Лидеры




Популярный контент
Показан контент с высокой репутацией 08.09.2025 во всех областях
-
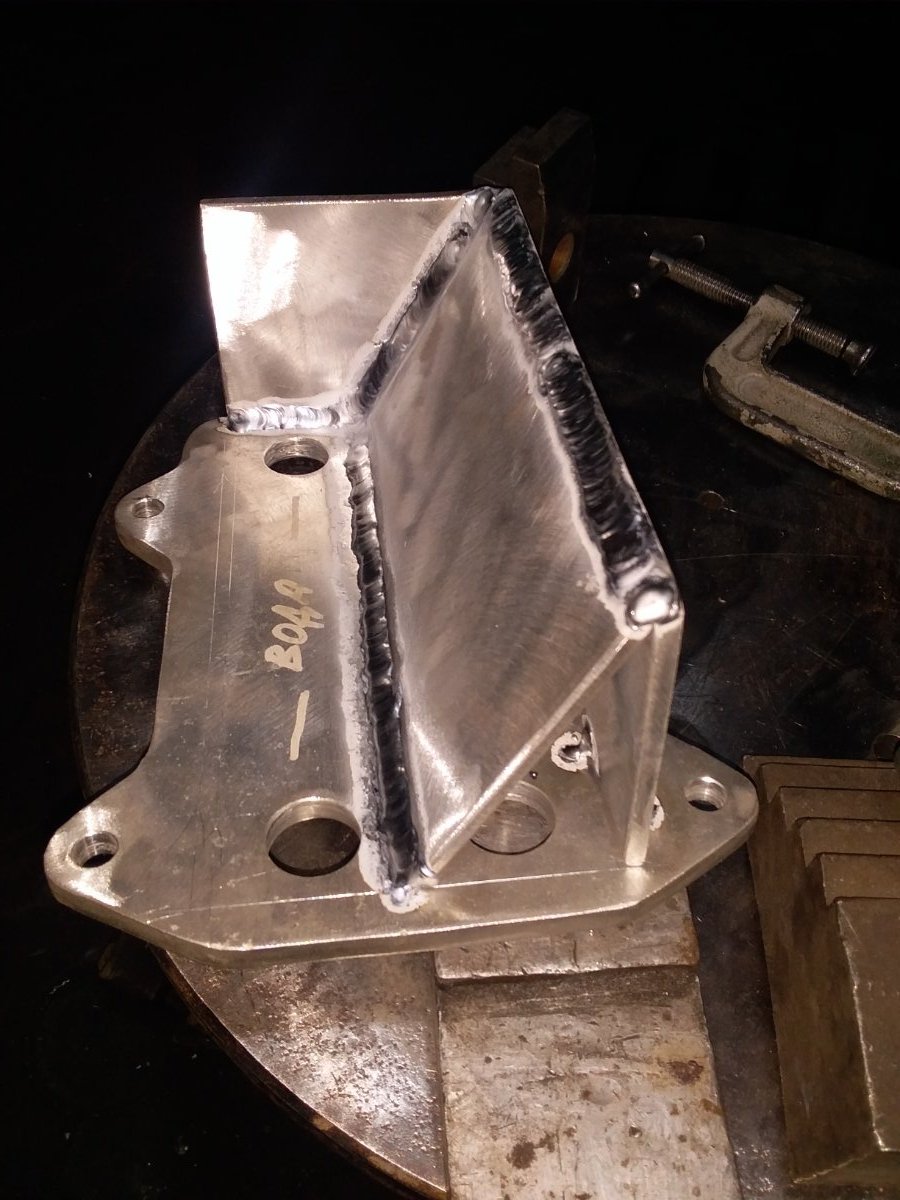
Блок Каминс/камаз.Уронили,бывает. Осталась еще на катушке проволока 0,8 из первых партий,неосветленная. Главное -это плоскости. Отклонение 0,25мм по поддону и 0,15 с торца. Без полуавтомата здесь делать нечего. Облицовка панч,мнжкт. Важна очередность прихваток и наложения швов.Внутренняя разделка на всю глубину. В отверстиях резьба восстановлена.
 3 балла
3 балла -
Конечно, есть.EWM,Lincoln Electric,KEMPPI,... Это сарказм, если что.Все китайцы-клоны друг друга с незначительными вариациями по цвету корпуса и расположению ручек... И чем больше с ними работаю, тем больше нравятся Эво и Форсаж...3 балла
-
Лучше попрактиковаться с ним варить а не надеяться на один лишь аппарат. Всего-то надо научиться резко отрывать, а потом точно возвращать электрод к месту сварки. Почти вся страна варит Ресантой и Сварогом, т.к они очень распространены и вполне нормально. Не в подвале же в позе буквой Зю ржавые трубы ремонтировать. Из тех моделей, где в функциях заявлена регулировка длины дуги мне попадались только ИЖ ВД200 Мастер, Торус-260. Но за их цену для дома проще полуавтомат купить, у которого дуга точно не тянется. Будет куда оправданнее и функциональнее. И вообще зачем прямоугольные профили варить с отрывом? УОНИ 2,5мм и ток пониже и вперед Вот там уже да, к выбору аппарата надо внимательнее отнестись.3 балла
-
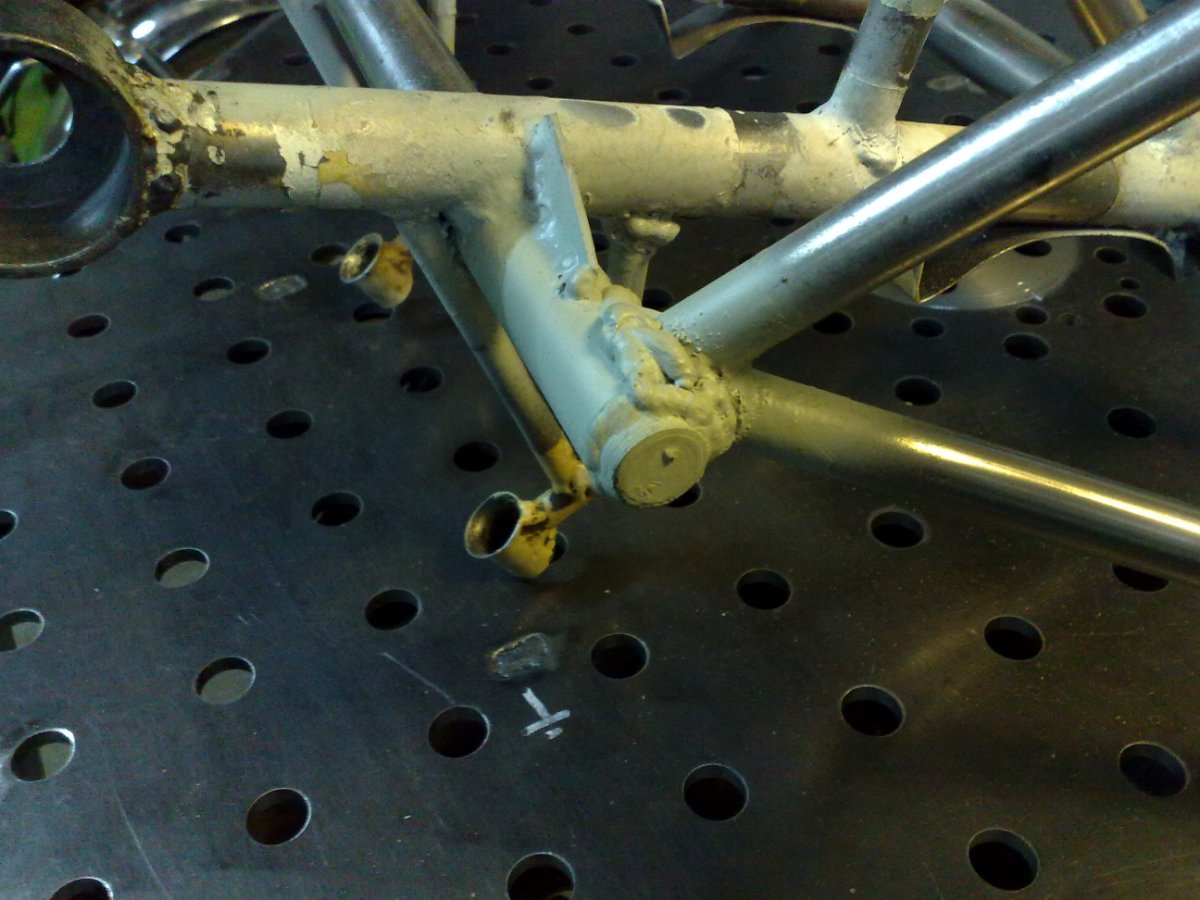
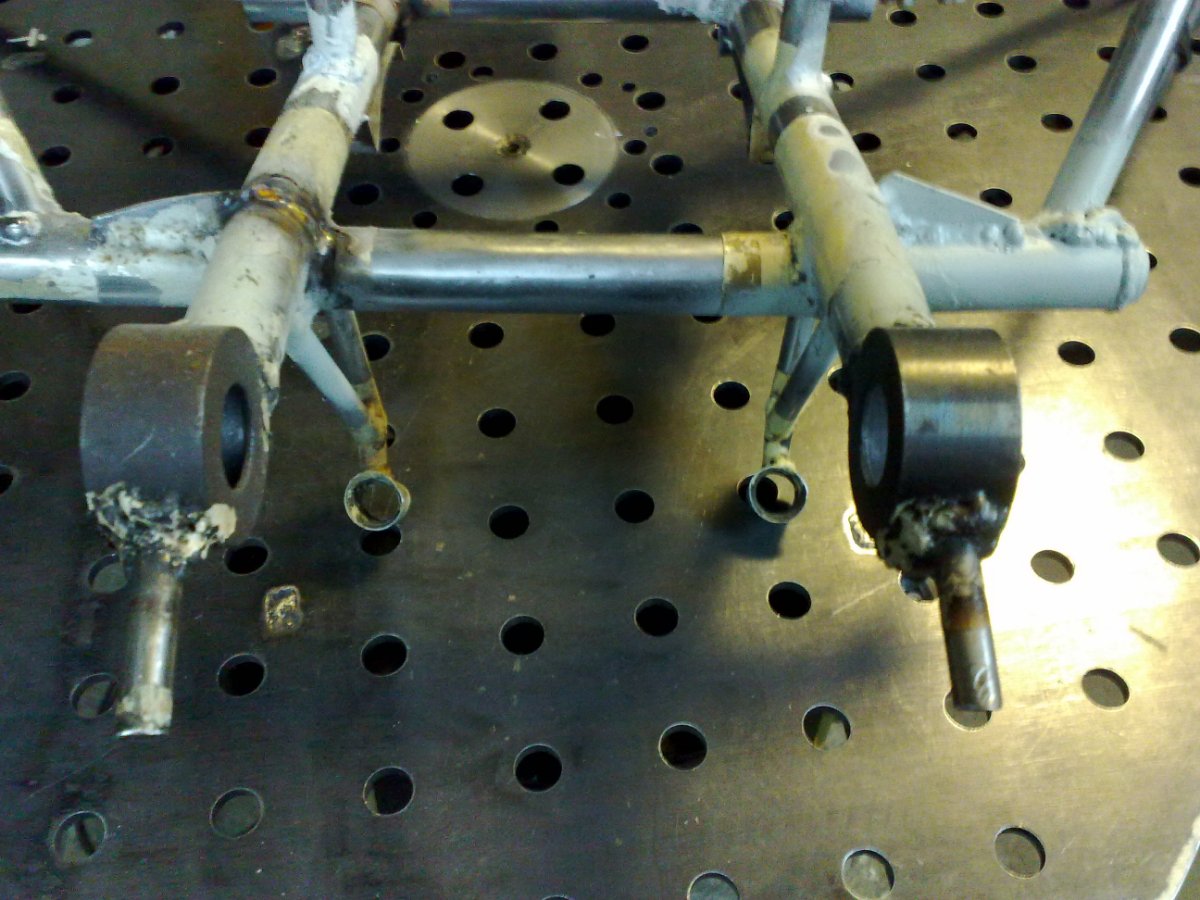
Бывают такие моменты,когда надо ехать дальше,а замены нет и не предвидится. Амортизатор корейский. Шток закален.Разрушение хрупкое.В этом случае сварка только 316.Прочность по механическим свойствам св.шва.Процентов 30 от основного металла потеряет,но работать будет до очередного форс мажора.
3 балла
-
Поддержу, пользовался много лет, не именно ВУДИ-201, а модель которая не имеет режима РДС, ВДИ -180, того же производителя, мой первый домашний ПА, только положительные впечатления оставил он у меня. Производят в Ростове на Дону.1 балл
-
Посмотрите ещё на ЦИКЛОН ВУДИ-201. У меня такой есть и мне он нравится.1 балл
-
Сейчас я вам всё же порекомендую взять полуавтомат, который хорошо дружит с порошковой проволокой. Это вас сильно сэкономит время и силы. , конечно, сейчас уже все полуавтоматы хорошо варят покрытым электродом. И да, вы не озвучили бюджет. Если он у вас не ограничивается, то очень рекомендую сварочное оборудование Kemppi1 балл
-
Приветствую. Если кому интересно. Эта штука ещё работает. Всё так же. Жалоб нет.1 балл
-
Вторая модель получше будет. Не предел мечтаний, но лошадка рабочая и неприхотливая. В своем бюджете нормальный выбор. Если нужен аппарат на долгие годы вперед, то его "аналоговое" управление большой плюс, для домашних нужд хватит с головой, если углекислоту прикупить. При этом достаточно мощный в плане ПВ. Главнейший минус для меня в нем - нет 4Т режима. Владею таким, покупал б/у (сейчас ему 6 лет), пробег в порядка 10 катушек по 5 кг (жестянки в работе мало, поэтому быстро перешли на трехфазный аппарат, т.к. надоело вышибание автоматов от перегрузки при длительной сварке). Если аппарат нужен для постоянной работы и зарабатывания денег, то я бы рассматривал модели с синергией, там все-таки оптимальный режим можно настроить чуть быстрее, а при постоянной работе его ресурс нивелируется количеством проделанной работы и заработанных денег. В большинстве своем сносно варит сразу из коробки. При ручной настройке над уменьшением количества брызг так возиться часто не хочется, а при синергетике подгоняешь пару раз напряжение и до следующего включения аппарата часто можно его более не трогать практически во всем диапазоне работы и иметь меньшее количество брызг даже в СО2. Но перед этим аппарат само собой надо понять и погонять его синергетику во всем диапазоне регулировок.1 балл
-
не совсем. Все же разные прошивки и следовательно, могут немного но иметь отличия в процессе эксплуатации. Но в целом, да, главное отличие это цвет корпуса да их полно. Например Decapower. АВРОРА ПТК, Elitech ... вот серьезно, долго их тут все описывать.1 балл
-
В свое время после долгих размышлений между Авророй и Сварог выбрал Аврору. 6 лет дружим, не подводила и все пожелания с ней свои исполнял. Тигом так ни разу и не пользовался, а полуавтоматом и ММА наработался вволю. Нет оснований для разочарований.. Но для ММА в поле беру Ресанту.:)1 балл
-
Вот так люди моторные рамы на самолет варят (смесь чернухи, наверняка беспородной, нержавейки и черной присадки) и не парятся. А тут... Какие-то 1,5 тонны веса. Главное самому под грузом не стоять и на следствие выбрать твердую позицию защиты (аргументы из первого сообщения слабоваты).
1 балл
-
Ресивер кондиционера. У китайцев свое видение устройства подобных ресиверов,а в России несколько другое. Трубка развернута не в ту сторону.Вскрыть крышку и развернуть трубку на 60гр.,а потом косить под полуавтомат на вращателе,чтобы отличия не было,а под краской и не будет.
1 балл
-
Наплавка изношенной поверхности полумуфты.Хотя это и не транспорт,но близко. Возможно,это ХВГ,даже, скорее всего, это так. Наплавк В3К до приемлемой твердости без термообработки.
1 балл
-
Если арматура свариваемая, что д.б. отражено в ее маркировке, и полоса из свариваемых без ограничений марок стали, то развалиться не должно, если были расчеты на прочность. При проектировании наруженной конструкции всегда важно знать материал деталей. Если материал неизвестен, то сварку делать несколько рисковано. Надо образцы поломать перед этим, чтобы оценить свойства шва.1 балл
-
Выше температура проволоки при КЗ-выше текучесть Ток упал, количество расплавленной проволоки в единицу времени уменьшилось Длина дуги больше, факел шире... Это лишнее, но пусть будет Это просто навык, получение желаемого результата при заданных параметрах режима на определённой скорости прохода Никакой магии, просто физика.Общая и процесса в частности1 балл
-
В общем итог: - индуктивность на максимум (+10%); - скорость подачи проволоки уменьшил с 3,7 до 3,5; - напряжение поднял на + 5% ( больше- начинает попердывать); - чуть уменьшил подачу газа. И с седьмого шва получил приемлемый результат. Спасибо коллеги.1 балл
-
Прошел позавчера боевое крещение сварки чугуна на реальной детали бывшей долго в эксплуатации, столкнулся с трудностью что деталь ну очень пористая, много песочных включений и прилично так в себя масла впитала. Какая-то деталька от станка лопнула по середине резьбы. Понес ее к газовому посту уличному, чтобы удалить краску и максимально выжечь грязь и масло, кстати резачок факел очень классный, ни в какое сравнение с китайскими. Основная сложность состояла в том, что необходимо было прихватками стянуть деталь так, чтобы совпала резьба на половинках и ее не увело во время сварки. У меня никаких струбцин для этого не было и никто не помогал. Сваривал потихонечку, проковывая шовчики и вырезая поры, которых было довольно прилично, несмотря на мои попытки выжечь всю бяку, она все равно поднималась, давая копоть и пару раз создала даже ну очень неспокойную ванну, закончил облицовочкой на малом токе, чисто для красоты (знаю, что так не совсем правильно, но даже на работе качество выполненной работы часто оценивают только по визуальной составляющей), и отнес в остывающую печь, при сварке ниразу не было звука характерному возникновения трещины, к моей радости удалось добиться полного совпадения половинок, мне сказали, что детальку сегодня уже установили и все ок
1 балл
-
На максимальные обороты выведи гену.1 балл
-
Появилось недавно
1 балл
-
Сварка трубопроводов плавящимся штучным электродом. Благодаря средствам массовой информации, в представлении многих начинающих сварщиков, именно сварка труб под давление штучным покрытым электродом является вершиной сварочного мастерства. Хотя это не так–но стереотип достаточно живуч и поддерживается рядом околонаучных и откровенно бредовых мифов о «чувстве металла», «богом данном таланте!» и прочей нетехнической ерунде. В данном случае мы рассмотрим ручную дуговую сварку трубных стыков ручной дуговой сваркой электродами с основным покрытием. Хотя для других покрытий это тоже работает, с небольшими поправками. Не нужно бояться пробовать. Под контроль (РГК и УЗК) трубы варят не сварочные боги и не маги, а такие же обычные люди, как и мы с вами. Некоторое волнение, который часто сопутствует сварке ответственного соединения, не только наносит вред душевному равновесию, но часто может является причиной неудовлетворительных результатов. Понимая, что здоровье, физическое и душевное у нас одно, и, хотя сварка труб -это ваша репутация и хлеб- всё же постарайтесь относиться к процессу максимально легко и несколько отстранённо. Подготовка соединений к сварке Качественная подготовка-половина успеха. Соединения чистим от ржавчины, масла, иных загрязнений. При необходимости стык просушиваем и подогреваем. Убираем задиры, заусенцы и другие дефекты. Делаем притупление 1,5-2,5 мм. Выставляем зазор согласно норматива, диаметр металлического стержня электрода зачастую и выступает здесь в качестве калибра. В крупных монтажно-строительных предприятиях данные операции выполняет слесарь, либо заготовки готовятся машинным способом, на сварщика в этом случае возлагаются контрольные функции. Сборка Сборка проводится с применением специальной оснастки (внутренних или наружных центраторов). На смещение кромок и разнотолщинность стенок трубы есть соответствующие нормативные документы, отклонения от номинала не должны выходить за границы допуска. Собранный стык фиксируется в предсварочном положении либо оснасткой, либо прихваточными швами, количество и геометрические размеры которых также определяются нормативной документацией. Сварка Первое, что необходимо уяснить раз и навсегда-нет никаких «волшебных» настроек и «тайных знаний», «секретных манипуляций» электродом и прочей околосварочной чуши. Для успеха процесса нужна только твёрдая рука, понимание физики процесса и более-менее приличный источник тока, способный выдавать примерно 200А в максимуме. Больше всё равно не потребуется, даже для толстостенных труб. Направление сварки Как сваривать стык-сверху вниз или снизу-вверх-зависит от типа электрода, степени ответственности соединения и мастерства сварщика. Приемлемые с точки зрения качества сварные соединения можно получить в обоих случаях. Ниже рассмотрим процесс сварки снизу-вверх. Величина сварочного тока Зависит от типа и диаметра применяемого электрода. Для начала можно применить упрощённый расчёт-30А/1мм диаметра электрода для нижнего положения. Для вертикального положения ток снижаем на 10-20%. Например, берем электрод с основным покрытием диаметром 2,5мм. Выставляем ток 55-75 А и зажигаем дугу на какой-либо металлической поверхности, пробуем. Ток должен быть максимально малым и вместе с тем обеспечивать стабильное горение дуги. Важно выставить правильный ток. Попробуйте слегка, без усердия, прижать электрод к сварочной ванне – прилипать он не должен. В этом режиме и будем начинать сварку. Техника и порядок действий Подготовленный к сварке стык фиксируем с соблюдением технологических требований. Закрепляем стык в неповоротном вертикальном (или, если требуется, горизонтальном) положении будущего шва, обеспечив себе удобный доступ ко всей поверхности сварки. Проверьте сварочный и обратный кабели, что Вы на них не наступили, что маска надёжно сидит на голове, опустите и подымите её (маску, а не голову), убедитесь, что светофильтр как раз напротив ваших глаз и обеспечивает хороший обзор. Военная хитрость. Если над душой не стоит начальство, начните сварку стыка с самой длинной прихватки, на ней вы разожжёте дугу, проверите правильность стартовых настроек и с неё же поведёте корень. В ином случае не мудрите. Вообще, начинать можно с любой точки, главное-сваривать противоположные секторы стыка поочерёдно. Корневой проход. При сварке корневого прохода не старайтесь добиваться идеального внешнего вида-главное –сплавление кромок и величина обратного валика. На потолке без лишних движений держим кончик электрода в зазоре, уводя понемногу вверх по мере сгорания (он словно сам продвигается). Ведите электрод чуть выше кромки формирующегося корня, чуть придавливая кончик электрода. Добиваемся горения дуги внутри трубы с формированием обратного валика и характерным фыркающим звуком горящей «навылет» дуги, также следя за оплавлением обоих кромок: вы сразу заметите, если дуга бежит по одной, не оплавляя другую, на жаргоне сварщиков электроды “козыряют”, в этом случае-останавливаем сварку и делаем в месте останова УШМ так называемый “заход”-местное утонение окончания шва. Если дуга горит исключительно наружу (это вы тоже заметите), значит у вас тепловым расширением стянуло кромки (на жаргоне "слепой стык". Зачастую его можно «продавить» на бо́льшем токе, но лучше прорезать углошлифовальной машинкой с диском 1,6-2.5 мм. «Косячный» электрод откладываем и берём другой. Не нужно их экономить, если стык не пройдёт контроль, вы будете готовы отдать очень много, но будет поздно. Горячий корень шва не должен провисать соплёй; если это происходит, то либо ток чрезмерно большой, либо вы излишне медлительны. Выводя на положение приблизительно 8 часов (представьте срез трубы как циферблат часов) начинаем “раскачивать” горящий кончик электрода приблизительно на полдиаметра от кромки к кромке, оплавляя их и получив едва заметное “окно”, через которое вы опять же контролируете формирование валика. Уточнение. На малых толщинах и диаметрах это окно лишь угадывается, ни к чему его разваливать в дыру. Держите кончик электрода без колебаний, меняя лишь позиционирование электрододержателя чтобы на максимально низком токе обеспечить горение дуги. Выводя на 10 часов по условному циферблату желательно наклонить держатель от себя, обеспечив горение дуги непосредственно на край валика. В отличии от потолка, придавливать горящий кончик ни в коем случае не нужно и даже противопоказано, прожоги нам не нужны. Прихватки по мере продвижения дуги можно полностью срезать, либо оставлять-это зависит от конкретной технологии сварки и области производства. Выходя электродом с “захода” и на “заход” добивайтесь оплавление края, часто для этого нужно на долю секунды придержать электрод. Заполняющие проходы Заполнение–это гораздо проще. Зачищаем корень до чистого металла. Зажигаем дугу и ведём ванну, придерживая кончик электрода на краях для того чтобы оплавить кромки. В идеале, у нас получится в меру ровная вогнутая поверхность, которую можно обстучать от шлака или пробежаться УШМ с дисковой щёткой, что лучше и быстрее. Иногда вам может показаться что проще сразу пройти облицовку шва, без заполнения. Здесь главное—не переоценить свои возможности. Да, некоторые марки электродов с короткими вязкими шлаками позволяют набрать “жирную” ванну, но, при перегреве металла (который сам по себе недопустим) ванна может закипеть и выдать дюжину симпатичных пузырей, которые в худшем случае останутся незамеченными, а значит–неисправленными. Также внимательно следите за стартовыми порами, часто появляющимися при зажигании дуги, особенно на ветру или холодном металле, зачищайте их УШМ до полной выборки. Также, целесообразно наложить дополнительный слой с потолка и на самом верху, не трогая вертикал. Облицовочный проход. Облицовочный проход всегда на виду-зачастую по внешнему слою судят о сварщике не только окружающие и начальство, но и не всегда компетентные представители техконтроля. Важно занять удобное положение– максимально группируемся, используя доступную точку опоры, Вас не должно болтать и потряхивать от мышечного напряжения. И забываем про весь окружающий мир, с этого момента Вы- робот. Выводить облицовочный слой нужно максимально размеренно, равными по частоте колебательными движениями, без резкого дёрганья и сложной каллиграфии, коей грешат некоторые пособия. Чем проще-тем лучше. Варите как автомат, как запрограммированный механизм, придерживая на кромках на небольшое мгновение, достаточное для оплавления и недопущения подреза, не забывайте, что середина шва не должна проваливаться, обеспечивая равномерное усиление валика по всей длине; при должном заполнении, оно само получается, как надо. Не уводите чересчур электрод от ванны, но и не царапайте её обмазкой (в этом случае остаются непривлекательные, похожие на дефекты следы). В отличии от корня, где мы выводим кончик электрода самую малость выше наплавки, здесь мы непосредственно держим дугу в сварочной ванне. Если появляется излишняя, явно заметная грубая чешуйчатость, необходимо прибавить ток. Добавляйте ток понемногу, без фанатизма, не допускайте наплывов. Выводим на нижнее положение (верхняя точка) и, на завершении секунду-две держим горящий электрод в одной точке и гасим дугу выводя её чуть вперёд (не на тело трубы). У Вас должна образоваться ровненькая, малозаметная точка без кратера. Шлак убираем зачистным абразивным кругом. «Замки" запиливаем УШМ/ПШМ аккуратно их закругляя, убираем брызги. Чистить околошовную зону, как правило, допустимо только металлической щёткой. Ждём результатов контроля и радуемся полученному результату, или исправляем выявленные дефекты, анализируя свои действия, если что-то пошло не так. P.S.Материал с нового ресурса ТопВелд, сайт допиливается, поэтому не всегда пока доступен.Там много всякой интересной инфы, по мере публикации буду что-нибудь подтягивать...1 балл
-
Баловство это всё. Speedglass forever)))
1 балл
-
Коллеги, всем привет. Купил аппарат Неон ВД 201 АД AC-DC. При работе по нержавейке вопросов не возникало, все отлично всегда хороший поджиг, варит мягкой, замечательно! Наступил момент, начал варить алюминий, конкретно АМГ5, присадка 5356. Зачищаю, обезжириваю, вообщем все что нужно. Аппарат не хочет работать или работает как-то через раз, на третий т д. Конкретно, не хочет выходить на базовый ток, если и выходит то с 3-го поджига, дуга не стабильная, рваная, не управляемая. Все настройки которые можно было применить, перепробовал все! Даже грешил на просадку напруги в гараже! Обратился к Алексею tehsvar, рассказал историю болезни))) Коллеги! Решение было настолько простое! Алексей посоветовал заменить газ!!! Свариваю в аргоне. Как раз закончился балон. Поменял. Вы не поверите! Буду то мне заменили аппарат! Мгновенно все встало на свои места! Поджиг с первого раза, дуга там где надо, варит очень мягко! Поменялось все, от звука сварки до зоны очистки и т д. Свариваю лодку, конкретно сейчас сварка гидролыжи, привариваю кильсоны, варятся швами не более 30мм. На 2000мм швов полно, ни разу аппарат т е поджиг не подвёл! Радости нет предела!!! Коллеги! Не торопитесь с выводами о плохом аппарате и т д. Всему виной был газ! Вот лодка что собираю. А это мой аппарат. Охлождение делал сам. Работаю в данный момент на красном антифризе. С уважением Александр.
1 балл
-
Всем добра! Алексею снова благодарность и поклон до земли за его терпение и трудолюбие!!! Выручает просто постоянно! Вот я ему очередной шарик из навоза прикатил,как жук говнокат! От замыкания отгорело пару резисторов,на первый взгляд! Вот я и подумал,что СПЕЦИААААЛИСТЫ,занимающиеся официально ремонтом EWM,Kemppi,Esab,EVO и проходившие на этих-же заводах обучение (это написано на их официальном сайте),уж точно имеют схемы и возможность сделать этот аппарат! И отправлять не надо,всё рядом! (время хотел сэкономить на логистике) Увы!!! После двух недель мне так и не назвали ни стоимость, ни объем работ, ни собственно причин столь долгого ремонта!! Мне сказали,что все МЛЯ плохо!! Подождал ещё недельку и снова звоню, а мастер уехал в командировку!!! Еще через неделю сказали ,приезжайте ,возврат без ремонта, счет за диагностику мы вам выставим! И вот тут меня порвало!!!! Собственно остальное вы знаете. И что-бы я ещё раз.......!!! Алексей,вот куда мы без тебя??
1 балл
-
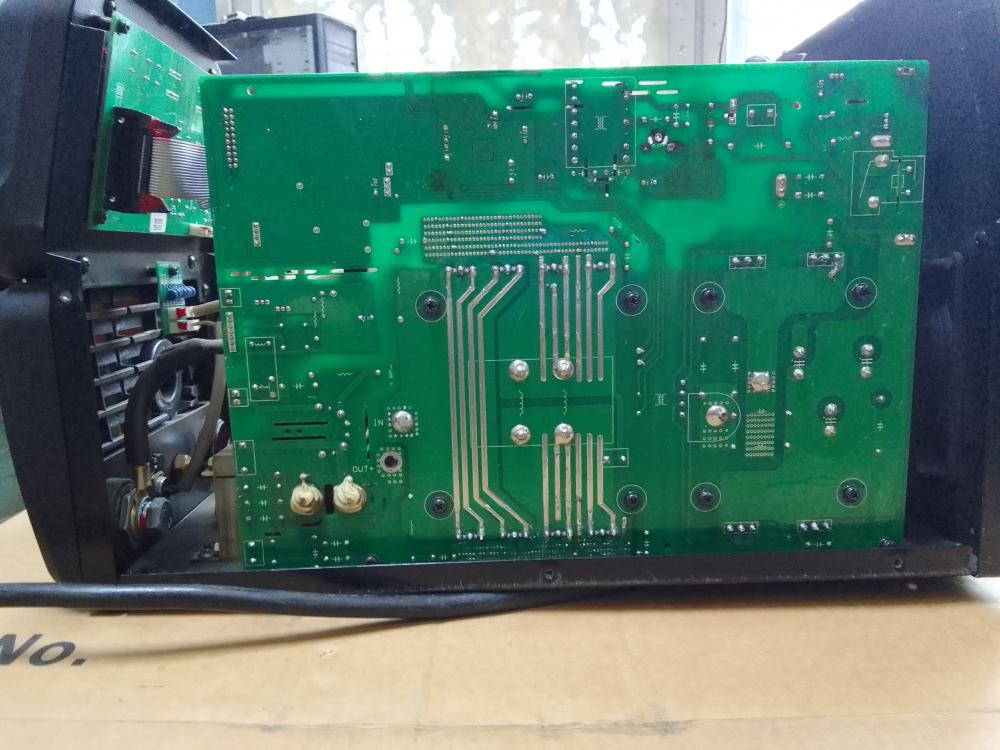
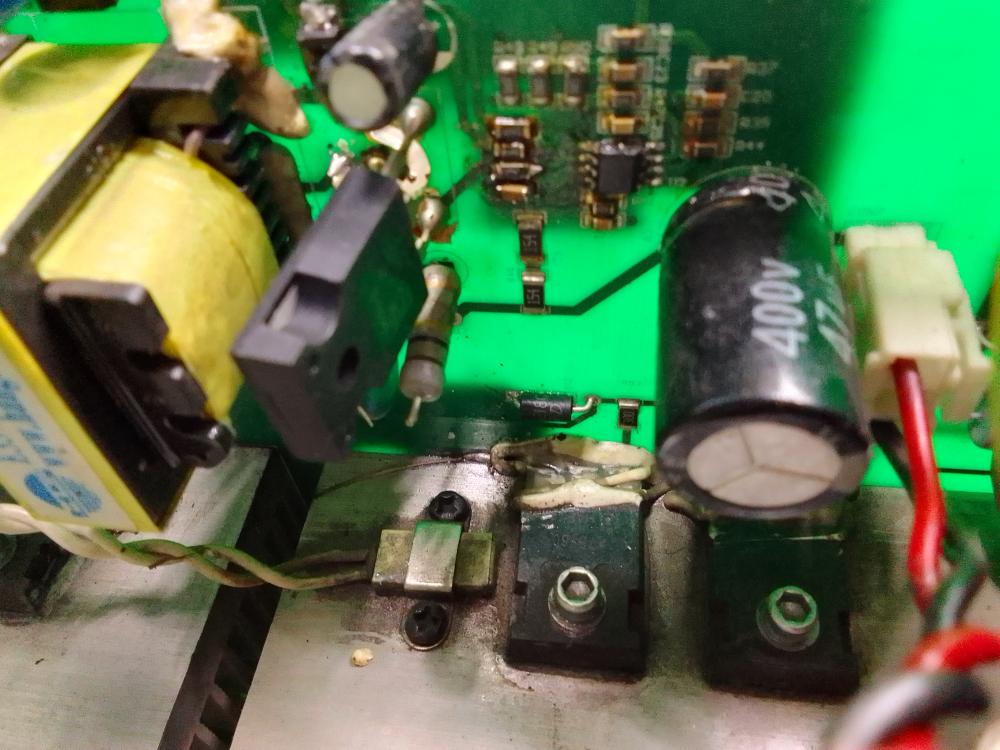
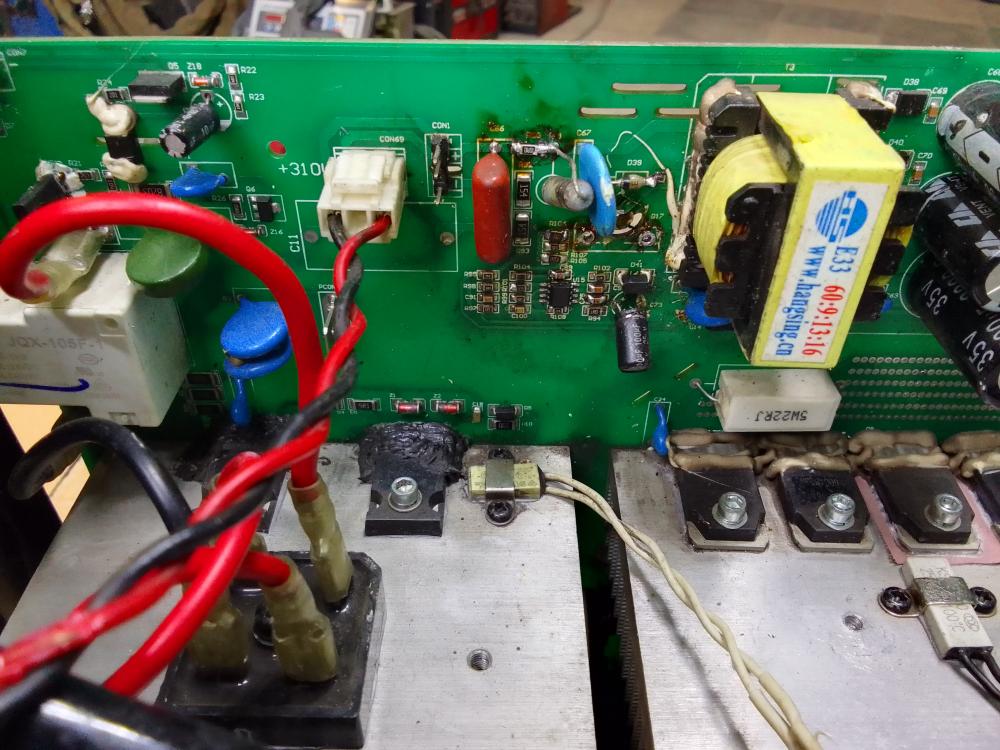
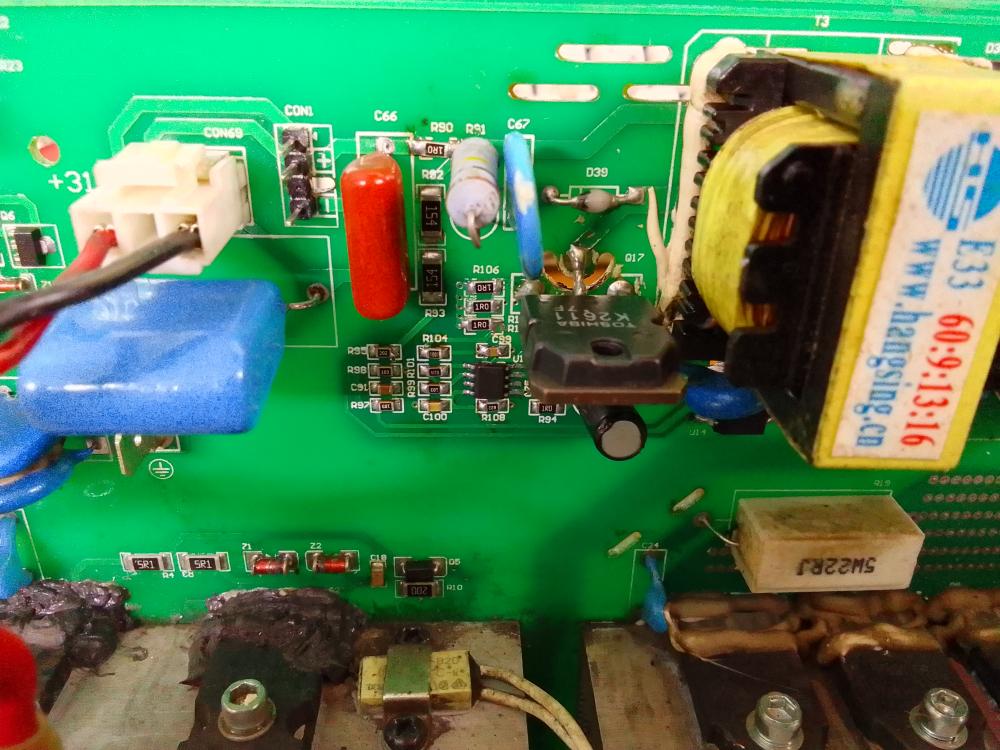
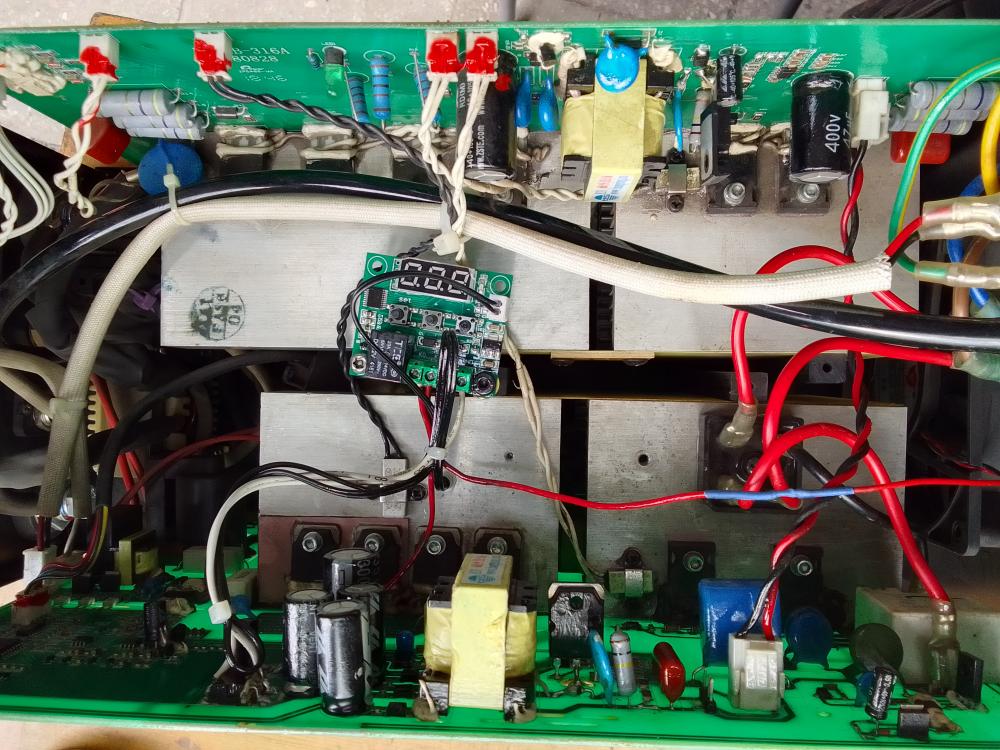
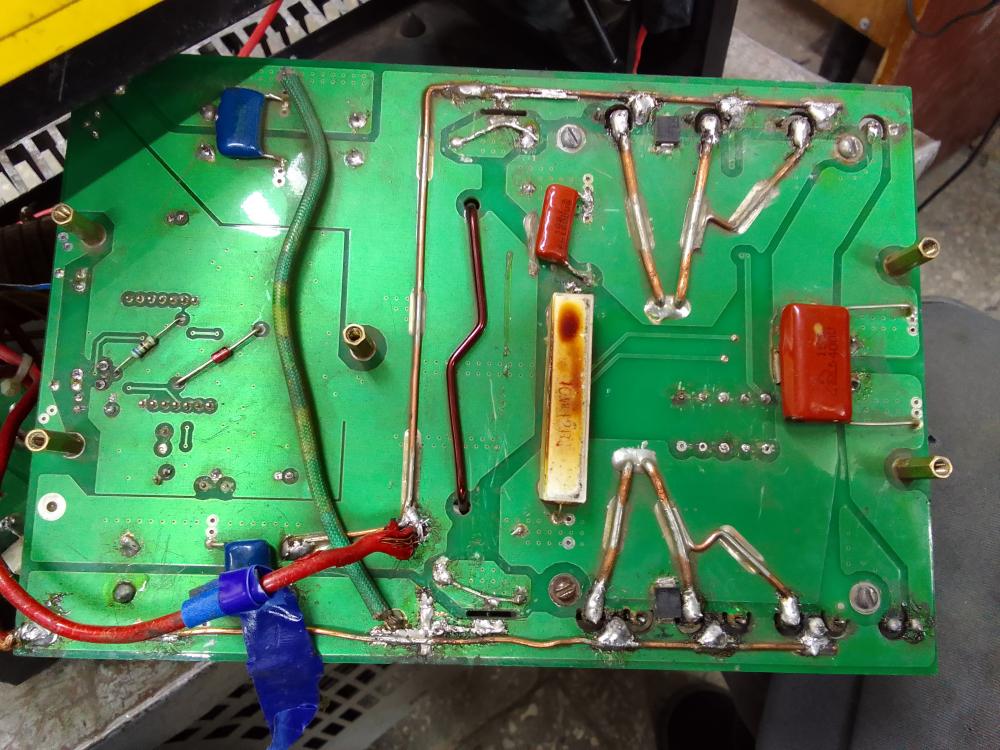
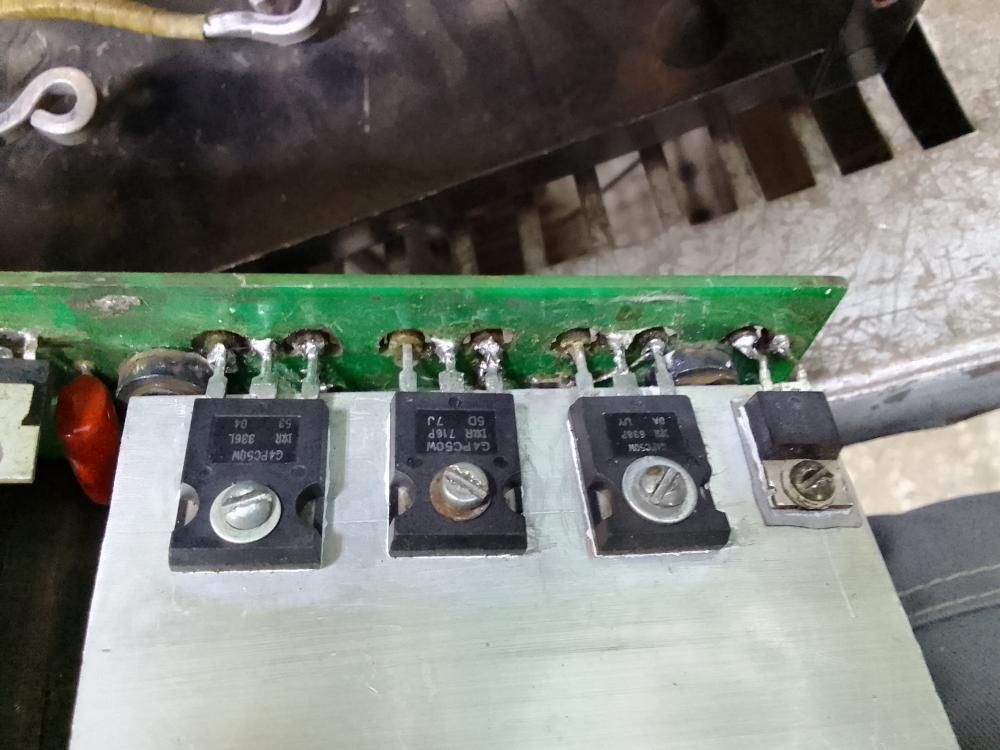
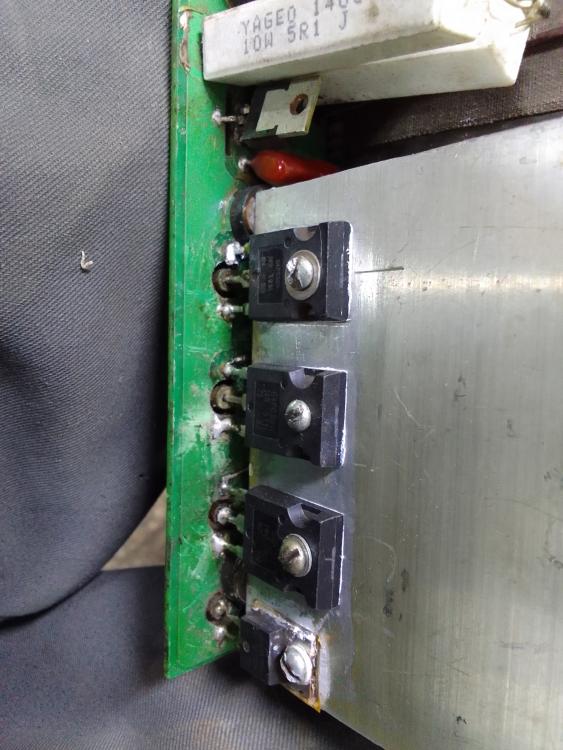
Приехал со Свердловской области аппарат Вега 205 АС-ДС. Нашего форумчанина. Полез он в аппарат устанавливать плату управления вентилятором, но кольцо на пальце перемкнуло конденсатор и БАХ ! Выбило вроде немного. Решил отвезти в один местный сервис с треугольником на логотопе. После месяца ремонта он его забрал и мне прислал. На фото ребята доломали не только сгоревший блок питания, но и его аналог на другой стороне. Как в анекдоте - а я и образец запорол ! Пришлось подетально прикидывать и подбирать, что там стояло, так как напутано было всё. И затворные резисторы и токовые резисторы, кондёры, да и многое другое. И за это с него ещё хотели взять деньги. Типа, мы же ремонтировали его ! После восстановления проверили на нагрузку аппарат, вымыли плату, залачили. Ну и поставили ему эту злосчастную плату управления вентилятором. Установили датчик, сделав отверстие в радиаторе выходных диодов, вклеили в отверстие этот датчик термоклеем, запрограммировали плату на сработку при 40С и отключении в 30С. Предупредили, что если будет выше 30С на улице, то он не отключится. По ссылке есть видео работы этой платы. http://websvarka.ru/talk/topic/18675-reguliator-oborotov-ventiliatora/?do=findComment&comment=481388 Я не люблю говорить плохо об людях, кто ремонтировал до меня аппарат, так как звучит как самореклама, но в этот раз я просто обалдел от качества работы сервиса. Фото 2,4 и 5 это то, что было. На 6 и 7 то, что получилось.
1 балл
-
С Барнаула прислали Циклон ВУДИ-201. Я пообещал, что в перерывах между партиями Линкольнов V-270TP посмотрю этот аппарат. Хозяин пытался его ремонтировать, менял вентилятор, но случайно что-то замкнул, бахнули транзисторы. Закупил, впаял, но перепутал разъёмы на управлении. Как он решил, возможно сжёг контроллер. У меня осталось немного разных контроллеров на различные серии Циклонов с давней поры, когда мы их ремонтили. Потому и согласился помочь человеку, тем паче, что производитель ему не ответил. Но после вскрытия аппарата и осмотра, я предположил, что это мягко сказано про контроллер ! Весь аппарат перепахан. По принципу - если проверить каждую деталь, то, по идее, аппарат должен запуститься! Но пайка ужасная, полно трещин на планарных резисторах, обрывы. Я вообще удивлён был, что он у хозяина даже искрил. Правда индикаторы не работали, как он сказал.
1 балл
-
немного поработал ручной дуговой сваркой.
1 балл
-
сейчас в Воркуте тянем теплотрассу,а до того в Усинске на лукойловских трубопроводах работал,так что заметил ,что для неповоротнах стыков там все используют LB-52U,2.6 по корню,3.2 на облицовку, безотрывной дугой,лучше всего конечно с выносным потенциометром, я его малость доработал,приклеив магнит на корпус,теперь леплю его под левую руку прямо на трубу,ток можно регулировать прямо по ходу процесса,шов получается отличного качества.Переехал в Воркуту,здесь УОНИ 13-55, трех разных производителей,характеристиками отличаются кардинально,от полного сходства с LB,до полного барахла,потому как поработав с LB,поневоле начинаешь считать его за стандарт1 балл