Точмаш 23
-
Постов
5 558 -
Зарегистрирован
-
Посещение
-
Победитель дней
430
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
 Запорная арматура одинакова,разница в заборе газа.
Запорная арматура одинакова,разница в заборе газа. -
А какое там должно быть различие?
-
Ошибаешься.Есть баллоны для сжиженных газов и есть для сжатых.Все зависит от назначения.
-
Сифонной трубки
-
Выпускные 40Х10С2М(обладают высоким сопротивлением износу и смятию),впускные 40ХН.
-
На мой взгляд,тема деформаций должна быть шире и не ограничиваться деформацией нержавеющей стали при сварке.Когда человек будет иметь представление о механизмах деформации в общем,то это будет намного лучше,чем описывать случаи частные.
-
Это выглядит проще: ест хорошее оборудование,есть сварочные материалы и есть время этим заниматься
-
@Steelcar, Это так-замечание,а как производственник вас спрошу:где больше металла в сварочном шве - "бабочке" или строчном?
-
-
@Миротворец, Саша,здесь некоторые вещи надо разнести по своим местам. Я с этим не согласен-достаточно спорных моментов.Техника сварки на высоте,но..теория нет.Думаю,что Олег прав - здесь очень много спорых моментов.
-
Она не может быть желтая,как латунь. ..медь с добавкой кремния для текучести...примерно,как гравий в цемент,то бишь кремний в медь
-
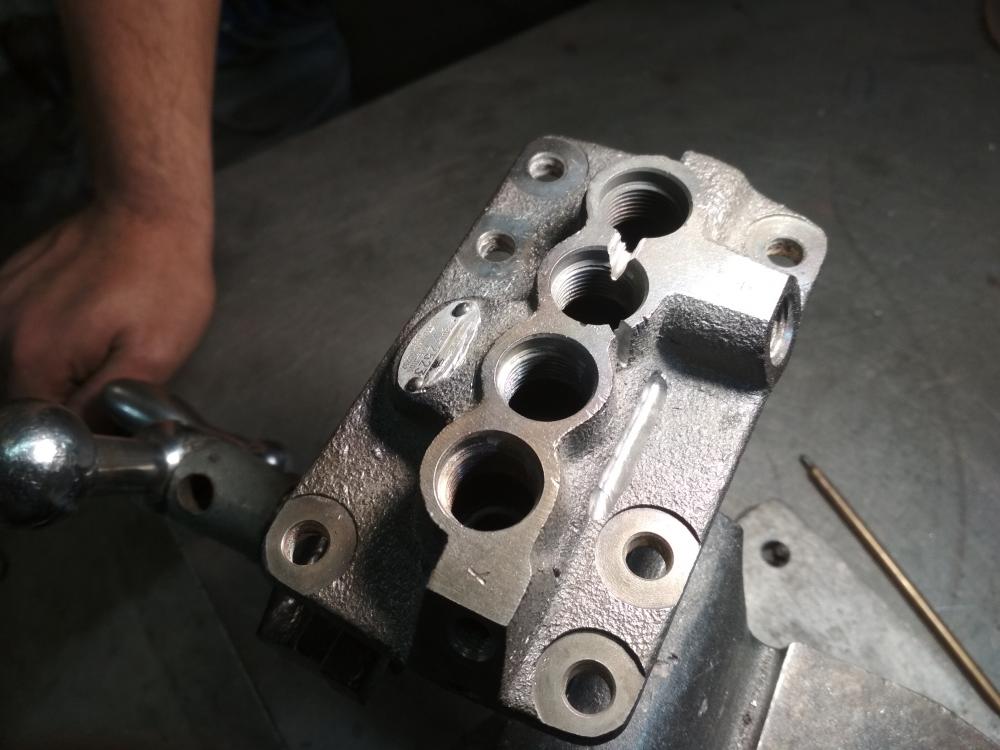
Не бойтесь этой резьбы.Трещина начинается от окна,проходит отверстия и заканчивается почти у края привалочной плоскости. Эта трещина должна быть обязательно заварена и, поверьте-здесь не будет проблем. Разумеется, что двигатель разобран и блок лежит у вас на столе. Из сварочного материала будет нужны ПАНЧ и МНЖКТ. Сварка-на холодную. Напряжений и, следовательно, трещин-в этом случае не будет. К виткам резьбы-подходить только МНЖКТ. Посмотрите, такую резьбу наплавить и восстановить-нужно около 20 минут. Естественно, что есть граверы с алмазными кругами и другими нужными насадками и прочие инструменты.

-
Трещинка,проходящая через резьбу,опасная-надо бы заделать.Так оставлять ее нельзя.
-
Может быть,что ты и ошибся.Посмотри как залит переход от блока к заглушке? Не краска? ..а рыжий цвет подтеков и наслоений?Трудно,что-то определить по фотографии,все равно,что ставить диагноз по телевизору. В авантюре вся прелесть.
-
@selco, А если покрашено серебянкяной?
-
Вообще-то интересно:человек,поместивший этот пост в "чугунной теме",алюминий от чугуна не отличит?
-
Вы считаете,что нормально проковали металл? Справка. Если от металла сварного соединения требуется повышенная прочность и пластичность, то сваренный шов проковывают: при толщине до 6 мм в холодном, а свыше — в нагретом до 500—600° С состоянии. Имеющееся утолщение шва перед проковкой срубают во избежание образования трещин во время проковки. При проковке происходит размельчение зерен и разрушение пленок закиси меди на границах зерен, что повышает прочность и пластичность металла шва. Для повышения вязкости сварного соединения металл шва и околошовной зоны подвергают термообработке нагреванием до 550—600° С с последующим быстрым охлаждением в воде. Сварка меди - основы технологииhttp://metallicheckiy-portal.ru/
-
Если ты это делаешь,значит,это твоя область.Там есть НЕКОТОРЫ изъяны ..всего лишь. @Точмаш 23,Виктор , спасибо за критику , рекомендации и советы ! Я к этому стараюсь прислушиваться . На диск планировалась камера и все каверны клиенту были безразличны , как и "параллельности с геометриями" , вкупе с ценой ( тут отдельная тема , и согласился на это из нормальных отношений с коллегой (он посредник)) . Реально оценивая свои возможности , стараюсь не лезть в те области , где моя квалификация хромает , но (каюсь) иначе не постичь чего то нового , поэтому ( амбиции , интерес к чему то новому , подпинка себя от рутины ) повергают в такие вот "проекты" . Темы читаю , мысли складирую , но в реалии ( без практики) - это всего лишь буквы . Коснулся , понял , с учётом критики и замечаний , почём фунт лиха - отложилось и закрепилось . --- Если ты это делаешь,значит,это твоя область.Там есть НЕКОТОРЫ изъяны ..всего лишь
-
Игорь,здесь есть несколько изъянов ,на мой взгляд,которых надо избегать.Даже,если рихтовка прошла неудачно,то проварить изгиб с двух сторон.вырезать и проварить -поставить на место нет особенных проблем .Далее,геометрия -это главное.Прилегание резины к диску должно быть хорошим.Если где -то чего-то не хватает ..горелка в руках есть,гибкая линейка и круглый напильник. .Это хорошо,что ты так реагируешь.Сварка в стык 5356,наплавка 4043,но в стык 4043 не вари -натыкаюсь на эти грабли каждый раз -трещина по средине стыка.
-
В общем-то,навыки и есть - знание температуры нагрева при правке диска.
-
Добавлю еще:контур плохой.Гибкую линейку приложить к ободу. Наплавить недостающий металла.Лепестковым кругом обработать,затем напильником с крупной насечкой вывести радиус.
-
Во -первых,без горячей правки на станке это не надо делать.Правка,без нужной температуры подогрева,приведет к надрывам в сплаве.Это кто-нибудь учитывает?
-
В порядке товарищеской критики-могло быть лучше ,а небольшое постукивание по самолюбию,ведет дальше к совершенству ..)
-
Мучить сварщика? Плохо мучимый,если ничего противопоставить не может.Когда стали сдавать алюминиевые детали в лом,что ни попадя,то давно уже стали их изготавливать из пластмассы.
-
На просторах нашей необъятной страны,трубу со стенкой 4мм сваривать проще-гарантировано - всеми видами сварки,чем трубу со стенкой 3мм..всего лишь) .Специалисты разные,а речь идет о газе.