Лидеры




Популярный контент
Показан контент с высокой репутацией 13.06.2021 во всех областях
-
А ко мне сегодня приехали два брата алюминиевых , один побольше другой поменьше . Скорее АМГ завтра маркировку поищу ,,,, ну и оденем завтра на братцев "пояски " 110мм шириной и толщиной 3мм , и будут бегать и бегать как новенькие .






 5 баллов
5 баллов -
Поддон Т130


 3 балла
3 балла -
@Sakhalin_Cat,Каждый конечно точит ,как он хочет,но мне такие методы не импонируют.Если заготовку закрепить хоть в тисках с подкладками,хоть на кубике прижимами тоже с подкладками и сверлить собственно перемещением бабки станка, которая для этого и предназначенна мы в итоге имеем что?Мы имеем то,что оператор реже меняет положение тела для закручивания тисков и меньше тратит сил- следовательно меньше устает,работает на автоподаче,т.к сверление таких сравнительно больших отверстий с ручной подачей утомительно - больше производительность.Соблюдаем сразу два требование ТБ- оператор не сунет рученки к сверлу и не работает с плохо закреплённой заготовкой.Ну и отверстия получаются менее косые .По времени то на то и выходит,только с целыми пальцами и без болей в спине.Такой техпроцесс вижу каждый день и мне кажется,что это наиболее разумно...3 балла
-
вот тут высказывание спорное.в своё время теоретики сделали мерс а класс.так вот на змейке он переворачивался.практики поменяли подвеску и всё встало на свои места.теория и практика это называется технология и одно без другого жить не может.и позвольте на минуточку....я не задавал вопросы.я на них ответил.вот в чём разница.не вижу странного ни чего.теоретики как правило далеки от сварочного процесса.у них горелки в руках не было.не знают они что это такое.у них цифры в голове. но без них никак.нарисовать это одно.а сделать совсем другое.на программе по лазерной резке и гибки всё отлично.на практике всё через жопу.2 балла
-
2 балла
-
@Isperyanc, . Тут главное понять, что сверление процесс непрерывного сьема металла, то есть после того как режущая кромка сверла углубилась (зацепилась) в металл и начала снимать стружку процесс снятия стружки должен идти непрерывно, для этого и придумана автоматическая подача. При подаче 0,15мм сверло выдает стружку толщиной 0,15 непрерывно до окончания сверления и всё это время режущая кромка находится в металле в очень плотном контакте отдавая ему большую часть теплоты возникающих от сил резания. Если подача неравномерная и недостаточная или обороты очень высоки то мы имеем мелкую рваную стружку или крупчатую. Такая недостаточная подача приводит к многократным "вгрызаниям" режущей кромки в материал и срыву процесса резания что очень сильно сокращает жизнь режущей кромки и приводит к практически мгновенному затуплению сверла. Высокие обороты-же дополнительно вносят огромное кол-во тепла от сил трения и значительно выкрашивают режущую кромку. . Сверло это инструмент который должен работать в жестко-заданном режиме, нельзя накрутить сверлу 14мм 1000об.мин и получить нормальный результат. Это примерно как и со сваркой, если взяли электрод 3мм, то и ток под него 140А, а если вы ему 280А воткнете то удачи уже не видать. Вот и у Вас на видео вместо 140А все 260А для электрода 3мм... . Это кстати очень часто встречающееся заблуждение навалить сверлу оборотов и думать что сверлится быстрее, нифига подобного все как раз наоборот, лучше посильнее надавить на меньших оборотах чем елозить без давления на бОльших. Это легко проверить на шуроповерте в который зажато сверло 10мм и кнопка которого регулирует обороты от нажатия. Просто сравните результат, навалившись на малых оборотах всей массой тела и пожужите на максимальных без давления. . Есть статья - Выбор рациональных режимов резания при работе на сверлильных станках.2 балла
-
Мкр. Солнечный, г. Саратов)))
 2 балла
2 балла -
Очередная гаражная поделка.
 2 балла
2 балла -
вот такой поддон попал ко мне это полный п......, в сварке я любитель,но я не могу понять как так можно делать, еще и брать за это деньги. блюдо должно быть хотя-б съедобным, а тут ....... оставили на неделю, подумаю на свалку или чем помогу пока не знаю.



 2 балла
2 балла -
@selco, песня-работа! И главное, выглядит опоясанный, симпотнее нового!1 балл
-
РДС электродами с основным покрытием может обеспечить наплавленный метал с низким содержанием водорода, что обеспечивает высокую ударную вязкость при низких температурах. Там, где это требуется, 111 процесс с использованием основных электродов незаменим. Насколько я знаю, нет широко используемых технологий сварки П/А или РАДС , обеспечивающих низкое содержание водорода в металле шва.1 балл
-
@stalker72,
 1 балл
1 балл -
Война все ближе.1 балл
-
На вопрос "как?" внятного ответа так и не последовало
 1 балл
1 балл -
Скорее, вопрос не в нагрузках и зарплате, а в результате - моральное удовлетворение результатами труда в некоторых случаях намного выше материального вознаграждения , впрочем, одно другому не мешает.1 балл
-
@Точмаш 23,Вот об этом и речь, выбили новое оборудование, коллектив специалистов, (по сварке точно), про остальных не скажу, не сталкиваемся, но внешние причины не дают людям работать, и ещё если Николаевич уйдет, Дмитрий, Владимир, Игорь, и кто молодежь учить будет. Когда у людей возникает мысль уйти, то как правило это случается. Тем более с такими нагрузками, и такой зарплатой.1 балл
-
Сегодня для пары аппаратов ПХД провёл, наступает жаркий сезон и нужно избавиться от пыли и мусора в недрах, для хорошего охлаждения.
 1 балл
1 балл -
@Rayans, при этом шов будет тоньше, то есть присадка меньше, и поводок будет меньше. Но... Но можно и не вертикально поставить, а наклонно.
 1 балл
1 балл -
Ремонт тисков, или Первый раз варил чугун электродами Достались мне как-то советские тиски, чиненые, но во вполне рабочем состоянии, грех жаловаться. Спустя больше года, я умудрился их сломать — силушка-то богатырская, а ума маловато )) Узнал, почём будет ремонт, пошёл на базар за электродами по чугуняке, купил китайских десяток на 1500 наших тенге (3,5 доллара). Варил с подогревом паяльной лампой до серого цвета побежалости и суточного остывания в минвате. Пока работают, я доволен.


 1 балл
1 балл -
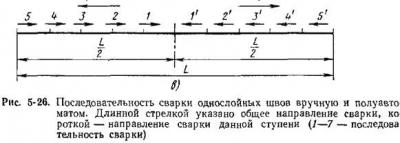
Сегодня опробовали стрелочки.... усе путем .


 1 балл
1 балл -
Какой сварщик, такие и будни. Скорее, будни слесаря. Не было забот, да купила баба порося. Телевизор прикупил, по случаю. Пришлось подставку делать. Сварку до минимума свел, чтобы не корежило и зачищать меньше. Рамку не дочистил, после зачистки двух крестиков на кладбище из нержи от одного вида болгарки с души воротит. Может завтра дочищу. А дальше ждать, пока клей с Али приедет, пятаки к стеклу приклеить. Вот как то так будет, снизу колесики, сверху две стеклянных полки. Одна на рамке, вторая на пятаках.




 1 балл
1 балл -
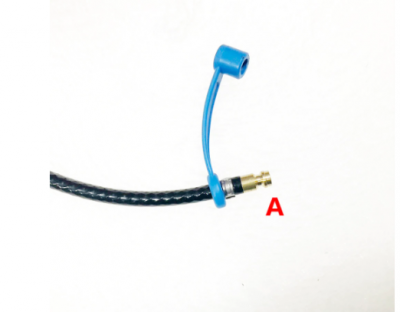
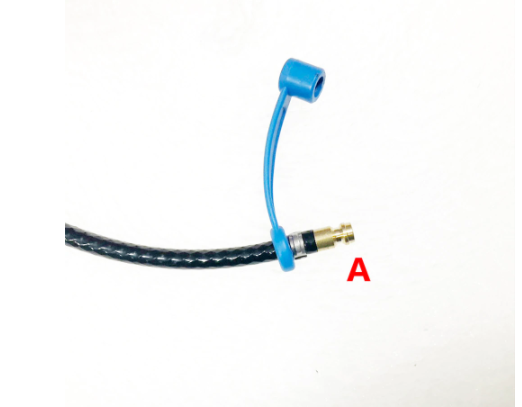
@ugaida,@Serj55441, @тор, Обратите внимание ответ - нет такой возможности! Теперь посмотрите с другой стороны, сколько раз приходилось переделывать после (нет такой возможности) сварку чугуна электродом уони или ПА св08, что в этом случае вы про себя говорили? Все ваши случаи это (нет такой возможности) т.е. сменить рукав т.к. нет оборудования. Мне подобные на переделку приносили (нет не сразу а где то на следующий год т.к. сезон ходит в лучшем случае) а так часто меняю рукав только из за того что его не варили а банально высох и пропускает по заводской обжимке, что там говорить про хороший прогрев в этом месте? Я то же варю с тряпочкой трубки в форме U, когда в станок (у меня их три вида) не влезает, но не рядом и даже не 3см а дальше, специально разрезаю трубку и вставляю в станок для обжима а потом этот конец привариваю. В вашем мастерстве не сомневаюсь и верю что точками почти в плотную к рукаву можно заварить не перегрев шланг НО! это не рентабельно и все же рискованно, да и клиент (такого плана ремонта) не всегда возвращается при следующим ремонте к исполнителю, как бы не зачем, если травит под рукав, его просто заменят, ехать к сварщику не надо, смысл пытаться предъявлять, год прошел...1 балл
-
Делал такие выкрутасы (около 10мм до стаканчика) и не раз, всё держит. Всё зависит,как подойти к вопросу. 80-85 ампер китайских, рядом человек с воздушным пистолетом. Присадок 2.4мм, точку втопил и сразу воздух. Возни есть малёхо,но интересно. р.с. конечно,под ответственность того(любимые слесаря ),кто просит не менять шланг и елки. Перед этим шланг на стол,надпись маркером "Без гарантий,дата,его роспись" и фото на память.1 балл
-
Нет такой возможности у местных. По личном опыту на 20-25 таких сварок приходится один "косяк", о чём честно предупреждаю клиента.1 балл
-
Принесли после попытки сварки п/а. Там 2 пайки кроме всего. В итоге вырезал этот кусок и вварил новый.



 1 балл
1 балл -
черным по белому написано что присадок для ад31 4043.а что там может быть я не знаю.практика это лучше чем теория.1 балл
-
трещина по шву идет.прям в центре.это по багажникам.кто на кольский полуостров ездил тот поймёт.много машин в своё время подготавливали.при сварки 5356 трещит по центру шва.8 лет назад перешли на сварку присадком 4043.проблемы ушли.проверенно временем.не знаю кто как!!! а я выводы для себя сделал.по моей работе сварка ад31 только 4043.его когда после сварки ломаешь.он тянется.всё остальное рвет рядом с около шовной зоне или по шву.диски мото часто привозят спортсмены.так их варю только 4043.на прыжках после сварки 5356 лопается.хотя было такое что очень большой катет укладывал.толку нольрвет около шовную зону.вот и говорю.у меня мнение только одно.амг сварка присадком 5356. а ад31 4043.по крайней мере у меня это проверено временем.приехали ко мне тут крышки.варены были алси.всё зер гуд.а вот то что раньше варили до этого алмг.рвёт по шву или около шва.на своей продукции собаку съел.знаю что к чему.не буду настаивать.но по факту все так и есть.по крайней мере у меня.5356 по ходу боится вибрации.не эластик она.вот её и разрушает.если кому надо то могу продать 3 катушки для полуавтомата 1.0 5356.есаб.до сих пор лежит не востребованная.по 2.5 рубля.6 кг. намотка на 300мм катушки.знаю что не в тему.тут по тигу.1 балл
-
Сегодня швея-мотористка принесла по виду чугун, напильником по скаблил вроде чугун. Запчастюля ну очень мелкая.Заварился хорошо







 1 балл
1 балл -
" Раз пошла такая пьянка..." Защита, раскрой на плазме, без должной подготовке сварили, потом доваривали. Практически всё пришлось удалять, и всё равно, при сварке, всплывала грязь.

 1 балл
1 балл -
Кронштейн подножки мото, кто то пробовал варить и видно не получилось, наложили стальную пластину и проклепали заклепками вместе с поксиполом. Исправил.


 1 балл
1 балл -
Каждый раз когда вижу тинейджеров набирающих себе алюминиевую проволоку для п/а, так охота насовать им лещей и пинков прям в магазине. Примерно так выглядит их сварочный процесс п/а за 15-20 т.руб 120-160 китайских ампер,баллон аргона и понеслось насералово на все и вся, будь то АМг, АМц, АК, ЦАМ им пофиг они главное варят, варят аргоном. Последствия таких произведений самые разные непровар, подрезы, поры, усадка металла, коробление детали. И вот теперь дядя Коля на MANe каждые 2-4 месяца снимает интеркулер с бачком сделанным подобным рукожопом с новой трещиной в шве Трещинку заварил тоже п/а но сказал сразу до следующего раза в новом месте дунет.

 1 балл
1 балл -
Это целлюлозные электроды - они "быстрозастывающие". При сварке он создавал/поддерживал "замочную скважину", сквозь которую он создавал форму шва на обратной стороне, также сквозь "замочную скважину" поступает и газовая защита этой обратной стороны шва. При сварке "углом назад" или "углом вниз" в данном случае, газовая защита по идее лучше. А чтоб не было наплывов и прожигов - более аккуратные настройки аппарата, диаметр электрода, плюс навык, ну и удобнее ему было наверное. Основной смысл - создать хорошую форму шва на обратной стороне. Второй проход, тот который "горячий", используется для исправления дефектов корневого шва, которые получились уже с наружней стороны - подрезы и вкрапления шлака по бокам шва (так называемые "цепь вагончиков" которые визуально получаются на рентгене). Подрезы это стандартная проблема целлюлозных электродов, они варят как бы струйным переносом и дуга сначала как бы вырезает основной металл, а потом только идет заполнение, и чтобы не было подрезов надо специально удерживать электрод у кромок, как-то так. Но при скоростной сварке ниточный корневых швов, сварщику как бы не до подрезов. Шлак от целлюлозных электродов позволяет его переплавление, и чтобы не вырезать болгаркой всю наружную часть шва в попытке вырезать зашлакованные подрезы, корневой проход слегка защищают, а потом "горячим проходом" переплавляют и устраняют все дефекты корневого прохода. Когда же нужно особо высокое качество металла шва, то корневой шов почти полностью вырезают, грубо говоря оставляют только обратный валик, и остальную часть шва заполняют основными электродами.1 балл
-
Привезли на переделку, варили 5356. Переделал, швы может не очень, провар с дух сторон.







 1 балл
1 балл -
Можно и в "Поржать"...
 1 балл
1 балл -
Не охото в гараж идти, но принесли сходни алюминиевые древние, все в г...е и окиси. Где смог вычистить, там болеменее, где нет, там ещё хуже чем на фото у ВлоДона. Но поверь, жить будут очень долго)) Но всё же не поленился): Здесь болеменее: ] а здесь не "супер" но жить будет)) РС: п/а Феникс 355 пульс, толщина настройки от 1.5 до 6.5, в зависимости от конфигурации шва.









 1 балл
1 балл -
сегодня на работе наблюдал вот такую картину - приехал прицеп местных дальнобойщиков, только купили.1 балл
-
Вот такое чудо сегодня принесли ,со словами ,-доварить немного надо , у того сварщика аргон закончился... Ну не хочет человек менять кулер.
 1 балл
1 балл -
Не знаю где был ремонт, но очень не профессионально, навалили присадки кремниевой и рады)) Хуже нет переваривать по такому кроилову






 1 балл
1 балл -
Дело к обеду, как раз сендвичи поспели! Пассажир говорит, нам раньше один мастер все варил, сейчас от дел по бочкам отошёл и к вам отправил, мол он ваш учитель и рекомендует. Дар речи ко мне и сейчас не полностью вернулся.




 1 балл
1 балл -
корпус кпп, с чего не знаю исправил, не фонтан но смотрится получше





 1 балл
1 балл -
привезли гбц на фрезеровку. похоже основной металл даже не плавился, просто навален присадок. да и после еще и трещины остались.


 1 балл
1 балл -
Алюминий трудносвариваемый материал, но никогда не думал что настолько!!!!!!!!!!!



 1 балл
1 балл -
Сегодня привезли котёл на предмет переварить сюки,котёл простоял в печке около сорока лет.Новый не хотят,говорят что этот ещё послужит.Интересно этот котёл сварен,как будто ток стоял на всю,и сварщик торопился куда то. Налил воды ,дунул его компрессором,постукал молотком,вроде нормальный.Наверно походит сколько то.





 1 балл
1 балл -
Раньше тепловые узлы варили и все работало как надо).
 1 балл
1 балл -
На днях приезжала дама на Infiniti FX35 с глушителем. Пока снимал посмотрел немного швов на подвеске. Не ожидал от такого уровня авто такой уровень сварочных швов



 1 балл
1 балл -
Видать бак противный попался, так его и не победили, придётся мне исправлять.))

 1 балл
1 балл -
Комментарии излишни.... И это "делал" сварной" на зарплате. Именно "наделал".




 1 балл
1 балл -
Я практически не работаю рдс. п/а и агроном,а электродами краску хорошо мешать . С автосервиса я.1 балл
















































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)