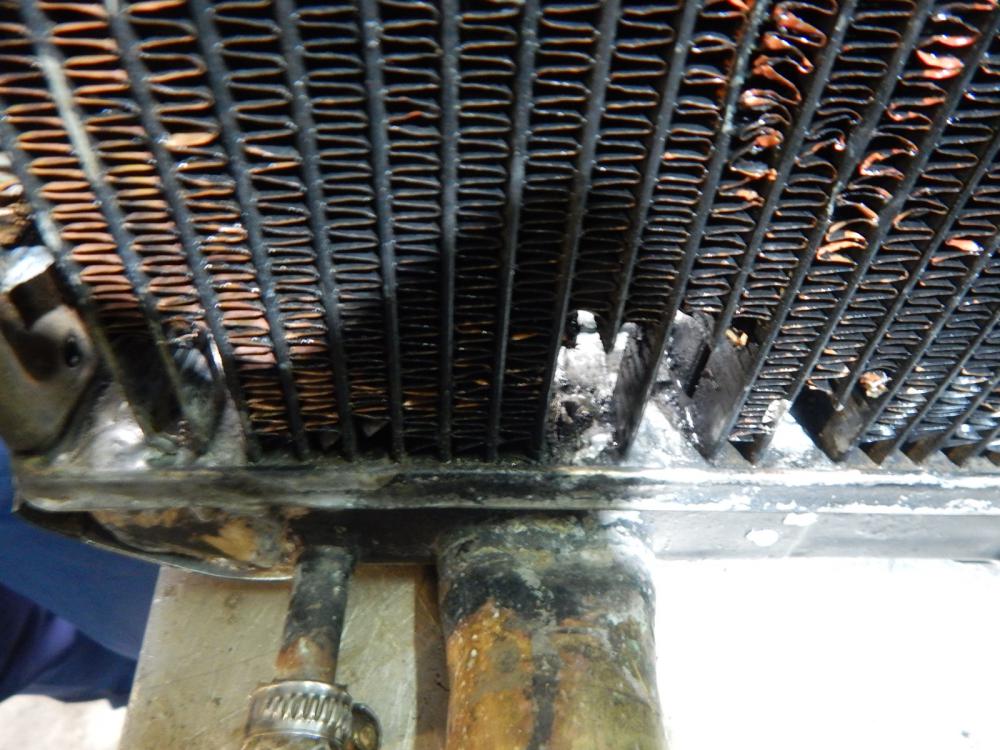
Пришлось делать радиатор (знакомым) Бычка выпуска 2003 г. 8 трубок с одного края и 6 с другого.Без пескоструя,действительно,дурная работа:сама пайка горелкой минуты,а подготовка часы.Если целенаправленно заниматься радиаторами,то без пескоструйного аппарата за ремонт браться не стоит. Шесть трубок пришлось заглушить;радиатор двухрядный,трубки латунные тонкостенные,трещины локализуются в середине сот с внутренней стороны ряда -никак не подобраться к ним. При опрессовке давление лучше не поднимать выше 0,8-1ати.
-
Вот это делать не надо:металл шва даст усадку,возникнут напряжения в спице,что в свою очередь незначительно изменит геометрию обода,а на высоких скоростях возникающие знакопеременные нагрузки очень быстро разрушат место сварки ... этот неизбежно