Точмаш 23
-
Постов
5 558 -
Зарегистрирован
-
Посещение
-
Победитель дней
430
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
@Schlosser, Водородные редукторы отличаются от всех остальных диаметром накидной гайки - она меньше.Требования к состоянию внутренней стенки кислородного баллона более жесткие,чем к остальным.
-
@selco, О котлах. В порядке информации. Обогреваемые элементы, находящиеся под давлением рабочей среды, должны иметь запас статической прочности (по отношению к максимальному избыточному давлению) не менее четырехкратного - чугунные и не менее двукратного - стальные. Температура поверхности водяного канала в водогрейном котле при номинальной теплопроизводительности не должна превышать температуру кипения более чем на 25°С.Максимальная температура поверхности нагрева при номинальной теплопроизводительности не должна быть выше 250°С.В оребренной поверхности нагрева разность температур вершины ребра и примыкающего водяного канала не должна быть более 70°С.Чугунные детали, находящиеся под давлением рабочей среды (кроме соединительных ниппелей), а также применяемые для стяжки пакетов секций, следует изготовлять из серого чугуна марки не ниже СЧ 15
-
Секция котла Беретта .Опрессован.Претензий не было.

-
Зачем нужен переменный ток при сварке чугуна?
-
Чтобы секция служила,то после сварки надо произвести термообработку - снять напряжения.Высокопрочного чугуна в котлах бытового применения нет.
-
@selco, Пенетранта нет?
-
Надо быть осторожнее с такими тройниками,особенно на горючих газах:после мехобработки сквозные поры по всей проточке.
-
Немного скорректирую: 159а, 23 -23,2в ближе к крупнокапельному.Перекрытие лучше идет на таких чугунах.
-
Панч 11-это проволока из практически чистого никеля с небольшими добавками других элементов.
-
Если точнее,то в три раза. По это же причине не надо варить коллекторы "на холодную" ТИГ-ом.
-
С чем вы в своей работе столкнулись ?
-
ф0,8 , обратная полярность,156а,22,4в.при температуре детали 360С
-
Это низкокачественный чугун,довольно трудный для сварки.Дальше все равно будет мехобработка и мелкие дефекты будут убраны.Когда образовалась сварочная ванна и ведешь ее дальше по разделке,то местами верхний слой чугуна соприкасаясь с расплавленным металлом ванны выгорает на глубину 2-3мм и шириной несколько миллиметров - один графит.Начинаешь заполнять заполнять эти прогары и получается довольно неровный шов. А иногда лучше оставить так как есть-чугун нечувствителен к надрезам.Кстати говоря,оптимальная цена такой сварки 200р/см
-
Александр ПАНЧ 11Вижу,что читаешь эту ветку.Это твой панч,еще старой плавки.Кстати,как обстоят дела с миллиметровой проволокой "нового созыва"лигатуры и технологий?
-
 Узел жесткий,конечно,есть деформация, может быть, примерно 3-3,5мм. Это верхняя часть основания,а когда она приваривается к нижней плите диаметрально противоположными швами от середины к краям,то после сварки неплоскостность около 1мм. При приварке нижней плиты,манипуляции горелкой затруднены и здесь уместен повышенный режим.Но надо сказать,что в экранированном пространстве дуга ведет себя иначе,чем в открытом,поэтому подачу проволоки и напряжение надо будет уменьшить.
Узел жесткий,конечно,есть деформация, может быть, примерно 3-3,5мм. Это верхняя часть основания,а когда она приваривается к нижней плите диаметрально противоположными швами от середины к краям,то после сварки неплоскостность около 1мм. При приварке нижней плиты,манипуляции горелкой затруднены и здесь уместен повышенный режим.Но надо сказать,что в экранированном пространстве дуга ведет себя иначе,чем в открытом,поэтому подачу проволоки и напряжение надо будет уменьшить.
-
@Schlosser, Да я о том же ).В этой конструкции нет никакой необходимости полного проплавления на всю глубину. Какой-то значительной силовой нагрузки элементы конструкции не несут. Полное проплпвление происходит на таких режимах и обязательном зазоре между свариваемыми деталями(1,5мм).Только надо помнить:так можно варить только ст.3,если эквивалент углерода будет выше,то нет.
-
@Schlosser, Ну и дотошный вы человек )
-
Проплавление сейчас видно?
-
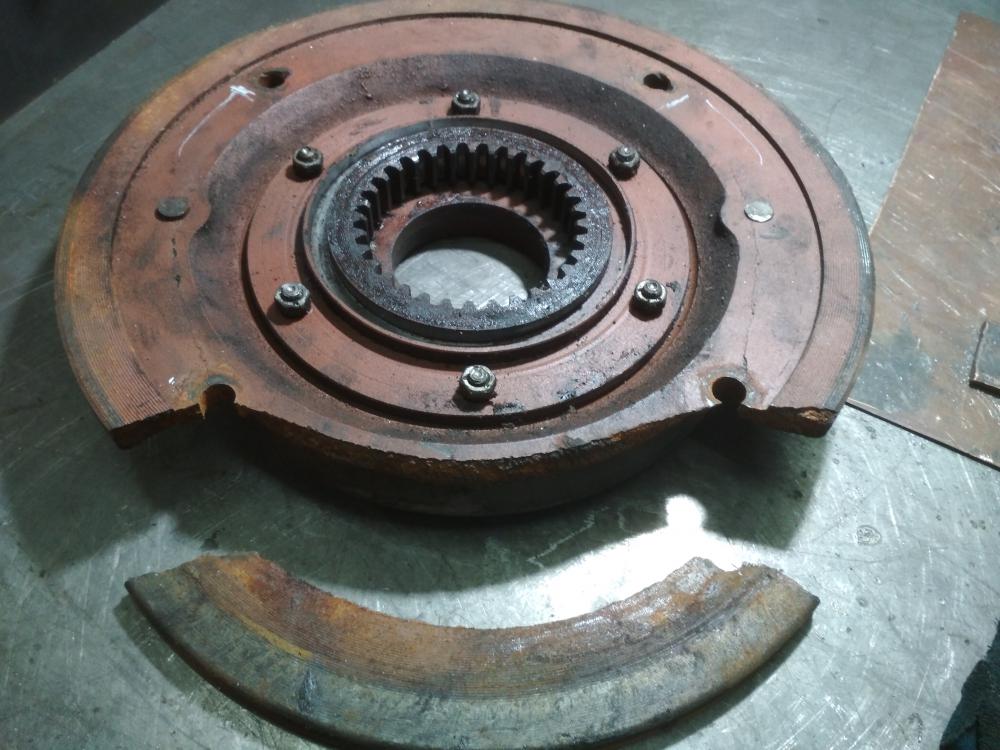
Такая вот деталь.Толщина 12 мм,длина шва 75 см.Чугун СЧ 15,довольно плохой.Заваривается полуавтоматом .
- 251 ответ
-
- 14
-

-
@copich, Хорошо,давайте поменяем диаметр проволоки с 1.2 на 1.6мм. Естественно мы должны поменять режим сварки, увеличив силу тока и напряжение,тем самым войдя в рекомендованный режим и выйдем на туже силу тока.Что изменится для ст.3 в принципе? Договоримся сразу,что речь идет только о сварке ст.3 с определенным эквивалентом углерода и не выше.
-
@saper24, Прикрутить-лучший выход.Кстати,на таких сталях никаких повышенных режимов сварки,только минимально ток.
-
@saper24, Процент углерода высок - 0,4-0,55. Сталь 45.Рекомендации по сварки стыков рельс - УОНИ 13/55 -85 плюс подогрев.
-
Если очень хочется,то можно,только пластичным металлом
-
.В марочнике сталей для железнодорожного транспорта указано :Т60 -для изготовления рельсов, предназначенных для укладки на железных дорогах узкой колеи.Что такое рельсы р 18?