Точмаш 23
-
Постов
5 558 -
Зарегистрирован
-
Посещение
-
Победитель дней
431
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
Почему 4047?Я больше склоняюсь 5356 @tig, Можно и так,можно иначе:шабером по поверхности - блеск разный
-
@Шурпет, Искал и не нашел.Снести эту тему,чтобы не засоряла.Кстати,спасибо. Кто-нибудь из модераторов уберите это.
-
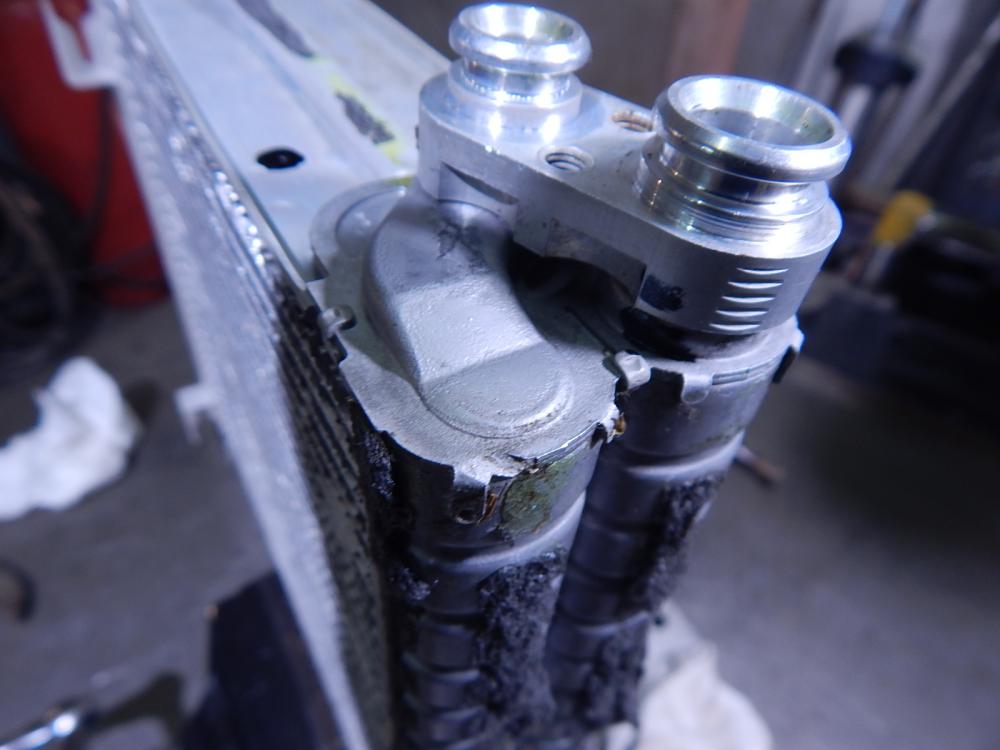
Вот что действительно не понимаю,так вот это-пропайка горловины.Это не сварка-пайка,но родственные виды работ ..пришли сервисники отдали 1,5т и спасибо сказали..работа простейшая, минут на 15 и думаю -за что ?).Кстати,абсолютно гарантийный случай -заводской брак

-
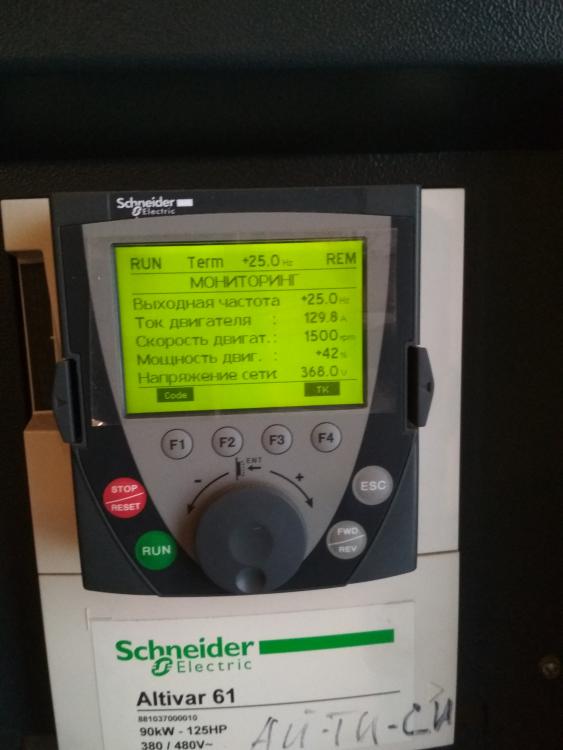
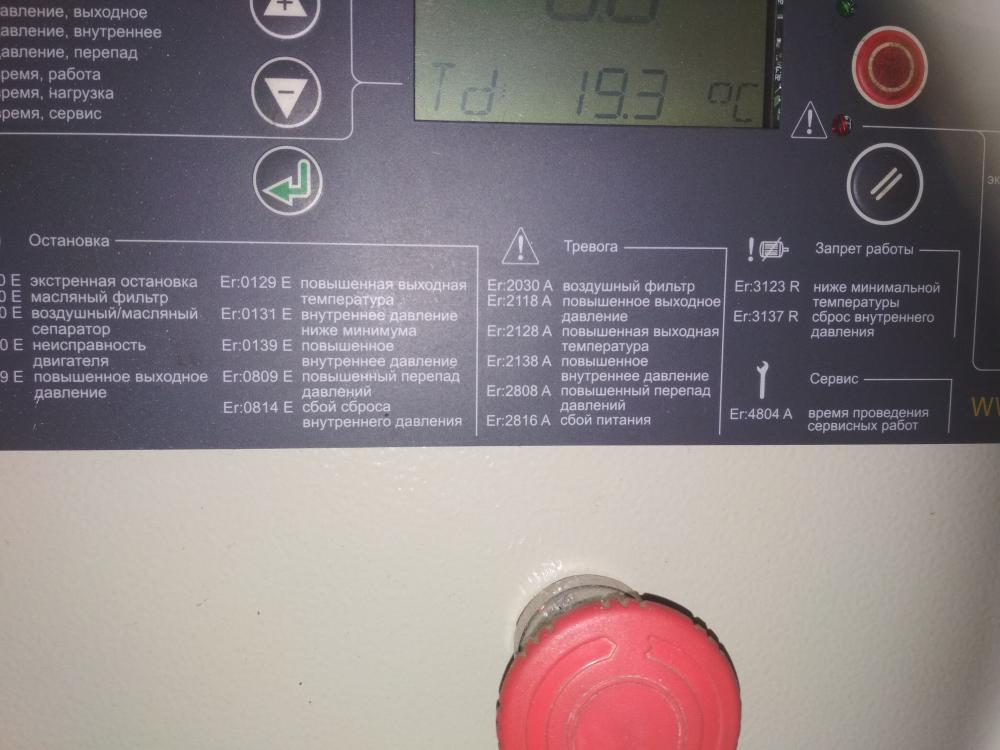
 Частотники в компрессорных установка промпредприятий,больших мастерских необходимы.Мой опыт эксплуатации Альтивар 61 8 лет.Установка частотника ведет к значительной экономии электроэнергии. Второй снимок -контроллер Айрмастер С 1. Суммарная мощность двигателей 180кВт и при незначительном расходе воздуха и мониторинге контроллером пневмосети,частотники снижают мощность двигателей до 41-42% загрузки.Система позволяет осуществлять дистанционное компьютерное управление.
Частотники в компрессорных установка промпредприятий,больших мастерских необходимы.Мой опыт эксплуатации Альтивар 61 8 лет.Установка частотника ведет к значительной экономии электроэнергии. Второй снимок -контроллер Айрмастер С 1. Суммарная мощность двигателей 180кВт и при незначительном расходе воздуха и мониторинге контроллером пневмосети,частотники снижают мощность двигателей до 41-42% загрузки.Система позволяет осуществлять дистанционное компьютерное управление.
- 5 ответов
-
- 4
-

-
- технологии
- схемы
- (и ещё 1 )
-
Возможно ли получить качественное,работоспособное соединение?
-
@mehanik1102 Высокий отпуск 560-600С,здесь,скорее,речь идет о снятии сварочных напряжений
-
@vmednik1, Сделают количественный анализ? Еще надо иметь в виду,что примеси образуют гальванические пары с высоким потенциалом,что будет приводить к повышенной коррозии. ---- Короче, отказать так, чтобы клиент понял, что вы не только паять умеете, а разбираетесь полностью во всем процессе. ------ Хорошо сказано+
-
@vmednik1, Многое зависит,практически все,от чистоты сплава.Посмотри,что такое стали Хардокс. Знаешь,в чем там суть? Примесный состав серы и фосфора сведен к возможному минимуму.
-
@Hlorofos, Ну и зачем это сделано?Я правильно тебя понимаю:устанавливаю новую катушку и протягиваю проволоку по каналу на четыре такта?
-
@Hlorofos, , если присутствующие здесь подтвердят, что четырехроликовый механизм актуальней, ---- Кто-то будет спорить с этим? Кнопка горелки работает только в четыре такта?
-
@Miners, Думаю,что вы такого не видели(еще раз выложу эти снимки-они того стоят).Трещина на диске БМВ заклеена эпоксидной смолой.Это город Сочи...оттуда .
- 3 331 ответ
-
- 13
-
-
- технологии
- TIG
- (и ещё 1 )
-
@vmednik1, То есть,ты говоришь о том,что при пластической деформации латуни,сделанной по ТУ,происходит утончение стенки в местах изгиба с потерей пластичности металла,и,по сути происходит хрупкое разрушение при деформации ?
-
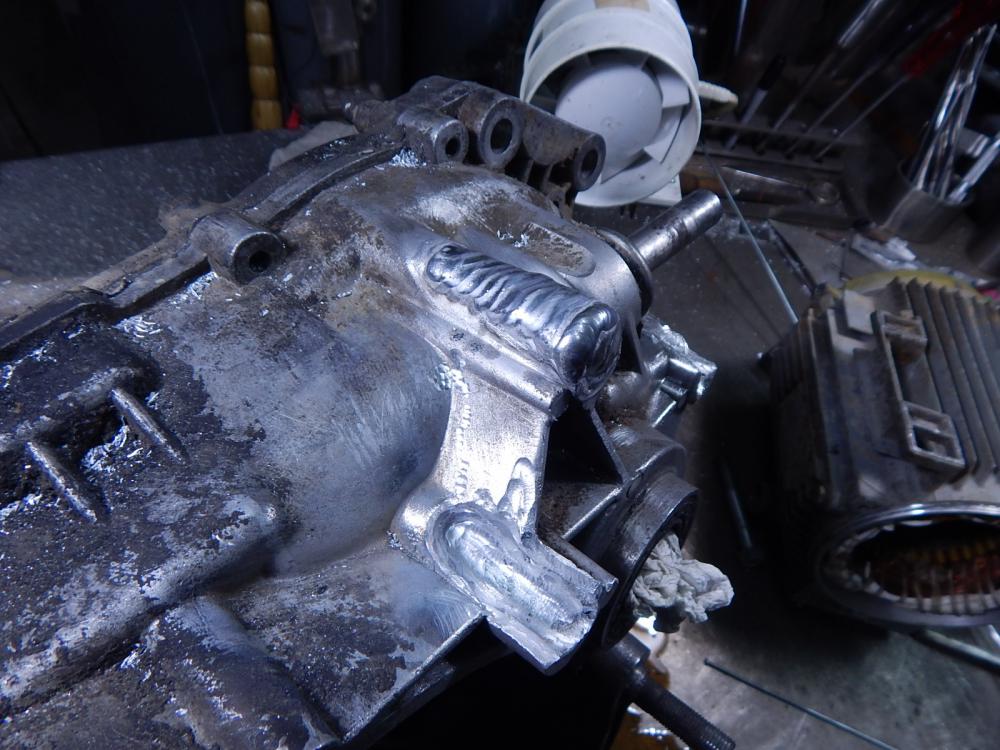
@selco, Валера,с первой частью твоего поста соглашусь,Со второй -нет.Прокатчики машин очередной раз привозят коробку-сорваны резьбы крепления кронштейна.Надо их вырезать,наварить,просверлить и нарезать резьбу.За три резьбы беру 2т. Последний раз,буквально на днях,привозят,называю цену.Вопрос:почему так дорого?Нам легче купить деталь на рзборке? В принципе,они правы. В общем,разбежались. Речь идет об этой хрени. Сколько это будет стоить у тебя? @Schlosser, Реально,чистыми.
-
@АндрейСВ, У вас своя специфика и цены другие.Если сделать экономический расчет стоимости работ,то для южных регионов и средней полосы,то стоимость работ несколько завышена.К примеру: беру за сварку нержавейки 20-25р/см.,кстати,удобно и выгодно.Заказчик с этой ценой соглашается(последний раз стоматологи не согласились..очевидно,дорого для них).В среднем работающий человек на Юге получает 800 -900р.в день.Для вас такая зарплата будет откровением? И вот,на эти деньги мужик содержит семью,жена что-то зарабатывает;имеет он "Жигули и двоих детей)".Вопрос-насколько он платежеспособен ? К примеру,литейщик получает 20-25т.р. в месяц.Знаете,что такое литейный цех и условия работы в этом цехе?
-
@Учусь, Я не закладываю такие риски в цену, для меня первично взаимное доверие. ---- Похвально,это признаки мастера ,а не ремесленника
-
@mehanik1102, Механик,вы опытный человек,сколько стоит час или сантиметр в ввшем регионе? того же алюминия? Чем-то надо мерить эту сварку,
-
@Isperyanc Совесть либо он есть,либо ее нет -третьего не дано Согласен.Как ее определить?
-
@Учусь, Точно,кто родом из Советского Союза.тем она особенно свойственна ...знакомым ничего это не стоит. Прежде,чем ремонтировать ,хорошо бы знать цену новой детали...узнаю обычно позже,но .наверное,в душе не спекулянт.
-
@Георгий 11, Сегодня варил ЦАМ 4-1.Скажу,что сварка сложная.Потратил минут 40:метр проволоки ф1,6 -сколько .взять? За материалы или квалификацию?
-
@Учусь, Я о амортизации и говорю,но там нет предела разумности -есть экономически показатели.
-
@Георгий 11, Здесь нужны реальные цифры. Я знаю,когда себестоимость 95т ,а продажи 450т . -это нормально для российской экономики?
-
@Учусь А если я не куплю Меркле ,а куплю Гроверс,то я сварю хуже? ...но цена -то у аппаратов будет разная?
-
@Георгий 11, Я это понимаю,но здесь присутствует спекулятивный момент:у хорошего хирурги и у плохого экономические составляющие одинаковы,у второго могут быть больше.
-
Это лирика,а если в прозе? От чего зависит цена на работу.Если задать вопрос:сколько это стоит на самом деле?
-
@Учусь, Я понимаю,что при дефиците предложения можно закрутить такую цену,что мало не покажется.Это все так.Может быть,аргоновая сварка искусственно переоценена? @midtower, Нет там никакого чуда,есть обыкновенная работа со своими затратами.