Точмаш 23
-
Постов
5 558 -
Зарегистрирован
-
Посещение
-
Победитель дней
430
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
 Пытливый ум.Было такое опасение,..нет,деформаций нет..и,кстати,я здесь не зря упомянул Бр.ХЦрК
Пытливый ум.Было такое опасение,..нет,деформаций нет..и,кстати,я здесь не зря упомянул Бр.ХЦрК -
Причем здесь экзамены?Что вы пытаетесь превратить живой разговор в к какую-то обиду.Это опыт,всего лишь опыт и не более того и ,может быть,он будет полезен для других.
-
0000 такого быть не может в принципе.Ладно,Валера,это уже на сварочная тема.Кстати,я тебя не зря спросил:работал ли ты на производстве сварщиком...в предыдущей теме.Так вот,этот цилиндр пришлось варить выпрямителем ВД 306,через 302 баластник с соответствуюшим зажиганием дуги,а так же ее гашением,да на полированной поверхности ..забудь,что было в советское время-сейчас другая реальность Некоторые еще остались Этот поршень установлен и работает..
-
Нет,не пустотелый.
-
Речь идет о микронах - это гидравлика
-
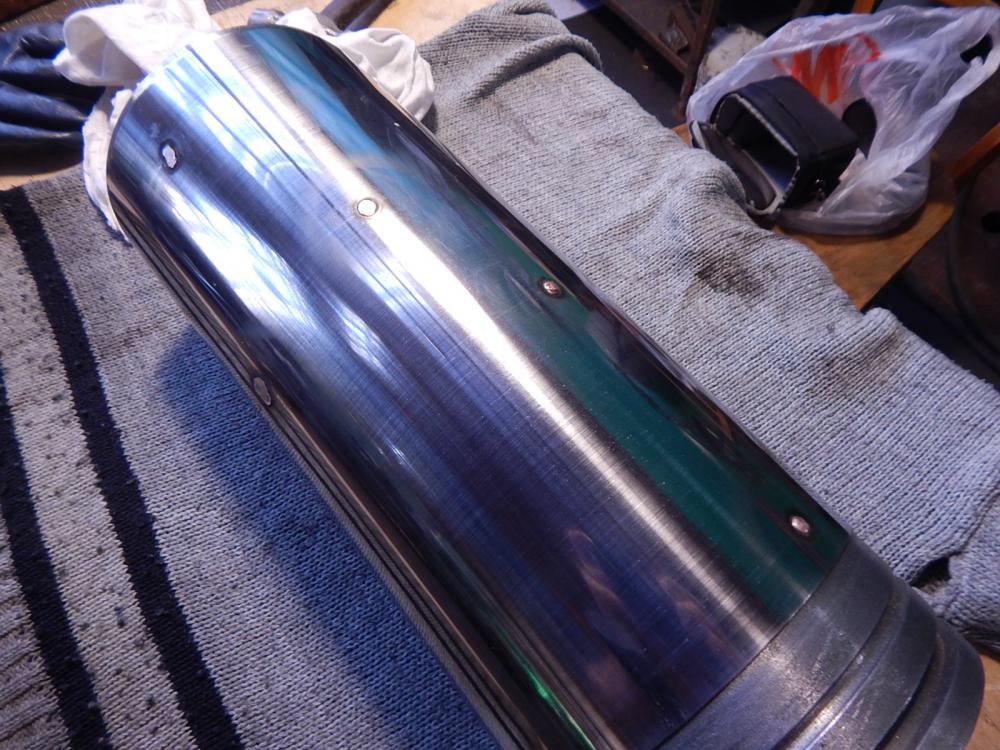
Кстати,Механик,это поршень 160/430,гидравлика,чугун.У ОТК возникли разумные сомнения:после чистовой шлифовки появились раковины и возможно,что могло произойти дальнейшее выкрашивание и ,следовательно,могли образоваться задиры - усилие 50 тонн.Наплавка бронзой ХЦрК .Будет он работать? Размер номинальный,кл.12,шлифовке не подлежит,только полировка. Знаете,что-то меня начинают терзать смутные догадки,что автомобильный блок не является вершиной машиностроения,хотя,что- в нем есть)

-
Это не похоже,а это он и есть
-
Что значит - восстановить хон на цилиндрах? От какого хона?
-
На снимке что?
-
Механик,давайте все-таки что-то разнесем по местам,а что-то оставим:если сия операция предусмотрена техдокументацией и т.д. и т.п. - это одно,а усложнять себе жизнь на пустом месте -это другое. Вы сталкивались с хонингованием на практике как таковым?
-
Это когда места под вкладыши хонинговали? Насколько это экономически обоснованно,и зачем это в принципе нужно?
-
Разумное решение...т.к иного нет ) Зачем здесь нужен хон?
-
Абсолютно верно..все хорошо варится полуавтоматом и нет здесь никаких проблем
-
Валера,я сейчас занимаюсь полуавтоматической сваркой деталей машин на производстве(одна из работ).Приходится сваривать и ст 3,к примеру,баки маслостанций ,где герметичность шва обязательное требование) и ст 45 и ст 40х и та же наплавка на ст 14х2н4а и т.д...тонколистовую сталь о 1мм и выше проволокой 1,2мм в среде углекислого газа,т.е.один на машиностроительную контору,все твое: ошибки токарей,фрезеровщиков,расточников,строгальщиков - просаженные размеры и случайные врезки инструментом...Ты никогда не работал сварщиком на производстве,реальном производстве? Я не случайно об этом тебя спрашиваю.
-
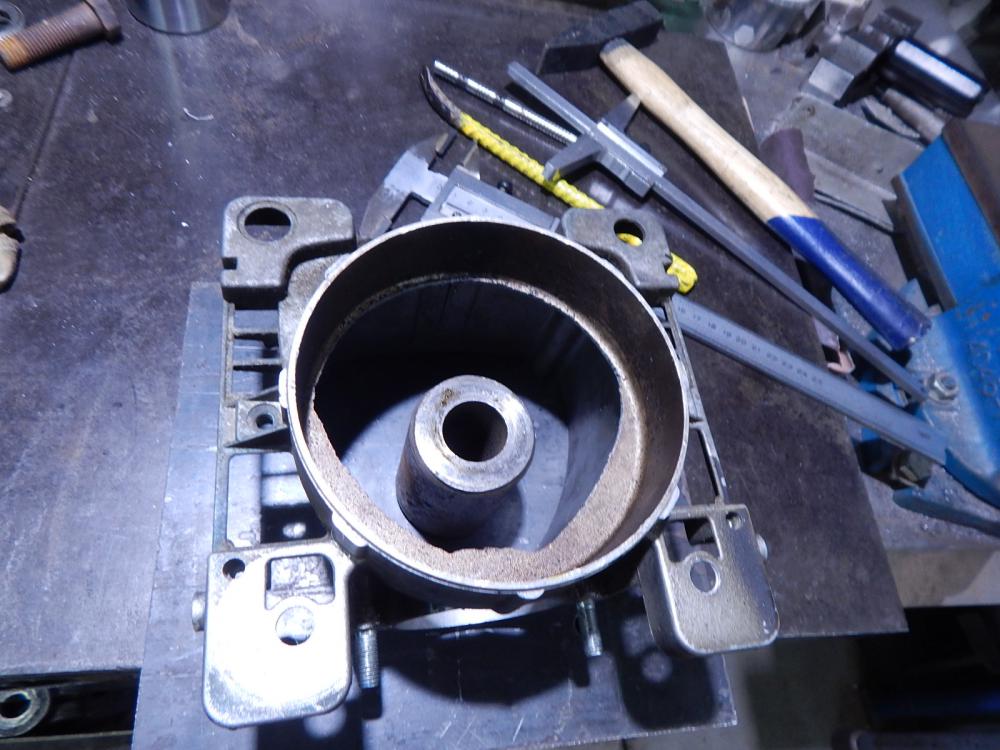
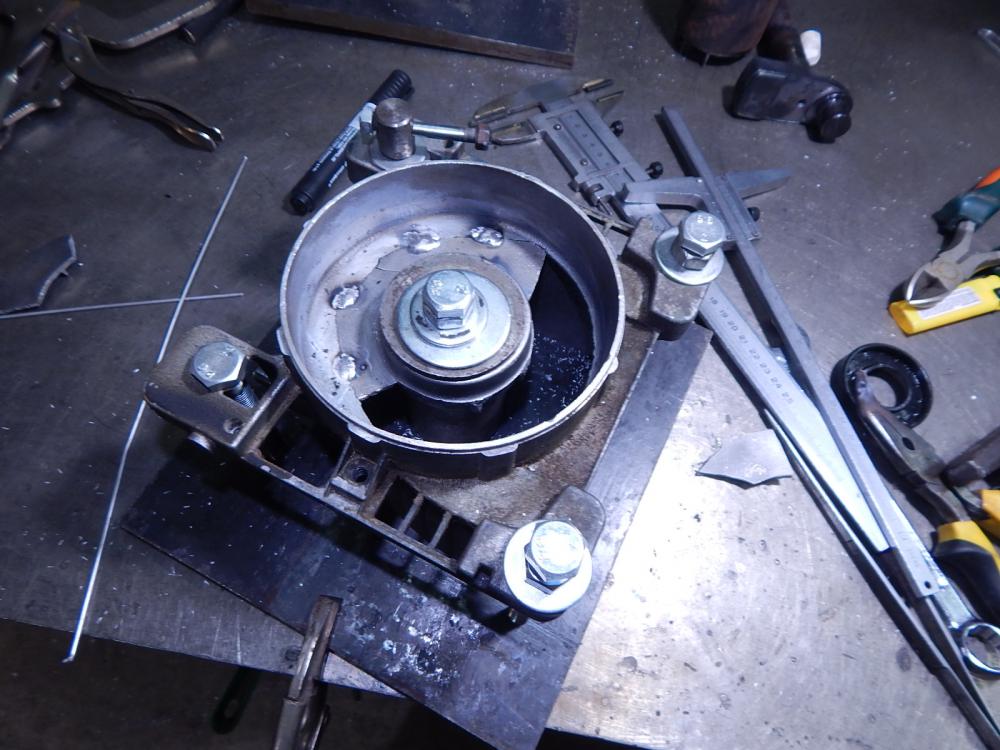
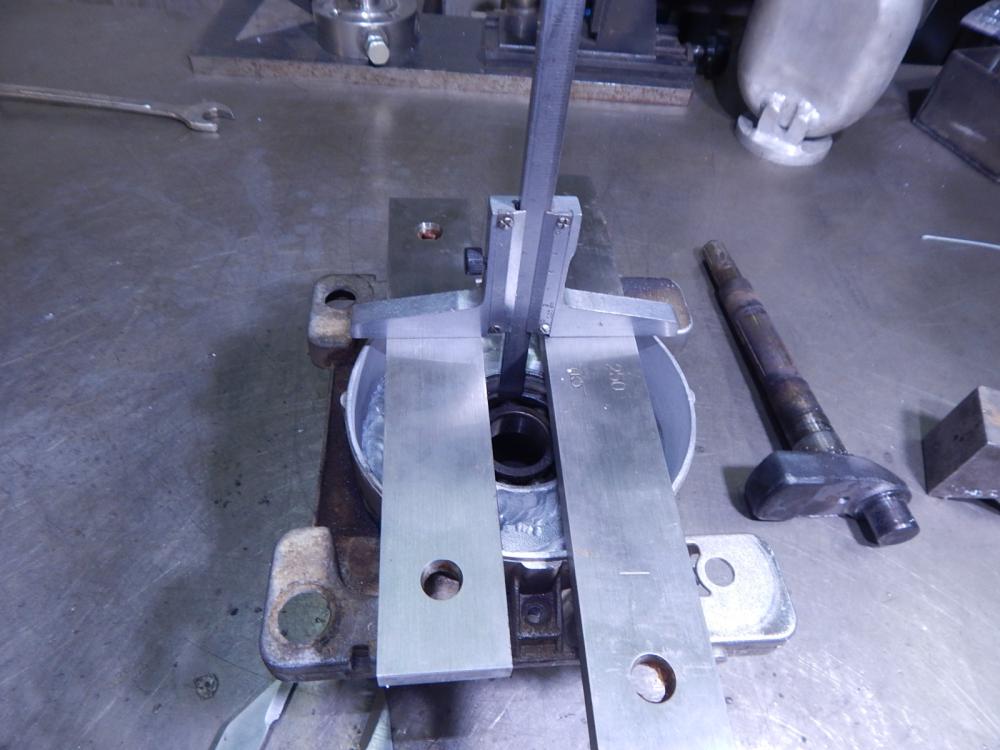
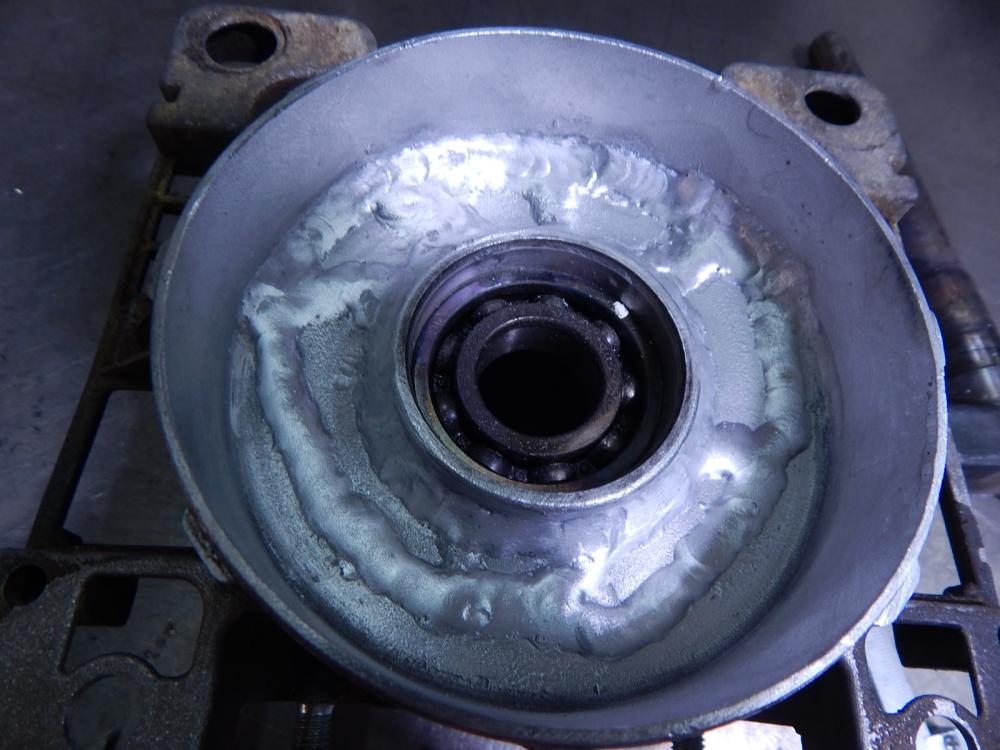
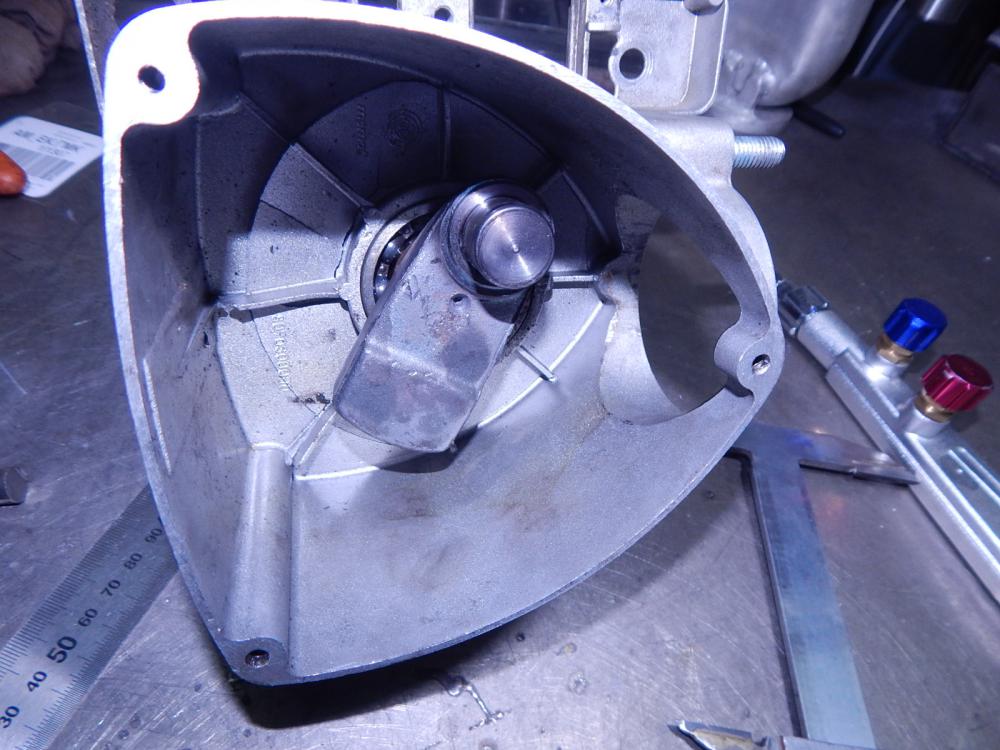
Еще немного по "компрессорной " теме.Каким образом можно восстановить подобные повреждения?Вопрос о том,стоит ли восстанавливать подобные вещи оставим открытым.С одной стороны - это абсолютная сварочная авантюра,а с другой - можно добиться приемлемого результата,но с большими трудозатратами;кондукторы,,минимизация деформаций ..По этому корпусу - овальность порядка 0,6 0,7мм, непараллельность 0,1мм.
- 949 ответов
-
- 13
-

-
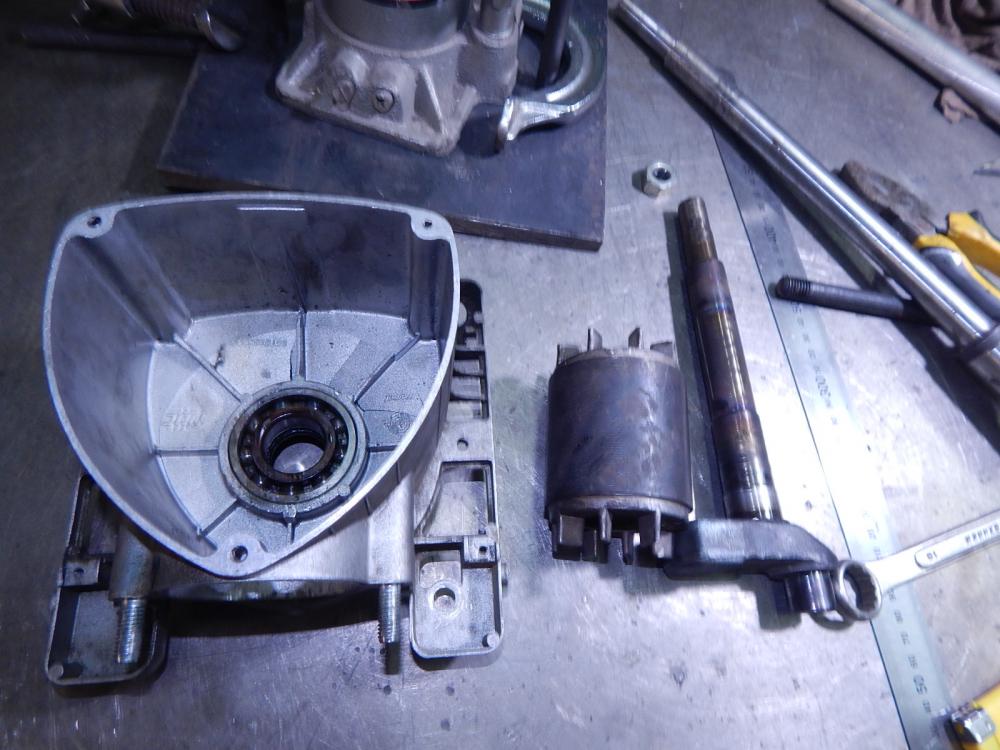
К спецтехнике это мало имеет отношения,но воткнуть это в какой-то тематический раздел не представляется возможным. Воздушный компрессор.Надо было заменить подшипник и сальник.Как разобрать?Доразбирались,что гнездо подшипника вырвали из корпуса,а разбирается деталь действительно непросто:надо снять ротор,а потом уже добираться до подшипника .Без гидравлического съемника не обойтись.Усилие 3-4 тонны.
-
Всяка тварь хочет дожить свой век,поэтому и кусается
-
Я сталкивался с нашествием блох на производственных площадках- это очень неприятно...укусы,жжение,по крайней мере,раздражает это сильно.Обычно такое нашествие происходит в середине лета - августе.Нужны подходящие условия для размножения насекомых-температура и влажность.Не будет этих условий,не будет и блох.Спасает дихлофос,когда им обработана обувь и штанины до колена.Попробуйте - это помогает,а керосиновая вонь ни к чему.Домой принести их не бойтесь - они там не живут..условия для размножения не те. В конце августа - начале сентября блохи исчезнут
-
Дихлофос или Приму.Нашли, чем блох пугать - уксусом...еще бензином полейте и подожгите..
-
Добавлю к сказанному тобой :растворимость алюминия в магнии изменяется в зависимости от температуры,и,если пытаться применить при сварке магния алюминий,то весь не растворившийся в магнии алюминий выделится по границам зерен в виде интерметаллидной фазы AlMg - очень хрупкой составляющей сплава Скорее всего,МЛ 8 с большим содержанием цинка около 7 %,а у цинка температура кипения 900 С
- 312 ответа
-
- 10
-
-
Хороший вентилятор нужен для такой работы с не разобранными коробками...минута сварки -пять минут охлаждения,чтобы те же сальники не сжечь.
-
Тетрагидрофуран? Не пробовал. На мой взгляд,лучше четыреххлористый углерод.