Точмаш 23
-
Постов
5 481 -
Зарегистрирован
-
Посещение
-
Победитель дней
415
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
Обычно для таких целей используют ванны хим. оксидирования с температурой электролита 146 С.Состав:едкий натр,тринатрийфосфат,нитрит натрия. Довольно грязные ванны и туда не грех засунуть всякую алюминиевую хрень,да и не только ее -если надо снять краску,обезжирить,но надо быть очень внимательным - можно ничего оттуда не достать
- 3 328 ответов
-
- 3
-

-
- технологии
- TIG
- (и ещё 1 )
-
Охлаждение обязательно).Температурный режим свят.
-
Анодирование. Завешивается деталь в ванну с раствором сернокислого электролита.На середине ванны устанавливается медная штанга - плюс выпрямителя.По бокам ванны расположены свинцовые катоды - минус выпрямителя.На аноде происходят окислительные процессы ,а на катодах восстановительные.Поскольку деталь имеет анодную поляризацию,то окисление становиться интенсивным и происходит быстрое увеличение толщины окисной пленки.Потом может следовать обработка хромпиком в качестве наполнителя для закрытия пор гидратированного осадка.Если нужен ровный матовый цвет в декоративных целях,то обходятся без наполнителя. Когда на алюминиевую деталь наносится слой алюминия высокой чистоты,то окисная пленка,образующаяся на плакированном слое,будет очень прочной.Чем чище алюминий,тем прочнее пленка.Если в составе алюминиевого сплава присутствует та же медь,то окисная плена становится неоднородной и значительно понижаются ее защитные свойства. Анодирование будет влиять на процесс сварки,а плакирование нет.
- 3 328 ответов
-
- 6
-
-
- технологии
- TIG
- (и ещё 1 )
-
Продуть воздухом,протереть да стружку собрать после каждой детали не трудно.У меня лежат на столах титановые листы,так что мне проще .Грязь и беспорядок мешает работать...да и зоны работ надо разделять,а что-то вообще делать на улице,например - разделку чугуна,резку и шлифовку.Порядок -это дело привычки
-
 Присоединюсь к группе товарищей).С днем рождения
Присоединюсь к группе товарищей).С днем рождения -
Дошли руки сделать подвижный верхний ящичек в ящике стола. Старая и проверенная временем компоновка,очень удобно.

- 2 243 ответа
-
- 24
-
-
Не помню уже точное число коробок Калины,которые пришлось ремонтировать,но все они имеют одно повреждение:либо вырывает все болты крепления,либо разрывает эти болты пополам.Это проблема прокатчиков машин.Они не знают причину,да и я тоже - почему это происходит,но поломка одна и та же из коробки в коробку.
-
К примеру,картер китайского скутера.Сложная по форме отливка.Алюминиевый сплав с довольно большим содержанием цинка.Ремонтопригодность практически нулевая.По прочности будет незначительно уступать тому же АЛ4,но дешевле и технологичнее.Что мешает этот сплав,который очень плохо поддается сварке,использовать в таких изделиях? Да ничего не мешает. Свариваются такие сплавы трудно и цена их ремонта будет превышать цену новой детали.Неплохо паяются кастолином.
- 3 328 ответов
-
- 5
-
-
- технологии
- TIG
- (и ещё 1 )
-
Это не удешевление.В мире скопилось огромное количество вторичного алюминия ,который идет на переработку.Меняется технология литья,которая позволяет из разносортного алюминия производить детали машин с нужными свойствами..В связи с этим ремонтопригдность деталей будет только ухудшаться..чем дальше,тем будет сложнее что-то восстановить Неизменным остается требование к сплавам для колесных дисков-только первичный алюминий .
- 3 328 ответов
-
- 6
-
-
- технологии
- TIG
- (и ещё 1 )
-
Я не про акцент,а про сплав..чукотские ученые скрестили две редких палочки,получился редкий крестик.
-
@krech, Что там за крышка такая уникальная-в Волгограде не получилась,а у тебя получилась?
-
@Kondor416, За столько за сколько их будут покупать.Детали не хлеб.
-
Анакрол 90 пробуете?
-
В наличии есть разные роды "струев" -пескоструи ,полуавтоматические гидропескоструи для подготовки поверхностей алюминиевых деталей к анодированию,дробеметы ...Знаю,как работают эти аппараты и не думаю,что подача воды в сопло что-то кардинально изменит,а вот грязи добавит-это точно
-
@Kondor416, Мутная такая тема, да? --- Дорогая передача! Во субботу чуть не плача, Вся Канатчикова Дача к телевизору рвалась. Вместо, чтоб поесть, помыться, уколоться и забыться, Вся безумная больница у экрана собралась. Говорил, ломая руки, краснобай и баламут Про бессилие науки перед тайною Бермуд. Все мозги разбил на части, все извилины заплел, И канатчиковы власти колят нам второй укол.<br><br>Источник: <a href='http://mirpesen.com/ru/vladimir-vysockij/pismo-v-redakciju.html'>http://mirpesen.com/ru/vladimir-vysockij/pismo-v-redakciju.html</a> -- Скорее,мутно-тонкая тема ...мутности вначале,а тонкости потом,когда будет определятся,какой будет срок - условный или реальный
-
Следствием электротравмы будет инфаркт миокарда,а по нашим временам поменять местами причину и следствие несложно ...были бы деньги
-
Допустим,я начальник ремонтного цеха,и мне надо выполнить какие -то сварочные работы в другом цеху,вне зоны моей ответственности,но подответственными мне людми. Оформляется наряд допуск на Сидорова,Пертрова,Иванова и т.д.,назначается ответственным за проведение работ мастер Козлов. Указывается время начала и окончания работ,проведение инструктажа,противопожарные средства,которые должны быть на месте проведения работ..под роспись участников процесса)
-
Наряд -допуск оформляется в том случае,если требуется выполнить опасные виды работ на предприятии одним из структурных подразделений того же предприятия,а работа сторонних организаций на предприятии будет регулироваться актом -допуском со всеми вытекающими отсюда юридическими последствиями для руководителя подрядной организации.По-большому счету,конкретизируется с кого шкуру будет снимать,если произойдет какой -либо несчастный случай
-
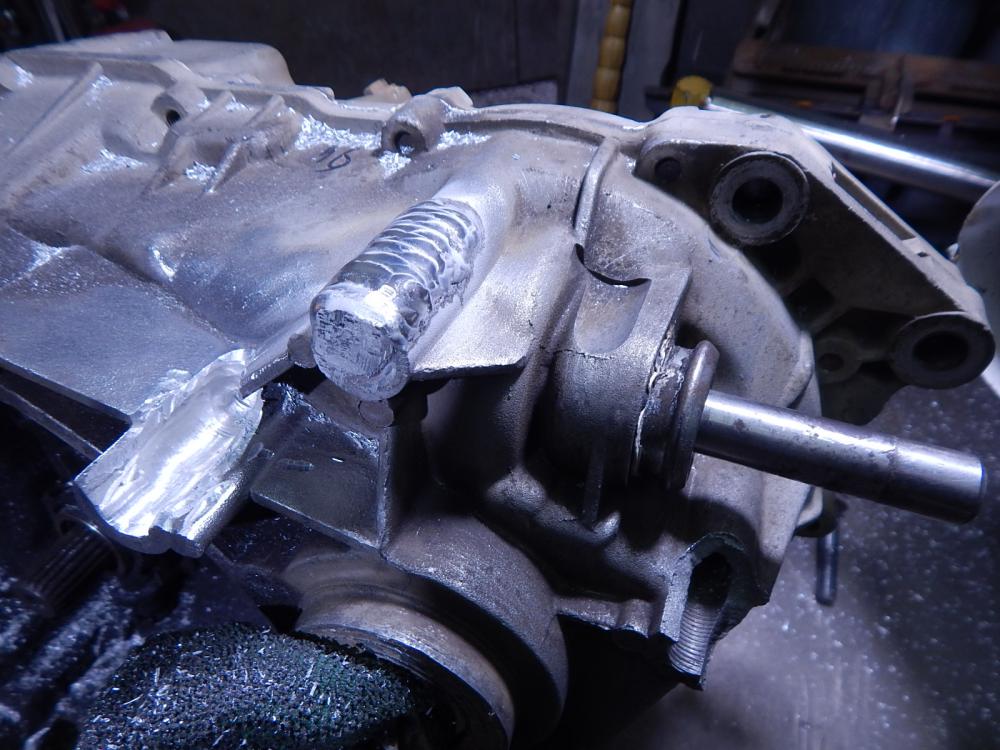
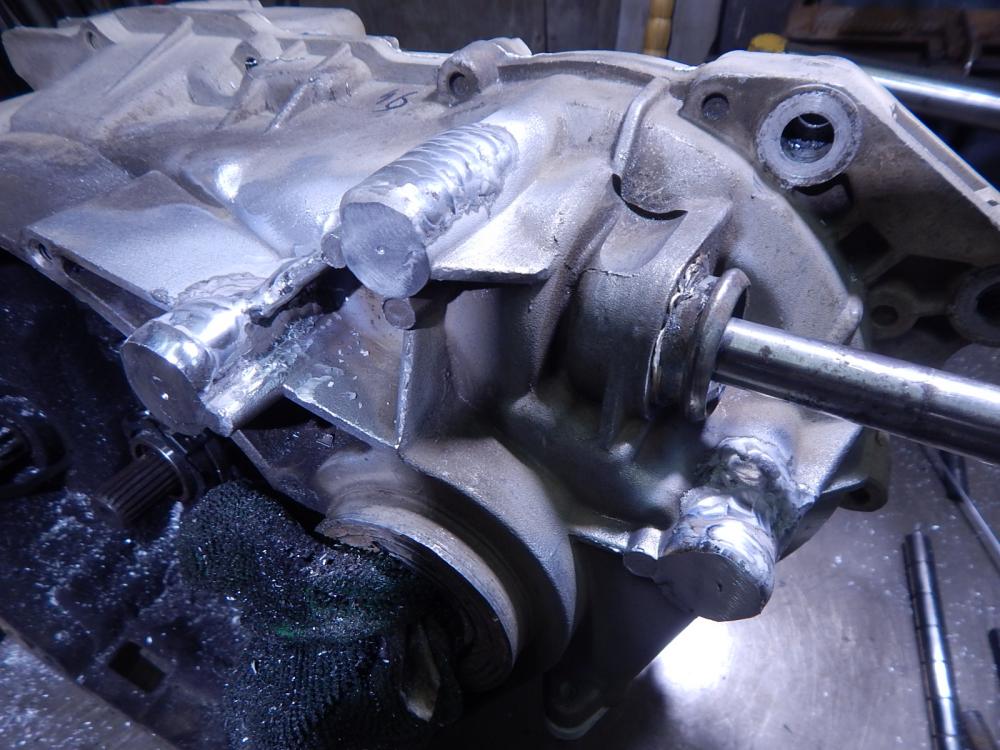
Коробка Фольксвагена .Вряд ли можно найти более удобную и простую работу ,чем эта...таких бы коробок с десяток в день и каждый день) А причиной стал вышедшей пальчик.Подобран новый от приоры-он чуть короче,который пришлось заварить. Объясняешь,что не стоит так делать,но уже устал,что-то объяснять.В принципе можно потом вырезать эту прихватку,если нужна будет замена
-
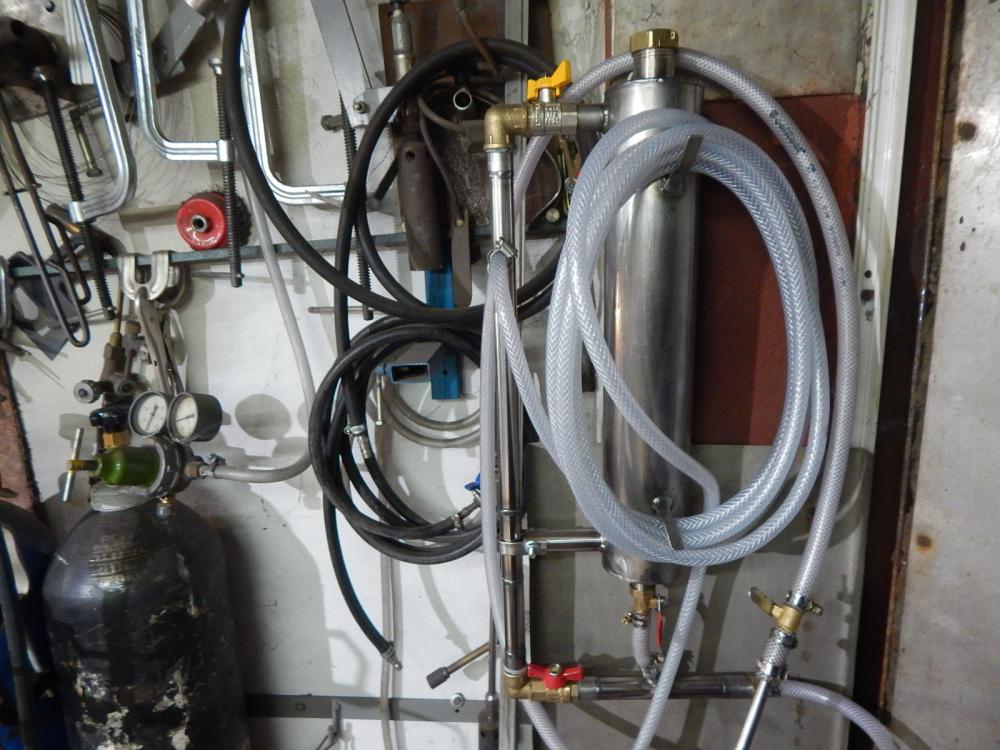
@konstantinXX, Компрессор 24 л. исключительно для опрессовки держу.Эту маленькую пескоструйку тянет.Если у тебя нет такой штуки - сделай.Даже не знаю,как раньше без него жил..не жизнь была,а прозябание сплошное.. ,правда,от этого аппарата песок по всюду ,но польза большая
-
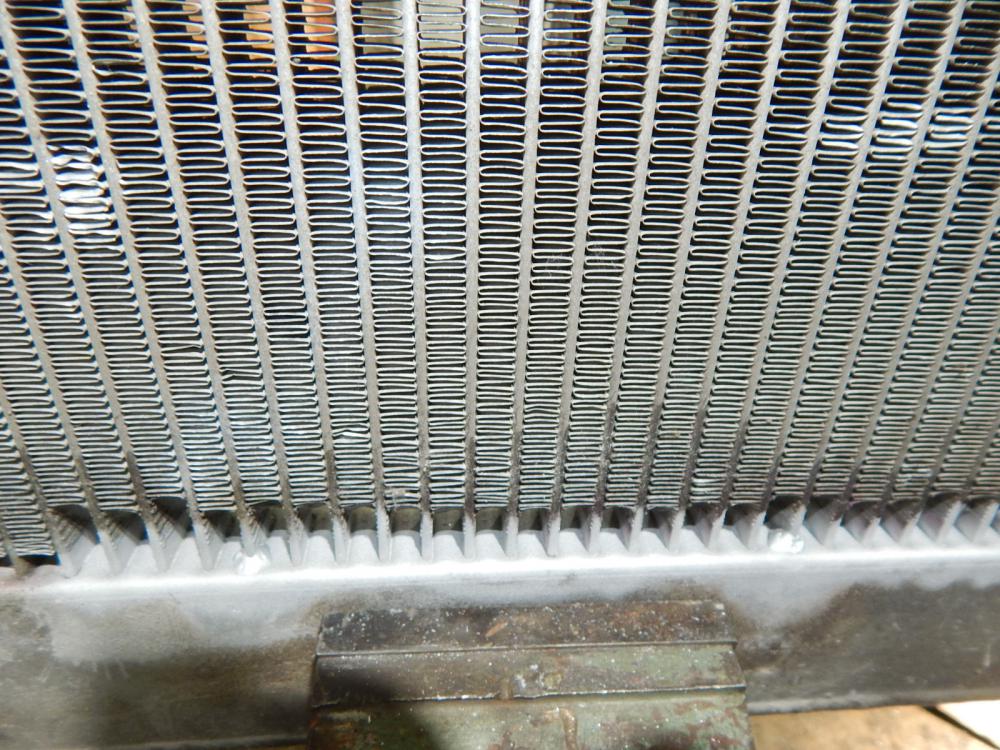
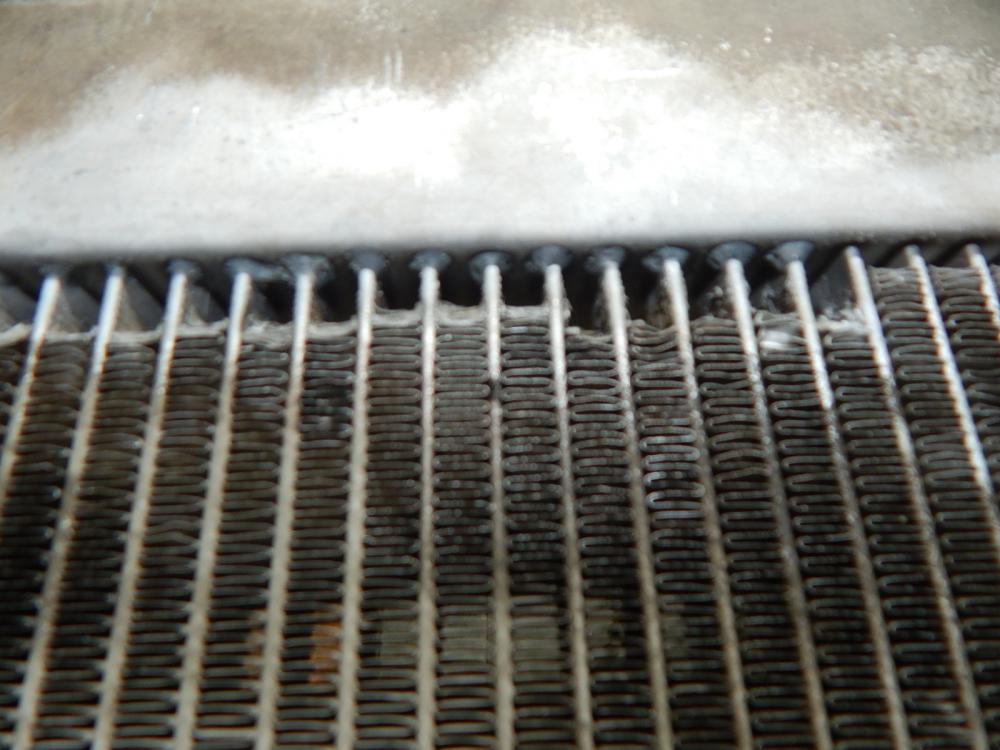
Радиатор Лексус. 84 трубки пришлось паять пропаном , из них 4 трубки оторваны. В общем,речь о пескоструе. Чтобы очистить одну пластину/доску уходит примерно минута.Мытый кварцевый песок покупал в магазине.Мешок 25кг. стоит 100р. Резьбы,трубы были,а краны и шланги обошлись в 800р...повесил на гвоздик,снял с гвоздика..
-
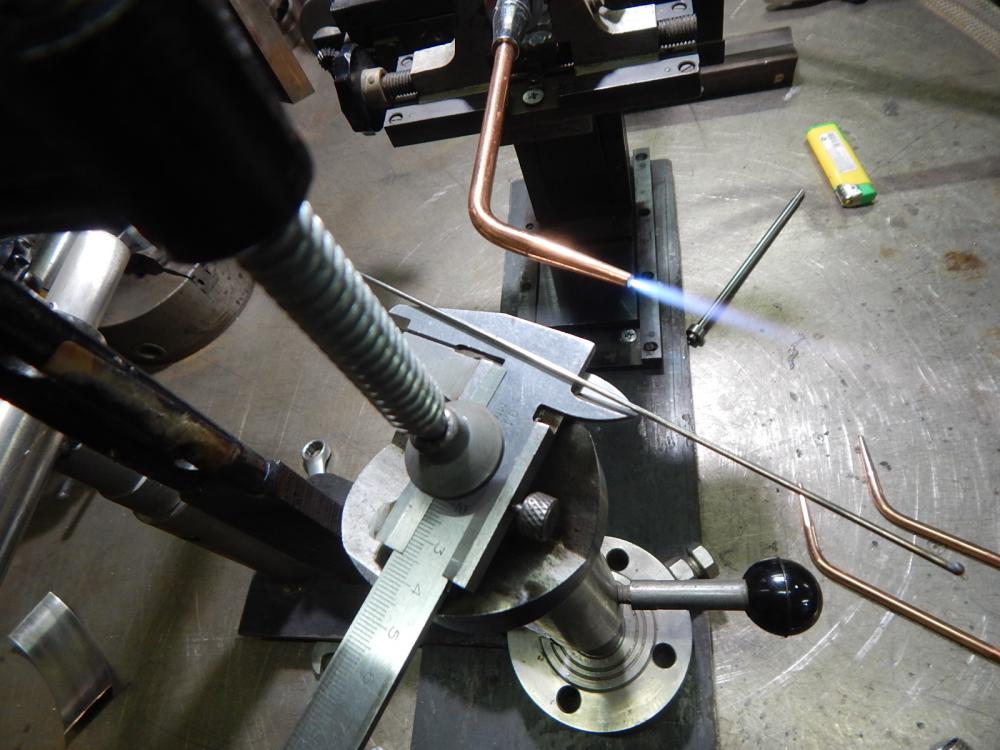
На снимке пропан 1 Алексей уже ответил...цена 1600 1700р. с тремя цельнотянутыми наконечниками
-
@selco, Последний снимок предыдущего поста вводит в заблуждение:на нем видны три параллельные трещины,а оказывается это не трещины,а риски.
-
Стоит обратить внимание на такую горелку.Рядом лежит пруток ф 1,6 мм.Наконечники 1,2,3