Точмаш 23
-
Постов
5 558 -
Зарегистрирован
-
Посещение
-
Победитель дней
430
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
Институт электросварки им. Е. О. Патона разработал проволоку марки ПАНЧ-11 ТУ 48-21-593–77 сплошного сечения из никелевого сплава специального состава [41, 42]. Соотношение содержания никеля и легирующих добавок обеспечивает пониженную температуру плавления электродной проволоки, высокую стойкость швов против горячих трещин и достаточную степень графитизации наплавленного металла. Введение в состав сплава оптимального количества РЗМ гарантирует высокую устойчивость горения дуги и позволяет выполнять сварку без использования защитного газа. Широкое внедрение в промышленность способа механизированной сварки чугуна открытой дугой, без подогрева и без последующей термической обработки позволило радикально решить проблему качественного массового ремонта корпусных чугунных деталей машин и механизмов во всех республиках бывшего Советского Союза [37, 43–45]. 1. Стеренбоген Ю. А., Хорунов В. Ф., Грецкий Ю.
-
@Kurt1, Это смотря что варить и на каких режимах варить полуавтоматом.Если,допустим,приварить какой-то кусок к блоку при соответствующей разделке и повышенных режимах,где нужна будет механическая прочность-это одно.Другое дело заварить трещину в рубашке с толщиной стенки 5мм на герметичность -это совсем другое.Много зависит от структуры и состояния чугуна.Во многих случаях панч здесь ни при чем. Когда Патон разработал свой панч,а потом его запустили в производство,то люди,занимающиеся его изготовлением находились в лучших условиях:тогда действовали ГОСТы,а сейчас,когда везде сплошные ТУ,то производитель получают такие исходники,что не знает,что с ними делать и как выйти из положения.И,если производитель получит,к примеру, цериевый мишметалл паршивого качества или никель со значительным количеством примесей,то и получит в итоге продукт такого же качества,хотя весь технологический режим свято соблюдет...такая наша технологическая действительность.
- 1 074 ответа
-
- 12
-

-

-
@selco, Провари с подогревом -стабилизируешь размер и снимешь напряжение,а связи поставь сверху без всяких накладок.
-
@selco, Это работа больше для полуавтомата
-
@konstantinXX, Лучшее-враг хорошего,но хорошее все равно остается хорошим.
-
Александр ПАНЧ 11Была произведена корректировка лигатуры и режимов производства проволоки.В итоге получен очень качественный сварочный материал,лишенный предыдущих небольших недостатков - наблюдалось некоторое кипение при сварке. Сварка проволокой ф1,2мм открытой дугой "на холодную" в узкую разделку не дает пор.Шов прочноплотный .Сварка ТИГ без признаков кипения.Поверхность проволоки светлая,без следов эмульсии.Они добились хорошего результата,сделав отличный сварочный материал - я прогонял его в различных режимах,как полуавтоматической ,так и ТИГ . Вообще-то,Александр сам должен был об этом сказать,но скромность украшает человека..,что сделать. Камминс,разбитый шатуном с сеткой трещин в стенке блока.

- 1 074 ответа
-
- 17
-
-
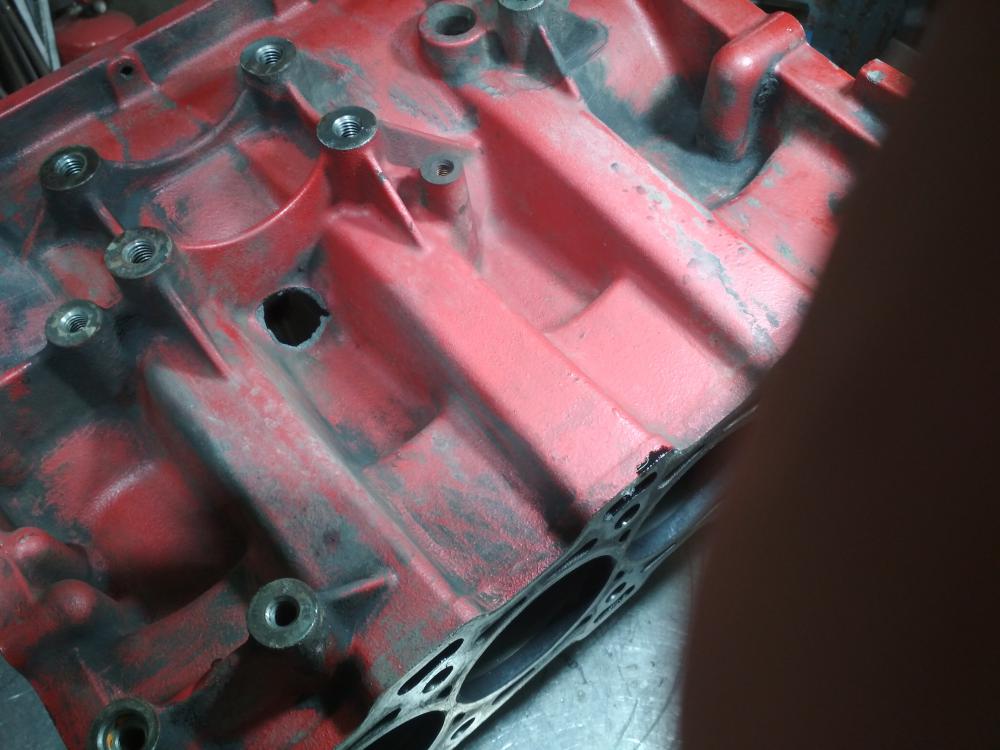
 Блок Ситроен.Трещина в рубашке и канале.Основная проблема - не допустить значительной деформации блока.Очень сильная пораженность рубашки коррозией под гильзами - ширина шва довольно большая и ,следовательно,большой объем наплавленного металла будет деформировать блок. .В итоге деформация стенки блока под швом в месте крепления поддона 0,15мм. Все остальное в норме.
Блок Ситроен.Трещина в рубашке и канале.Основная проблема - не допустить значительной деформации блока.Очень сильная пораженность рубашки коррозией под гильзами - ширина шва довольно большая и ,следовательно,большой объем наплавленного металла будет деформировать блок. .В итоге деформация стенки блока под швом в месте крепления поддона 0,15мм. Все остальное в норме.
- 1 364 ответа
-
- 22
-
-
Горелка ГЭП -2.Сколько было сделано такой грелкой! Абсолютная ремонтопригодность и неприхотливость в работе. Профессиональный инструмент... Остатки былой советской роскоши.
- 1 ответ
-
- 2
-
-
- отзывы
- технологии
- (и ещё 1 )
-
@dmitrui, Не поленитесь прочесть и,желательно,понять,то что прочли.ГОСТ 5264-80. Не привыкайте варить,как попало,а привыкайте,как нужно. У вас уже неплохо получается. Экспериментируйте с настройками и добивайтесь требуемого. 12. При применении электродов с более высоким временным сопротивлением разрыву, чем у основного металла, катет углового шва в расчетном соединении может быть уменьшен до значений, приведенных в приложении 2. 13. Допускается выпуклость и вогнутость углового шва до 30 % его катета. При этом вогнутость не должна приводить к уменьшению значения катета Кп (черт. 5), установленного при проектировании. http://www.docload.ru/Basesdoc/3/3930/x432.jpg Примечание. Катетом Кп является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кп принимается любой из равных катетов, при несимметричном шве - меньший. (Измененная редакция, Изм. № 1). 14. Допускается применять установленные настоящим стандартом основные типы сварных соединений, конструктивные элементы и размеры сварных соединений при сварке в двуокиси углерода электродной проволокой диаметром 0,8 - 1,4 мм (УП). 15. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения. 16. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ±5°. При этом соответственно может быть изменена ширина шва е, е1. 15, 16. (Введены дополнительно, Изм. № 1). Таблица правильно не становится - откройте ГОСТ.
-
и подачу уменьшить.Характерная ошибка:следят за проволокой,а не за ванной.
-
Соединение чугуна с титаном.100кг на разрыв выдерживает,больше не нагружал.
-
@konstantinXX, Мы с тобой как-то обсуждали возможное применение электродов ЦЧ 4.Так вот,прямое их назначение - это сварка чугуна на связях.
-
@mehanik1102, Нет,ресивер 18 кубов на выходе
-
@Фунтик, Для работы не нужен
-
@G_Kar, Прокомментировать эти снимки?
-
@selco, Валера,трудность нарезания резьб в тех же коробках,заключается в том,что трудно дать направление,т.е .есть смещение от вертикли.
-
@G_Kar, Где они ? И следующий вопрос:где достать такую проволоку в небольшом количестве?
-
@mehanik1102, Некропостинг -это не вполне соорентированное в пространстве и времени высказывание..В некоторых случаях оно простительно @mehanik1102, Показать условия хранения ?
-
@mehanik1102, Это остатки заброшенных лабораторий. Сгнивший поролон -это оттуда...условия хранения Игорь,при всем уважении,но скажу:у меня есть такой циркуль заводского изготовления. Вещь совершенно не нужная.
-
@mehanik1102, Это да.
-
@mehanik1102, То есть,ее надо любить?..
-
@mehanik1102, ---
-
@mehanik1102, Можете так точно определить температуру нагрева особенно в печах прямого нагрева,не муфельных ? Не всегда...в зависимости от химсотава .
-
@tig, Это интересная тема-не надо ее оставлять в забвении.Довольно часто встречается этот вид работ.
-
@Miners, изнутри изолентой --- Интересно,но это имеет право на жизнь при определенных условиях. Это,без всякой балды,выход и положения...думаю,лучше будет двойным слоем Как колготки вместо ремня вентилятора . Я не случайно сказал,что эти диски из Сочи.Кто знает серпантин дороги от Туапсе до Сочи ,тот поймет о чем идет речь,а речь там идет о жизни.
- 3 331 ответ
-
- 5
-
-
- технологии
- TIG
- (и ещё 1 )