Точмаш 23
-
Постов
5 558 -
Зарегистрирован
-
Посещение
-
Победитель дней
430
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
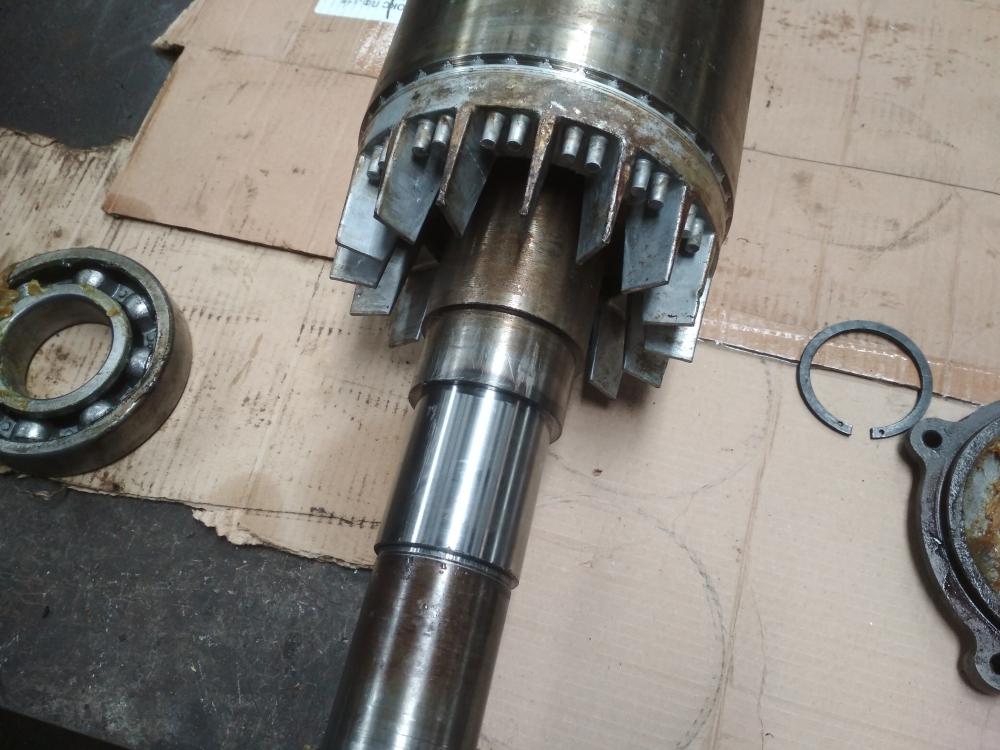
Ротор 90 кВт двигателя.Наплавка посадочных мест под 308 подшипник.Полуавтомат.Токарная обработка,шлифовка.

- 3 962 ответа
-
- 21
-

-
@Grim Reaper, Меня этот вопрос мало интересует...пересказываю слова владельца. А что касается термообработки,то да - непростые.
-
@PetrM, Со шлицами проще. Коленвал Бычок.
-
По-видимому,надо еще раз вернуться к теме наплавки зубьев шестерен.Это была необходимость:японский трактор 1992 г.выпуска. Достать шестерни было нереально.Звонили во Владивосток-нет ничего,только в Японии искать.Обратились на Ростовский вертолетный - 50-70т. Уговорили попробовать.Долго возился с ней.Внешне все идеально.Проработала шестерня два дня,потом благополучно накрылась,что было предсказуемо.Почему это происходит -подумайте,если что -то не поймете,я вам объясню.
-
Я вижу работу этих станков каждый день,но это серийное производство,а вот единичный заказ -с трудом представляю его выполнение,его стоимость,тем более,если это шестерни с косозубыми или криволинейными зубьями.Ты же прекрасно знаешь,что такое модуль зубчатого колеса и насколько это сложная работа.
-
Интересно,например?
-
@selco, Влажность не учитываешь. 50 индийских градусов - это не 40 немецких.Отсюда ПВ изменится
-
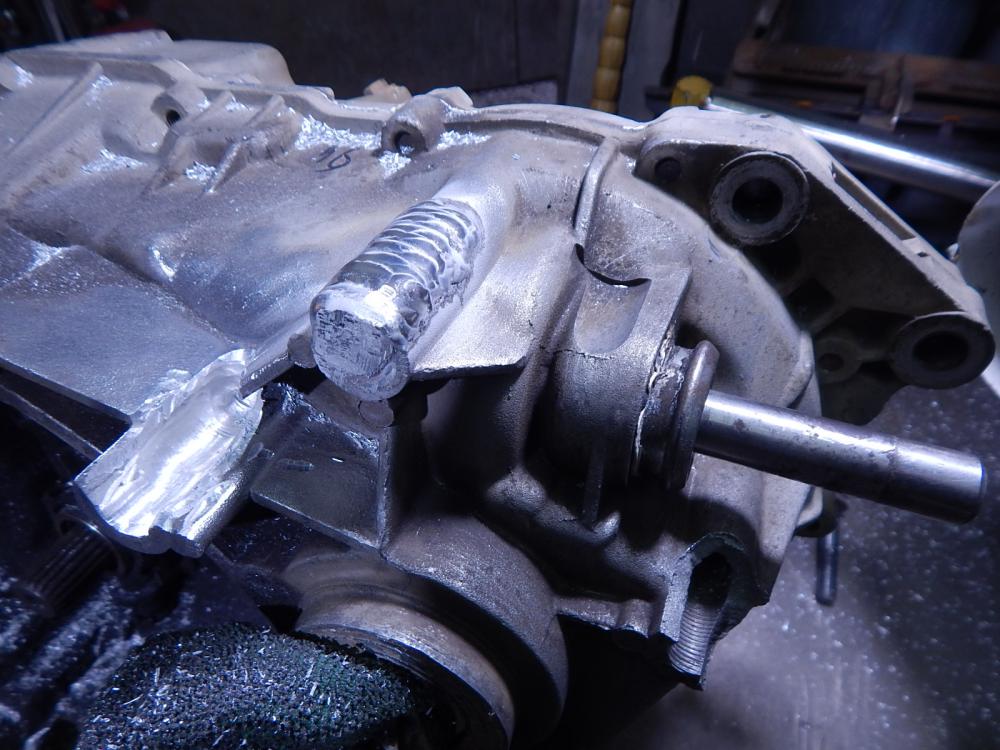
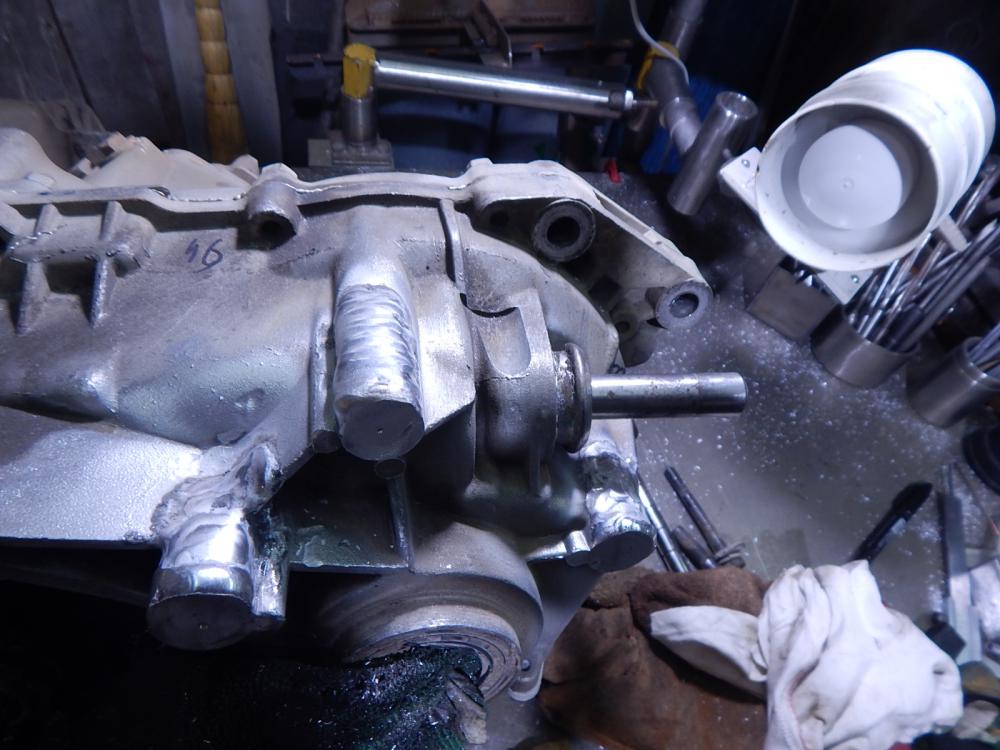
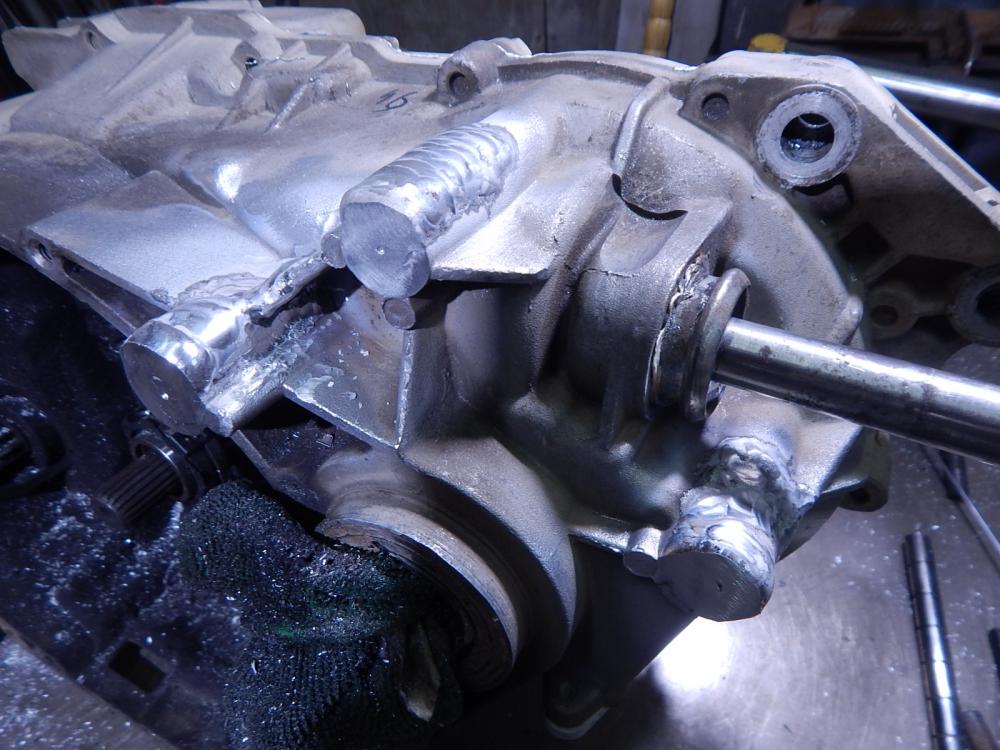
"Сузуки" упал набок,сорвавшись с домкрата, и одна из поврежденных деталей - подножка.Слом по старому сварному шву. Интересные вещи встречаются и,как не странно,вполне работоспособные.
- 3 331 ответ
-
- 3
-
-
- технологии
- TIG
- (и ещё 1 )
-
 @Roman Romanov, У вас неподходящее оборудование для таких работ.
@Roman Romanov, У вас неподходящее оборудование для таких работ. -
@Roman Romanov, Какая толщина металла и мощность вашего аппарата?
-
@Monti, Уточню; К литейным сплавам для изготовления посуды предъявляется ряд требований: Хорошая жидкотекучесть и ограничения по содержанию бериллия,свинца и мышьяка .Разрешается использовать сплавы: АК7 АК9 АК12 и АК5М2 ,где электрохимическая коррозия будет значительной.Так вот,одному богу известно,что было с этим котлом-насколько пропитан металл маслом,насколько истерты стенки при чистке и какой это сплав и какова степень коррозии.
-
@Monti, Реально,но сложно.Если соотнести стоимость работы и цену нового,то лучше купить новый,
-
Эта мысль не совсем правильная,а скажем,удобная. А так,поостерегся бы:полуавтомат не гарантирует на грязном силумине безпористого шва,да металл шва будет довольно грязный .
-
Спрашиваю одного дубака: -Ты секьюрити? -Нет,я охранник 4 разряда. -А что,бывает и 6 разряд у сторожа? -Бывает.. У одного просто палка,а у другого,который разрядом повыше - палка с гвоздем . А ведь эта дичь подлежит лицензированию за соответствующие деньги.Стоит черт на воротах,калитку охраняет,но каждый год должен отстегивать определенную сумму нужным людям,что бы ему разрешили калитку охранять. В этом вся суть постсоветской России.
-
@tehsvar, Это стоит других денег.И судя по тем снимкам,которые от выложил,аппарат работает нормально и соответствует заявленным требованиям.От этого класса аппаратов не надо ждать чуда.
-
@tehsvar, Алексей,здесь дело в человеке,а не в аппарате.Он хочет за 40 тыс.получить полуавтомат с функционалом лучших европейских брендов.
-
@selco, Это проходили все,так как лень было искать что-то другое, кроме оцинкованных болтов и шпилек,которые всегда под рукой...А резьбовую вставку надо изначально точно позиционировать,что намного сложнее и дороже
-
Ты же знаешь,что стяжательство - это смертный грех по отношению к ближнему
-
Оцинкованную шпильку обваривать)
-
Так восстанавливаются резьбы.Это может сделать любой сварщик из близлежащих окрестностей. Несложная и недорогая работа.
-
Детский сад,натуральный детский сад..
-
@Вячеслав164, Послушайте,любезный,вы несколько минут назад отрицали вообще возможность сварки на прямой полярности. Вы хотя немножко понимаете - зачем меняют полярность? Принципиальные вещи?
-
Не поленился,пошел в мастерскую..,чего не сделаешь ради просвещения.Так вот,омедненная проволока ф0,8 на прямой полярности в углекислоте.Толщина металла 1мм
-
Знаете,пробовал).Проволокой сплошного сечения в среде защитного газа на прямой полярности).Той же никелевой проволокой ПАНЧ 11.Знаете,варит...и без брызг..