Лидеры




Популярный контент
Показан контент с высокой репутацией 29.06.2021 во всех областях
-
Работа, столик. 4 дня моей работы: напилить, подогнать, обжарить и потом финальная сборка.
 11 баллов
11 баллов -
Меломанам на заметку!
10 баллов
-
Случилось два события- я купил аккумуляторную болгарку и мать потеряла ключ от гаража.Ну собственно грех болгарку не испытать.Попутно наварил уши для навесного замка.Шо характерно,гараж выходит на оживленную улицу,а дверь в дом закрыта- т.е совершенно не очевидно прохожему,что я пилю свои ворота.И хоть бы кто слово сказал.Наводит на размышления...
8 баллов
-
@SergDemin, брешет она, пишут что немало. В зависимости от экземпляра 210 по шкале равно 160-180А по факту. Плюс дачный поселок, что там с сетью я не знаю. Электроды сырые сто процентов. Да, мне хоть и сложно дать оценку, но спинной мозг тоже говорил, что ток большой. Дело в том, что я к сварщику в жизни ближе трех метров и не подходил никогда. Это уже по ювелирке, когда занялся микросваркой, изучил общую теорию процессов, теорию РАДС, так как моя сварка является частным случаем аргоно-дуговой сварки. Немного есть знаний о плазменной и лазерной видах сварки. Да, четыре года занимаюсь микросваркой и золота и нержавейки. Имею за плечами профессию литейщика и определенный технический "багаж". Неплохо паяю твердыми припоями. О ручной сварке покрытым электродом у меня очень и очень поверхностные познания. Варить изначально не собирался- просто хотел "пощупать" сей процесс. Горящий электрод видел только в ютубе. Кум- на полвершка круче- за держак пару раз брался. Но в итоге сказал, чтоб варил я. Я за эмоциями поехал и их получил)))8 баллов
-
Как говорил давно уже один мой знакомый: — " И такая (censored) повторялась каждый день...." Сегодня выполнял железячные работы, люминь остался на следующий раз...
7 баллов
-
Продолжу тему. "Два подхода" первый день - разогрев и залил вд-шкой, на второй день приварка гайки , разогрев и выкручивание обломка.
6 баллов
-
6 баллов
-
Есть 10 желающих, давай уж открывайся! Просто поменял обычное сопло на газовую линзу и был поражен. На ЕВМе пробовал с линзой алюмишку варить так там дуга скакала как сумасшедшая и шов получался в порах. Что русскому хорошо то немцу смерть.)))
6 баллов
-
6 баллов
-
Если делать отопление, то эмоций будет больше в разы. Процедура воду слить - залить прям как усилитель вкуса. Попробуйте в следующий раз чуть отодвинуть ось шва от торца трубы, чтобы ему досталось меньше тепла, и электрод наклонить так, чтобы дуга гнала ванну на торец. И если грядёт прожёг, то переходите в ручной пульс, то биш в отрыв.6 баллов
-
5 баллов
-
@Спанч Боб, А если заземлить аппарат и стол, да ещё правильно настроить аппарат и подобрать электрод, то тогда вообще проблем не будет.5 баллов
-
Прошел сегодня боевое крещение))) Первый раз в жизни взял в руки держак с электродом. Варили на даче у кума калиточку. Прямоугольный профиль 40мм по широкой стороне. Толщина стенки 2мм. После часа тренировки на обрезках кое-что начало получаться. Ток 100-110А по крутилке на аппарате. Эмоций- масса))) Аппарат такой: Электроды такие: Что получилось:
5 баллов
-
4 балла
-
По вышеуказанным причинам- труднодоступности фирменных электродов, их дороговизне, а также благодаря непреодолимой страсти к исследованиям, энтузиазму и прочим недугам) А также благодаря отзывам других пользователей, которые выглядели примерно так: "Пробовал электроды с золотой краской- показали себя очень достойно" "Эти электроды практически не уступают фирменным, работают по грязному металлу" и т.д. Я провел свои исследования и написал вышеуказанный обзор на ряд электродов. А уже после, расширив список, провел тест на сварке цепочки. В чем особенности теста? 1) Сплав заведомо известного состава. Я лично приготовил сплав СрМ925, соблюдая технологию. Лично изготовил проволоку, соблюдая технологию. 2) Полученные колечки, даже если между ними имелись различия, были тщательно перемешаны между собой. Каждое кольцо имеет одинаковый диаметр, одинаковое сечение проволоки. Спираль разрезалась лобзиковым полотном одинаковой толщины, что обеспечило равную массу и одинаковый диаметр в сомкнутом состоянии. 3) Цепочка, которую я взялся изготовить, металлоемкая. Количество колечек в ней составило свыше тысячи штук, что обеспечивало мне длительную, однотипную платформу для испытаний. Каждое новое колечко- новый импульс поджига на свежем металле с одинаковой температурой свариваемого металла. Одно кольцо- один поджиг (иногда два, но об этом позже). Любые отклонения в силе сжатия кольца, качестве контакта и т.д. компенсируются количеством повторений. 4) Свариваемая поверхность- колечко имеет малый радиус- 3мм наружный диаметр, и малое сечение проволоки- 0,52мм, что способствует лучшему поджигу дуги. Исключается отклонение дуги куда либо от точки контакта электрода и свариваемой поверхности. 5) Одинаковая форма импульса, угол заточки электродов, расход газа. Газ хорошо бы ВЧ, но и имеющийся аргон прошел тест на титане. При диаметре сопла 4мм я создал сварную точку диаметром 5мм на большой, плоской титановой пластине. Цвет исключительно серебристый. Даже под микроскопом не было намека на окрашивание. 6) Рабочий ток все-же несколько отличался в зависимости от электрода (об этом позже). По мере износа электрода производилась коррекция рабочего тока в сторону увеличения. Условия испытания- окончательный отказ поджига дуги с испытуемым электродом после нескольких повторных попыток с уходом в "пердеж" и "хлопки" при величине рабочего тока, обеспечивающего качественную сварку звена цепочки. Выглядит процесс сварки схожим образом: https://youtu.be/8ITWk38lz-I https://youtu.be/KsDsOfJ8x3U Вроде бы ничего не пропустил, если что забыл- дополню. Продолжение следует...4 балла
-
Как то сильно затянул свое обозрение, рассчитывал за вечер, максимум- за два все написать. Так уж как вышло) Попробую более сжато подвести итоги и выводы. Каждый вид электрода испытывался дважды, некоторые, которые слишком быстро сходили с дистанции- трижды. Особенности поджига на микроимпульсных аппаратах, отсутствие осциллятора, холодный электрод, высокая плотность тока и высокая нагрузка на электрод при поджиге позволяют испытать именно электроды, выявив то, что при прочих условиях зачастую весьма не очевидно или размыто. Что было выявлено в ходе этого испытания и некоторых последующих опытов: 1) Различия между электродами разных производителей есть и они порой очень существенные. В чистом тесте пропасть между плохими и хорошими оказалась еще больше. Худшие проигрывали лучшим иногда более, чем в двадцать раз (!) по количеству стабильных поджигов. 2) На цвет маркировки электродов обращать внимание можно исключительно в рамках линейки одного производителя или производителей равноценного качества. Естественно- при условии, что продукция качественная. Как пример- "зеленый" электрод хорошей фирмы по стойкости на постоянном токе высокой плотности всухую уделывает WL-20 или WT-20 другой фирмы. 3) Стойкость некоторых электродов марок WL-20 и WT-20 не выдерживает никакой критики- они физически разрушаются при невысоких значениях тока. В момент поджига отделяются части электрода. 4) Некоторые электроды, которые неплохо повторно зажигали дугу на свежем металле, давали регулярные сбои при повторном поджиге на сварной точке. На поверхности свариваемого металла при этом не наблюдалось ничего аномального. 5) На разных электродах дуга имеет разную интенсивность при одних и тех же параметрах рабочего тока. Длина свободной части, угол заточки- все одинаково. То есть чтоб получить то же проплавление нужно набросить ток. С качеством электродов зависимости при этом нет. 6) Скорость розжига дуги на разных электродах разная. На плохих эта величина хуже. На сверхкоротких импульсах дуга не успевает сформироваться правильно, что приводит к тем же "хлопкам" и "пердежу". Полагаю, что переходные процессы такой электрод будет отрабатывать хуже, особенно- если холодный. 7) У некоторых экземпляров обнаружилась одна очень неприятная особенность. Серебряные звенья свариваются быстро, в микроскоп видно только вспышку дуги и ничего более. Само звено при этом, в силу низкого электрического сопротивления серебра, даже в зоне сварки не раскаляется. Но некоторые звенья явно раскалялись и зажигались красным на треть окружности. Провар при этом был такой себе- точнее кольцо сварилось, но выглядело не очень. Разгладить такую сварную точку не удавалось- металл не плавился даже при значительном повышении рабочего тока. Я поначалу подумал, что может что-то попало в серебро, или это какое-то совпадение. Но вскоре понял, что это происходило только на нескольких электродах разных фирм. Одна упаковка оказалась в лидерах по этому явлению. Я провел еще ряд испытаний и уже с уверенностью смог сказать, что с электрода что-то переносится в ванну, после чего росло сопротивление серебра и повышалась температура его плавления. Происходило это через 10-15 поджигов. Иногда чаще, иногда- реже. Визуально в микроскоп никакой аномалии на рабочем конце электрода замечено не было- ни выкрашивания, ни оплавления, ни следов какого-либо разрушения. 8) Хороший электрод обладает способностью к самоочистке при повышении рабочего тока, плохой- нет. Но это скорее всего касается лишь микросварки, хотя... 9) Дуга с разными электродами по ощущениям разная. На хороших она мягче, по звуку как будто шелестит, что-ли. Растекаемость металла, формирование сварной точки при этом лучше. Это тоже наверное больше касается сварки, которая работает одиночными импульсами, особенно короткими. Допускаю, что это связано с пунктом 6. Но разница ощутимая. 10) На смену угла заточки электроды всех производителей реагируют примерно одинаково. 11) Диапазон рабочих токов в основном имеет разную ширину. Плохие электроды как правило плохо работают на низких и высоких токах. По всей видимости имеют сильную зависимость от диаметра. Хорошие- захватывают значительно более широкий диапазон. Если что забыл- дополню, если вспомню. Заключительную часть постараюсь написать сегодня.3 балла
-
Неописуемость - баобаб для собаки.3 балла
-
Рабочее колесо насоса. Износостойкий легированный чугун.3 балла
-
Жара спала, это накопилось "шедевров от диметчиков" А это в парке очумелые сварщики,
3 балла
-
система рачагов 8мм листовая резаная гидроабразивом , оси 14мм , привариваемые поверхности из 10ки и 2 газлифта . Масса крышки + гранитный камень на ней около 200 кг . Двое , не скажу что легко , но без особого напряга ее поднимают2 балла
-
@Лепило,Советую делать раздвижную стойку( труба в трубу и фиксирующий болт),ножки пирамидой.На стойке два языка приварить,шоб кабель сматывать. Кабель КГ.2 балла
-
@morgmail, а как быть с мобильностью тогда? Вот к примеру автоцистерна, ее нужно тогда к общему контуру заземления приваривать? А аппарату горелку 100 метров, что бы он стационарно стоял, но был так же заземлен? Хрень полная получается. Сундукам эта земля вообще похрен, для беспроблемной работы трехфазника достаточно просто трёх фаз, без земли. Если Форсажам для стабильного горения дуги, без прострелов, действительно необходима земля на корпус и заземленная деталь, это вершина маразма.2 балла
-
цена килограмма т.к она так и весит. https://spb.tiu.ru/p469225721-480-10210-krylchatka.html2 балла
-
Спасибо, пока вроде не мешает. В основном мелочь свариваю на нём . Мог вообще без него обойтись, но рама была готовая, но сверху думаю типа съемной решетки сделать. И места где поставить аппарат и расходку не было приходилось убирать в ящик на верстаке, т.е. каждый раз доставать сварочник, эл-ды, кабеля.
2 балла
-
Виктор, возьмите ф 2 или 2,5. И всё получится увереннее. Больше удовольствия от процесса будет. А так конечно неплохо поздравляю с ручником.2 балла
-
Несколько датчиков в параллель будет вернее. Для уменьшения общего сопротивления при нагреве. И от него же зависимость на ШИМ, что бы увеличивать заполнение для изменения частоты вращения вентилятора в зависимости от температуры.2 балла
-
@artem 1, Стол надо делать плоским... Мешать будет здорово.2 балла
-
Ремонт реношного интеркулера.2 балла
-
Тоже отмечусь в теме, наконец-то доделал сварочный стол в гараж, делал как всегда из того что было) P.S. В планах купить полуавтомат так, что оставил место для него справа.)
2 балла
-
С чего все начиналось- фирменные электроды для распространенных ранее на рынке немецких аппаратов PUK и американских Orion в регионах могут быть труднодоступны или недоступны вовсе. А также имеют очень высокую цену. Вот ссылка на американские фирменные (цена упаковки из 10 шт. диаметром 1мм и длиной 66мм равна 45$) https://sunstonewelders.com/orion-micro-tig-welding-electrodes Немцы в этом году превзошли сами себя по жадности. Особенно это касается их новых, более устойчивых электродов. За упаковку из 10шт. огрызков диаметром 1мм и длиной 25(!)мм они просят 49 евро. https://www.lampert.info/media/schmuck/preisliste/preisliste-elektroden-20-11-2020-1747.pdf Поэтому по вышеуказанным причинам, а кто и из интереса, решались на попытку замены фирменных электродов на покупные. С Orion это проще, так как он "берет на борт" миллиметровые, а вот PUK работает в основном с электродами 0,5мм, которые и найти то проблемно, не то что выбирать из чего-то. Но разговор не об этом. С чем столкнулись пользователи? Не буду сейчас искать точные цитаты, передам на словах о "левых" электродах". "Там, где родным варишь не задумываясь, этот вообще не производит сварку" "Ставишь точку, а ее просто нет, заточки хватает на одну-две точки" "Металл почему то не растекается" "Очень жесткая дуга, очень плохо варит, быстро теряет заточку, отгорает кончик электрода" "Не работает по загрязненному металлу" (к этому пункту мы еще вернемся) Повторюсь- дело не в аппаратах. Это особенности работы микросварочников с отскакивающим электродом. Аппараты немецкие, американские, а впоследствии- и российского производства. Это также важный момент для чистоты эксперимента. Далее будет...2 балла
-
Подогрел, приварил гайку и вывернул.
2 балла
-
Вот. Собрал по быстрому стоечку себе с прожектором. Прожектор 75 ватт. Подсветка реза и разметки. Профиль вроде 25 мм. Почистил, покрасил. А не чо так, даже днём в мастерской мне понравилось как светит. Все светильники перебивает. Что в принципе не удивительно. Но можно было сделать очень хорошую стойку. Уже есть идейка. Очень сильно греются эти модели сзади. Наверно светодиоды не выдержат долго. Ставил как то с отдельным блоком питания сзади и нормальным радиатором. Те хорошие.
1 балл
-
Пользуясь оказией задал вопрос президенту, такого содержания: "Здравствуйте. Постановлением Правительства РФ от 12 ноября 2016 г. N 1156"Об обращении с твердыми коммунальными отходами и внесении изменения в постановление Правительства Российской Федерации от 25 августа 2008 г. N 641" с изменениями и дополнениями от 15 сентября, 15 декабря 2018 г. были утверждены Правила обращения с твердыми коммунальными отходами (далее ТКО), которые противоречат Конституции Российской Федерации по следующим основаниям: 1. В этих правилах понятие "экологический сбор" (ФЗ №89) подменили на "обращение с ТКО". 2. Согласно Федеральному закону - N 89 от 24.06.1998 "Об отходах производства и потребления экологический сбор (это затраты на сбор, транспортирование, обработку и утилизацию товаров, утративших потребительские свойства) учтён в их стоимости и после покупки товаров гражданином соответственно обязанность уплатить за обращение с ТКО им исполнена. 3. С 1 января 2019 года внедренная система обращения с ТКО обременяет граждан платить за него. Пункт 8.17 Правил обременяет граждан собственников жилья договором на оказание услуг по обращению с ТКО без их согласия, и они получают квитанции с начисление платы за эту услугу, дальше кто платит, а с кого взыскивают. 4. Очевидно, что Правила обращения с ТКО направлены против Конституции Российской Федерации (ч. 3 ст. 35) на лишение средств у граждан уже уплативших за экологический сбор. Как Гарант Конституции Российской Федерации не могли бы Вы обратиться в Конституционный Суд Российской Федерации с заявлением о признании незаконным Постановления Правительства РФ от 12 ноября 2016 г. N 1156 как противоречащего Конституции России?"1 балл
-
Здесь то же самое-вопрос в другом-готовы ли потенциальные работодатели поучаствовать в подготовке кадров для себя рублем( долларом/евро)-у нас -не готовы.... от слова "никак". редкие исключения подтверждают правило... А государство, в данном случае- так себе партнёр,,... скупой , как Гобсек, стоит премиальное , с богатейшим функционалом оборудование-нет металла и расходников.... и НЕТ ЗАКАЗА НА СПЕЦИАЛИСТОВ....для чего тогда убиваться, методики разрабатывать, пыхтеть.... шлёпай себе мурзилками в отрыв гнилые трубочки со вторчермета,..лепи мангалы с заборчиками и оградками-будешь в почёте ..на весьма скромную жизнь заработаешь...надоело, до тошноты... На днях на завод ездил-общались с руководством -типа кадровый голод-всё шло норм, до тех пор, пока не выяснилось, что готовых специалистов у нас на складе как бы нет, а в подготовку продукта для себя надо вложиться. Причем варианты обсуждались. До сих пор думают. Я тоже не готов размениваться за три корочки хлеба для производства, которое зарабатывает миллионы. Официальный путь-тоже не вариант, так как "кадры решают всё", а кадры быть нищебродами не желают. тут или диктатура-или давайте договариваться.... Пока противоборствующие стороны взяли паузу и оценивают перспективы.... если что-есть план"Б"..... Кстати, завод подумал и оплатил курс лекций и мастер-классов-стороны остались довольны друг другом.... и морально и финансово...1 балл
-
@Victor Kotyara,рутилом на прямой полярности варить надо. На обратной - основными. Тогда меньше проблем со шлаком будет.1 балл
-
Могут. Моя маска -- чо хочу то и делаю. Судя по скорости засирания ещё на пару лет точно хватит, а за это время мы тут решим что надо покупать, а что нинада.1 балл
-
В смысле-услуга( консультация) платная? А за почем?1 балл
-
@andrewv, Да его никто не хоронил из нас...Как могли поддержали и рублем и терпением. Уже повозили в грпз и в промэлектронику...по несколько раз.И парни там хорошие. Всем спасибо ...Это бизнес.Ничо личного.это уже надо понять. НО ...Для работы он мимо... Если хочется на теже грабли.Никто никого не останавливает.1 балл
-
Что-то боинги очень редко к нам залетают,с чего бы это? Теперь с более " приземлённой " техники люминь брать приходится.
1 балл
-
В этих блинах при тонкой фильтрации площади было бы недостаточно для пропускной способности, хотя пишут тоже третий класс. Маловероятно, брал у офдилера, да и при работе болгаркой в них воняет намного меньше, чем в первом классе. Похоже что правда третий класс, но до фильтров противогазов им далеко. Воздух у нас даже чище, чем на промзонах в центре. На дуге проблеск не всегда виден, поскольку она разгорается не мгновенно. Особенно если металл нечищенный и шарик на проволоке не обрезан, то сначала проскакивают небольшие искры и на них закрывается фильтр. Я заснял как мог разницу в скорости срабатывания, прекрасно видно что Вилхил затемняется моментально, нет даже намёка на проблеск. Снимал с замедлением. Сам Фубаг конкретно указывает что "серия" "их" масок под названием ULTIMA (фактически это светофильтры Вилхила) "имеют повышенную скорость автоматического затемнения" https://store.fubag.ru/catalog/ultima-i-stekla-k-ultima/ В то время как "их же" "серия" BLITZ https://store.fubag.ru/catalog/blitz-i-stekla-k-blitz/ состоящая практически полностью из светофильтров Текмена с его огромными скоростями срабатывания не имеет такой характеристики, что подразумевает меньшую скорость срабатывания. Хотя судя по названию, именно Блиц и должна была быть самой быстрой. Но они видимо как и я увидели что есть быстрее... ))) Панорамик в этой серии Вилхил а не Текмен, но он действительно имеет такую же скорость, как Текмен. Сам этот светофильтр фонариком проверял и убедился что у них проблеск есть не смотря на относительно высокую цену. Вот теперь у меня вопрос, что более вероятно, что: 1. это нормальная скорость работы Текменов или 2. мне в разное время попалось два одинаково бракованных фильтра И одновременно все фильтры у моего поставщика тоже одинаково бракованы И одновременно Текмен поставляет Фубагу только бракованные фильтры??? Видимо это и есть заявленное время, Вилхил просто его перекрывает как минимум за счёт в 4 раза более чувствительных датчиков. Конечно теоретически может быть что они на сертификацию отдали нормальные а валом гонят тормознутые, но это опять-таки маловероятно, потому что один сдаст на экспертизу, там ещё другие подтянутся и от репутации не останется и следа... Вставил китайский жёлтый светофильтр, завтра попробую потестить нормально чё получилось. Вот видео задержки, жёлтый Текмен, синий Вилхил. https://www.youtube.com/watch?v=UhP6yqSoTC4 https://www.youtube.com/watch?v=Hjj-aVjLR6Y Ещё раз напишу что видео замедленное. Разница в скорости закрытия хорошо заметна. Конечно светодиодный прожектор имеет очень небольшую инертность и разгорается очень быстро, намного быстрее дуги. Но хорошо видно что Вилхил даже его перехватывает. Более чем уверен что любой другой светофильтр покажет проблеск не меньше Текмена. И Спидграс и Оптрель и прочие. Именно поэтому все сразу уходят в несознанку, когда я предлаю провести с их масками такой эксперимент... )))1 балл
-
главное, чтобы не одноразовый )) http://i.piccy.info/i9/466cb709d631f5dd9a9d808f5a53ef85/1624640020/66730/1433599/molotok.jpg1 балл
-
Но почему не приведет ,,,,, вот выяснили что все таки плиты бывают разные , то есть не совсем уж и простыми отверстиями-каналами .
1 балл
-
@Точмаш 23, дело не в "сейчас". Есть разные компактные решения. Например "специально обученная" плита на простую типовую гидростанцию- распределитель прикручивается на выбор, реле давления также прикручивается к плите. А вот предохранительный клапан, например, ввертный, с седлом в плите, там же и прямое посадочное под манометр. Есть и электромагнитные клапана с седлом в плитах. А есть простые универсальные плиты-базы- их можно совмещать, комбинировать, надстраивать друг над другом, таким образом масштабируя систему. Ну и обвязка на выбор. Дело в другом- на практике в сто раз проще купить готовый элемент без геморроя с поиском исполнителя и возможными проблемами из-за кривого исполнения.1 балл
-
@Георгий 11,@Serj55441, В таких соединениях, как на фото у @Weldermax, я чтобы проще и быстрее собрать узел под сварку, собираю соединение на подходящем сверле. Первую каплю "посадить" проще и соосность трубок 100%. Я не понимаю чему вы так удивлены, про меня или про себя?1 балл
-
Только я думаю это не baby welders, а baby grinders
1 балл
-
Они предполагают , а ставим мы )). Как обычно ситуация на местности оказалась не совсем как было изначально , но факты и устные аргументы оказались сильнее . Центр города , пешеходная зона , кто решил что люк оджен открываться от моря ? ))) я грю он должен открываться так чтоб было удобно пожарным его открыть с полным доступом к гидрантам и лестнице . Давайте сюда того кто отвечает за все это + вышестоящее начальство . Мы щас его установим и закрепим , через неделю вы скажете надо поменять положение , а тут такие условия крепежа что мы его фиг срежем без плазмы и компрессора . Пока у меня оф звонка на телефон не будет , я ничего крепить не буду .Установили
1 балл
-
@Гринч,
1 балл
-
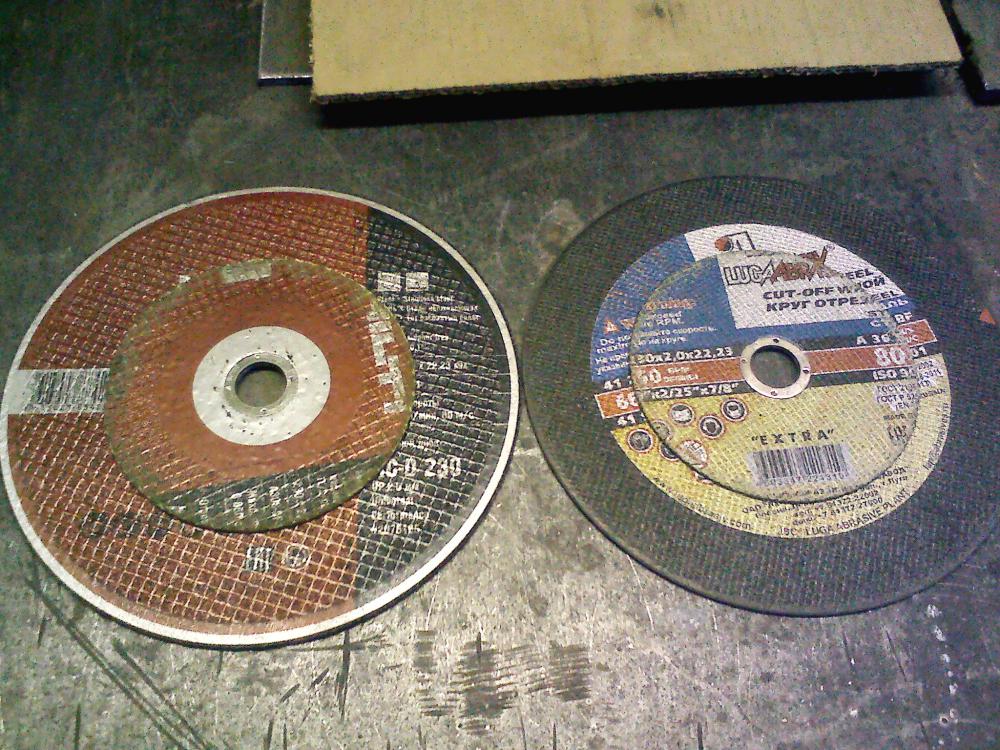
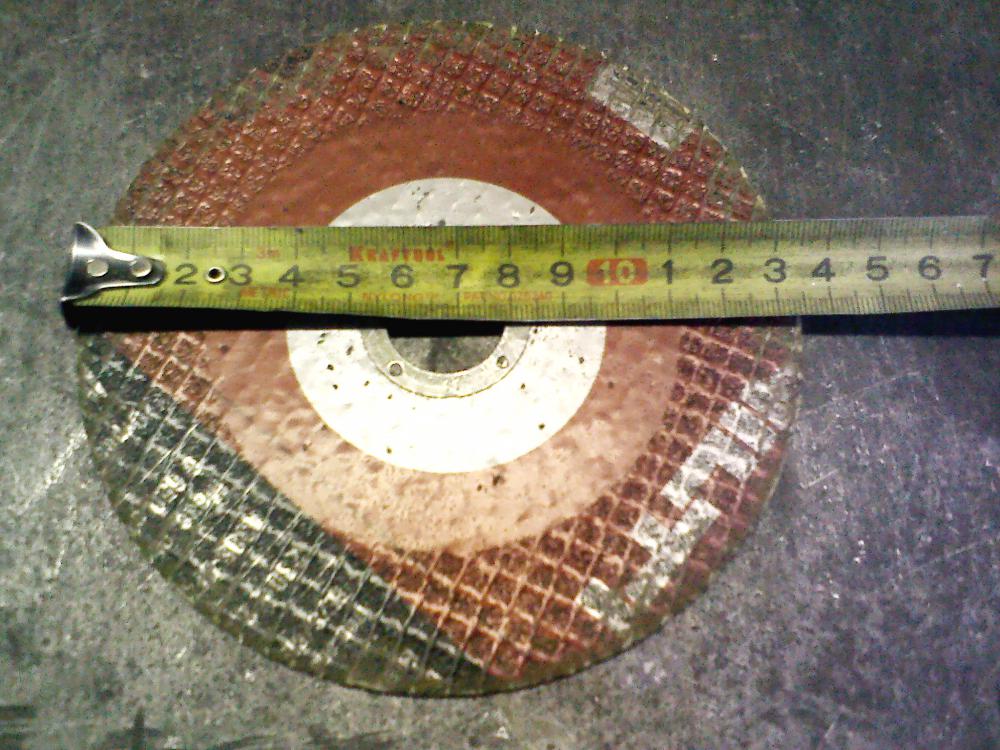
Сегодня предоставилась возможность провести сравнение отрезных дисков Хилти и Луга диам. 230 мм . Сравнение немного некорректное , потому как первая позиция имеет толщину 2,5 мм , вторая - 2,0 . Других нет , тем более такая возможность , совместить приятное с полезным - надо заготовок на 100-е фильтра нарезать . Труба - 219 х 6 . Луга чуть меньше Хилти , но не критично . Диски "срабатывал" до момента крайнего комфорта резки , при желании можно сделать ещё по одному резу , но он будет сомнительный . В итоге , Хилти хватило на 10 резов , первое фото . Луга немного превзошла - 11 резов ( все короткие катушки и две , отдельно стоящие большие ) . При всём моём уважении к Хилти , Луга меня не перестаёт удивлять . За 125 х 1 диски от Луги я уже отзывался лестно , хотя зачистные диски - дерьмо . Пока , надеюсь . Из впечатлений от Луги . Диск не гуляет , режет уверенно , не требуя особого усилия , из колеи и линии реза не уходит . Хилти . Хилти - хорош , если бы ещё двойка была бы , то , думаю , резать было бы комфортней - как ни крути , а 2,5 сопротивление имеет поболее , чем 2,0 . После тестовая дорезка трубы и , собственно , как сие происходило Да , кстати , куда делась абразив да металл от трубы
1 балл
-
@egemih777,Добрый день, коллега. Если вы имеете ввиду "как выкрутить болт, если у него свернули голову"? Много раз сталкивался с такой бедой и можно попробовать несколько способов. Если есть резак, ну в худшем случае паяльная лампа (хотя в продаже имеются небольшие газовые баллончики с насадками- они так и назывались "дракоша"), необходимо сначала , если это позволяет конструкция, нагреть посадочное место до малинового цвета, а затем возьмите мокрую тряпку и охладите нагретое- это выжжет из резьбы старую смазку и немного "оживит и расшевелит" резьбовое соединение, так как основное тело и остатки болта имеют разную массу и следовательно и температура мгновенного остывания у них разная. Затем возьмите гайку чуть большего размера по диаметру и по высоте ( можно заранее у токаря заказать или самому в тисках напилить). через небольшую высоту легче прихватывать к остаткам болта. Потом дайте остыть всей конструкции и можете капнуть ещё и керосинчику и немного подождать. Пробуйте, крутите. Некоторые допускают при спешке ошибку- сразу приваривают гайку и поливают водой- не всегда такое проходит, сварка подкаливается и обламывается. Есть и другой способ, когда вы гайку прихватили, то попробуйте нагреть само тело вокруг резьбы, но не провороньте момент, когда начнет нагреваться сама ваша гайка с прихваченным остатком, её может закусить и придется тогда охлаждать всю конструкцию. Есть ещё вариант, но он используется для глубоких заломов и болтов диаметром больше 10мм- сверлится в заломе отверстие, нарезается внутренняя левая резьба под левый болт. В метизах такие метчики и болты редкость, но бывает и попадаются.1 балл
-
Хочу задвинуть пост о судьбе прибамбасов. Зачастую они делаются что бы служить верой и правдой долгие годы. Но есть и такая категория что создается под конкретные условия и внеся свой, зачастую основной, вклад в дело... теряется во времени и пространстве. Потому как больше применить в неизменном виде где либо еще возможности не будет. Вот и мне выдалось изготовить пару таких прибамбасов. Как они нам помогли я тоже напишу. Подвалила нам работенка по устройству монолитного перекрытия. Нужно было разделить промышленное помещение на два яруса. Так как само помещение уже являлось вторым этажом о применении техники можно было забыть. Только неудобные лесенки и двери с окнами. Стены помещения имели толщину 25 сантиметров и немереную высоту. Так что горизонтальные штробы под чистый монолит закладывать было чревато. Пол кирпича выбьешь, что останется? Потому было принято решение о точечном выдалбливании под балки из двутавра. Балочки нужны длинной 6,3 метра из 30 двутавра. На второй этаж мы подняли их кран балкой. Вернее только подняли до уровня двери. Кран балка к стене не подходит близко. Поэтому на майне тянули с выпучеными глазами во внутрь. А дальше самое интересное - подъем на высоту 2,8 метра как угодно. Прикупили мы на этот случай тальку цепную на две тонны. Здоровская вещь я вам скажу. Да вот беда, на одной стене её вообще цеплять не к чему, с другой стороны есть ферма, но размер тальки с крюками не давал возможности подвесить её к низу фермы. То есть до нужной высоты груз не поднимешь. В итоге родились на свет два прибамбасика. Первый я сварил таким образом что бы он ставился в выдолбленное отверстие . Нижними уголками становился на опорную пластину , а задними рогами упирался в стену снаружи. А консолька для подвешивания тальки. Попилил какую то подставку, из этого и сварил. В низу накидной крюк для безопасности. Хотя эта рогоза под грузом самозаклинивается, но мало ли. Балка входит меж уголков свободно. Конструкция легко вытягивается при смонтированной балке. Второй прибамбас саморасклинивается меж углом фермы и плоскостью стены. Позволяя вешать тальку повыше, что бы хода цепи хватало для подъема. Расстояние от фермы до стены разное. там где надо просто подкладывали дощечку. А это виды на проделаную работу. Пришлось вваривать балку вдоль здания что бы осталось пространство под лестницу. Ферма на фото 24 метра. Говорят из прибалтики возили по железке. На этом дело прибамбасов окончено. Скорее всего в металлолом пойдут.
1 балл