Лидеры




Популярный контент
Показан контент с высокой репутацией 09.12.2020 во всех областях
-
Немного будней
 12 баллов
12 баллов -
Добрый вечер. ну вот посмотрите на факт....Работают в соседях 2 ремонтника , один делает качественно и на совесть и ......у него очень мало клиентов, другой всегда в грязи и ключи у него не откручивают гайки от руки затянутые ....и у него очередь клиентов. Не сталкивались с таким????? Человек должен быть предрасположен работать самостоятельно, скажем по психологии своей, по менталитету,да и врожденные качества имеют большую роль.... Может сначала надо определиться в себе, сесть и спокойно подумать, а что ты можеш, а уж потом действовать. Мне 7-ой десяток , в жизни было 4 катаклизма полностью перестраивающих мою жизнь и каждый раз я поступал просто, выезжал за город( c пригорка открывался вид на весь город) сидел и просто думал , а где в этом городе люди зарабатывают деньги и что могу я со своими знаниями и умением....Вы знаете , решение приходило через какое-то время,через неделю или месяц....И оно было руководством к действию приводящему к желаемому результату.... Вот пример, личный........ 62 года , рак с 2010 года, цикл операций, 2-я группа инвалидности, метастазы везде, два года не хожу к врачам.......И работаю уже три года сварщиком , тягаю железий ,прыгаю как промышленный альпинист по высотам....До этого занимался компьютерной диагностикой....Через 4 месяца после 4х месячного нахождения в больнице и 3х операций я уже проходил курсы в Волгоградском университете обучаясь диагностике автомобилей и бросил работу по причине проблем с памятью..... И вот за эти 7 лет я отдал 180 тыс за операции, купил 3 комнатную квартиру , лежит оборудования для диагностики на более чем 1000000 руб , и стал работать сварщиком. Сейчас 3 полуавтомата, плазма, 2 инвертора зарплата от 50 (в городе со средней зарплатой 12-20 тыс) и я не думаю о завтрашнем дне потому как стараюсь жить в мире со своей судьбой и жизнью и постоянно их благодарю за благосклонность к себе. Просто сядьте и спокойно подумайте , и жизнь Вам скажет куда идти....Только услышьте ее.......8 баллов
-
Как подобрать дюймовый болт взамен сорванного?Цель этой статьи – ознакомить технически неподкованных читателей с основными принципами подбора дюймовых болтов взамен вышедших из строя. Владельцы импортных автомобилей и мотоциклов часто сталкиваются с необходимостью приобретения дюймовых крепежных деталей взамен изношенных, сорванных или утерянных. Перед покупкой нового дюймового болта важно выяснить, какого класса прочности был оригинальный метиз, а также его линейные размеры, шаг резьбы в дюймах, что часто вызывает определенные сложности у отечественного пользователя. Сразу отметим, что, несмотря на внешнюю схожесть, заменить дюймовые болты на метрические не получится, так как они не взаимозаменяемы. Возьмем для примера болт М12 х 1,75 – 45 мм стандарта ISO и его американский аналог стандарта SAE 1/2" – 13UNC x 1 3/4". Геометрия резьбы у них идентична, то есть оба имеют угол при вершине 60°, при этом наблюдаем различие по другим параметрам: диаметр 12,7 мм (12 мм), шаг резьбы 2 мм (1,75 мм), длина 44,5 мм (45 мм). К вышеперечисленным отличиям добавим размер головки «под ключ». Расстояние между противоположно лежащими гранями (S) у болта М12 составляет 19 мм, соответственно и ключ нужен на 19 мм. У болта 1/2" размер «под ключ» составляет 3/4", а это 19,05 мм. Следовательно, привычный для нас гаечный ключ не годится для работы с крепежными деталями стандарта SAE. На нашем сайте можно купить дюймовые ключи всех размеров стандарта ANSI/ASME B107.6. Как отличить крепеж метрический от дюймового?В первую очередь необходимо убедиться, что ваш иностранный крепеж – дюймовый. Отличить его от метрического «на глазок» сложно и есть риск принять, например, болт UNC 5/16" за близкий ему по параметрам М8. Выявить нестыковку поможет метрический резьбомер – ни один его шаблон не подойдет к дюймовой резьбе. При отсутствии такого идентификатора, можно воспользоваться более доступным способом – попытаться навинтить на стержень гайку с известными параметрами. Если вам приходится часто заниматься идентификацией резьбы, рекомендуем приобрести резьбомеры. На самом деле найти различия между дюймовым крепежом и метрическим можно еще проще. Если на его головке есть радиальные линии – это «американец», а если числа на головке – метрика. Линии и числа – это маркировка прочности. Однако стоит отметить, что крепеж класса прочности от 0 до 2 вообще не маркируется, поэтому этот способ не всегда приемлем. Как определить диаметр болта в дюймах?В США крепежные детали изготавливают по стандартам ANSI и SAE, в которых в качестве единиц измерения используются дюймы. Диаметр резьбы до 1/4" обозначается номерами от №0 до №12, а диаметр свыше 1/4" выражен целым числом или долей дюйма, например: 1/2" или 1 3/8". Поэтому при оформлении заказа на дюймовые болты вам надо знать параметры крепежа в американской системе мер. Штангенциркулем выполняем замер диаметра резьбовой части метиза. В нашем случае – 9,52 мм. Полученное значение переводим в доли дюйма, используя таблицу, и получаем 3/8". Наружный диаметр, мм 1,52 1,77 2,18 2,51 2,84 3,17 3,5 4,16 4,83 5,49 6,35 7,94 9,52 11,1 12,7 25,4 Номинальный размер #0 #1 #2 #3 #4 #5 #6 #8 #10 #12 1/4 5/16 3/8 7/16 1/2 1полная таблица доступна по ссылке Как измерить шаг резьбы на дюймовом болте?Проще всего это сделать при помощи резьбомера, который содержит набор шаблонов унифицированных американских резьб UNC (крупный шаг) и UNF (мелкий шаг). Просто поочередно прикладываете шаблоны к резьбовой поверхности метиза и выбираете тот, зубцы которого идеально совместились, без зазоров. Осталось прочитать шаг резьбы, прописанный на нем. Если ни один из шаблонов не подошел, то возможно у вас английская резьба BSW с углом профиля 55°. Но далеко не у каждого мастера найдется дюймовый резьбомер, тогда можно воспользоваться штангенциркулем. Наша задача – подсчитать, сколько нитей помещается на одном дюйме длины (25,4 мм). В данном случае болт короткий, поэтому отмеряем расстояние 12,7 мм (в два раза меньше) на доступном участке стержня. В результате подсчета получаем 8 нитей, умножаем на 2. Шаг резьбы – 16. Если из измерительных инструментов у вас есть только металлическая линейка, то подойдет и она (миллиметровая или дюймовая). Для получения точных результатов необходимо очистить резьбовую поверхность метиза от загрязнений. Прикладываем линейку и подсчитываем количество нитей на отрезке в 1" (25,4 мм) или 0,5" (12,7 мм), если длины стержня недостаточно. Для подтверждения результатов обратимся к справочным таблицам, где приведен перечень диаметров резьбы и соответствующий каждому диаметру шаг: Номинальный размер Наружный диаметр, мм UNC, ниток на дюйм UNF, ниток на дюйм #0 1,524 64 80 #1 1,778 64 72 #2 2,184 56 64 #3 2,515 48 56 #4 2,845 40 48 #5 3,175 40 44 #6 3,505 32 40 #8 4,165 32 36 #10 4,826 24 32 #12 5,486 24 28 1/4 6,35 20 28 5/16 7,937 18 24 3/8 9,525 16 24 7/16 11,113 14 20 1/2 12,7 13 20 1 25,4 8 12полная таблица доступна по ссылке Как измерить длину дюймового болта?Болт состоит из ножки и головки. Длина измеряется без учета головки, замеряется только резьбовой стержень от плоскости головки до самого конца. Замер можно сделать как штангенциркулем, так и линейкой. Полученный результат в миллиметрах делим на 25,4 и получаем десятичную долю дюйма, затем переводим ее в дробную долю. В данном случае у нас болт длиной ≈ 32 мм. L = 32 мм : 25,4 мм = 1,2598 или 1 1/4" Как определить класс прочности детали?Чтобы оценить прочностные характеристики старого болта, необходимо очистить его головку от загрязнений и рассмотреть маркировку. Класс прочности метрических деталей обозначается цифровым кодом на головке, тогда как на головках крепежа иностранного производства может встречаться и другая маркировка. Например, прочность американских крепежных изделий стандарта SAE может быть идентифицирована по радиальным линиям – зарубкам на головке. Чем больше их количество, тем выше класс прочности крепежа и тем выше допустимое усилие затягивания. Таблица сравнения прочности болтов: Дюймовые Метрические Класс (SAE) Маркировка Диаметр Прочность на растяжение, PSI Класс (ISO) Маркировка Диаметр Прочность на растяжение, PSI (МПа) 2 1/4" – 3/4" 74.000 SI 5.6 М12 — М24 72.500 PSI (500 МПа) 7/8" – 1 1/2" 60.000 PSI 5 1/4" – 1" 120.000 PSI 8.8 М17 — М36 120.350 PSI (830 МПа) 1" – 1 1/2" 105.000 PSI 8 1/4" – 1 1/2" 150.000 PSI 10.9 М6 — М36 150.800 PSI (1040 МПа) Новый болт не должен уступать по прочности оригиналу. Подумайте дважды, прежде чем заменить высокопрочный оригинальный метиз дешевой альтернативой. Несколько рублей экономии могут стоить вам восстановления двигателя или даже жизни. Когда все параметры метиза определены, можно легко найти его в нашем интернет магазине в разделе «Дюймовый крепеж» и оформить заказ. Пример условного обозначения болта: 1/2" – 13UNC x 1 3/4"1/2" – диаметр стержня13 – шаг резьбыUNC – тип резьбы1 3/4" – длина (соответствует 44,45 мм)Осталось выяснить, что делать, если дюймового крепежа с нужными вам параметрами нет в каталоге или сорван не только винт, но и внутренняя приемная резьба в корпусной детали. Есть способ решить эти проблему при помощи резьбовой вставки. После ее установки можно будет вкрутить равноценный по прочности и близкий по параметрам метрический болт. ПОЛЕЗНЫЕ СОВЕТЫ 15.10.2020 14:56:05https://krepcom.ru/blog/poleznye-sovety/kak-podobrat-dyuymovyy-bolt-vzamen-sorvannogo/ Британская дюймовая резьба Уитворта (BSW, BSF, BSP, BSPT) в деталях Британская дюймовая резьба Уитворта (BSW, BSF, BSP, BSPT) в деталяхВ Великобритании до 1970-х годов (а, возможно, и позже) использовалась британская форма резьбы Витворта (Уитворта) – Whitworth British Thread. Она стала фактически первым в мире национальным стандартом винтовой резьбы в Англии и широко использовалась при сборке автомобилей, мотоциклов, самолетов, другой техники и механического оборудования. British Thread Whitworth разработана британским инженером сэром Джозефом Уитвортом (1803-1887 гг.) в Манчестере и впервые стандартизирована в 1841 году. Став самой распространенной в Великобритании в 1860 годах, она получила широкое одобрение в развивающихся машиностроительных и автомобилестроительных отраслях страны. В своей статье «Единая система резьбовых соединений» Дж.Уитворт предложил: Каждый диаметр болта должен иметь определенное число витков на дюйм (TPI). Угол профиля (между соседними сторонами витков) должен составлять 55°. Вершины треугольного профиля и основания впадин должны быть закругленными на 1/6 высоты. Зависимость радиуса закругления от шага определяется формулой r = 0.137329 x p (шаг).Форма резьбы Уитворта Оригинальная резьба Витворта была крупной (BSW), потому что предел прочности стали на растяжение в то время был низким, и тонкие нити при затягивании просто срывались бы. Примерно 50 лет она господствовала в британской промышленности. Но по мере развития автомобилестроения инженерам потребовалась более тонкая нить, поэтому была разработана мелкая резьба British Standard Fine (BSF), представленная Британской ассоциацией инженерных стандартов в 1908 г. Это стало возможным благодаря тому, прочность стали значительно улучшилась. Таким образом, дюймовый болт диаметром 1/2 дюйма может иметь либо 12 ниток на дюйм (BSW), либо 16 (BSF). В чем преимущество мелкого шага? Болты BSF обладают лучшей устойчивостью к вибрации. Они имеют большее сечение, поэтому примерно на 10 % прочнее, чем болты BSW с крупным шагом того же размера и из того же материала. Крепежные детали с крупной резьбой хорошо подходят для использования в резьбовых отверстиях, когда металл основания мягче, чем сам крепеж (например, шпильки в алюминиевых головках цилиндров). Количество витков у болта с обычной резьбой BSW и мелкой BSF Со временем популярность дюймовых британских стандартов BSW и BSF быстро снижалась из-за глобальной тенденции производителей отдавать предпочтение метрическим болтам и гайкам или американскому дюймовому (UNC, UNF) крепежу. Сегодня крепежные изделия системы British Thread Whitworth устарели и почти не используются. Но потребность в болтах и гайках BSW и BSF продолжают испытывать те, кто работает на старом британском оборудовании или ездит на автомобилях, произведенных до принятия унифицированных, а затем и метрических стандартов. Крупная резьба British Standard Whitworth (BSW или WW)Это британская стандартная крупная резьба Витворта, название которой сокращено до BSW (British Standard Whitworth) или просто WW. Она используется на болтах, винтах, гайках и других крепежных изделиях общего инженерного назначения, не требующих посадки с натягом. Ее профиль основан на фундаментальном треугольнике с углом 55°, углы которого имеют определенный радиус закругления, зависящий от шага r = 0.137329 x p (шаг). Высота профиля составляет h = 0,640327 х p. Требования к форме профиля, размерам, допускам и обозначению определены в английском стандарте BS 84-2007. Примеры условного обозначения: 3/8"W, 3/8"BSW или 3/8"-16BSW, где 16 - количество витков на дюйм (TPI). В стандарт BS 84 включено 40 размеров: от 1/16"- 60BSW до 6"- 2 1/2BSW. Резьба Витворта: обозначения и понимание внутренней и внешней резьбы. Пояснение к таблицам Таблица 1. Размеры крупной резьбы Уитворта BSW (Whitworth Coarse Thread BS 84) Типоразмер Наружный диаметр Ниток на дюйм Шаг резьбы Внутренний диаметр Диаметр сверления (дюймы) (мм) (мм) (дюймы) (мм) (дюймы) (мм) W 1/16" 1/16 1,588 60 0,423 0,0412 1,05 0,0472 1,2 W 3/32" 3/32 2,381 48 0,529 0,0671 1,70 0,0748 1,9 W 1/8" 1/8 3,175 40 0,635 0,0930 2,36 0,1024 2,6 W 5/32" 5/32 3,969 32 0,794 0,1162 2,95 0,1260 3,2 W 3/16" 3/16 4,763 24 1,058 0,1341 3,41 0,1457 3,7 W 7/32" 7/32 5,556 24 1,058 0,1654 4,20 0,1772 4,5 W 1/4" 1/4 6,350 20 1,270 0,1860 4,72 0,2008 5,1 W 5/16" 5/16 7,938 18 1,411 0,2414 6,13 0,2598 6,6 W 3/8" 3/8 9,525 16 1,588 0,2950 7,49 5/16 8,0 W 7/16" 7/16 11,113 14 1,814 0,3460 8,79 0,3701 9,4 W 1/2" 1/2 12,700 12 2,117 0,3933 9,99 27/64 10,7 W 9/16" 9/16 14,288 12 2,117 0,4558 11,6 31/64 12,3 W 5/8" 5/8 15,875 11 2,309 0,5086 12,9 17/32 13,7 W 11/16" 11/16 17,463 11 2,309 0,5711 14,5 19/32 15,2 W 3/4" 3/4 19,050 10 2,540 0,6219 15,8 21/32 16,6 W 13/16" 13/16 20,638 10 2,540 0,6844 17,4 23/32 18,2 W 7/8" 7/8 22,225 9 2,822 0,7327 18,6 49/64 19,5 W 15/16" 15/16 23,813 9 2,822 0,7952 20,2 53/64 21,1 W 1" 1 25,400 8 3,175 0,8399 21,3 7/8 22,3 W 1 1/8" 1 1/8 28,575 7 3,629 0,9420 23,9 63/64 25,1 W 1 1/4" 1 1/4 31,750 7 3,629 1,0670 27,1 1 7/64 28,3 W 1 3/8" 1 3/8 34,925 6 4,233 1,1616 29,5 1 7/32 30,9 W 1 1/2" 1 1/2 38,100 6 4,233 1,2866 32,7 1 5/16 34,0 W 1 5/8" 1 5/8 41,275 5 5,080 1,3689 34,8 1 7/16 36,4 W 1 3/4" 1 3/4 44,450 5 5,080 1,4939 37,9 1 9/16 39,6 W 1 7/8" 1 7/8 47,625 4 1/2 5,644 1,5904 40,4 1 5/8 42,2 W 2" 2 50,800 4 1/2 5,644 1,7154 43,6 1 3/4 45,4 W 2 1/8" 2 1/8 53,975 4 1/2 5,644 1,8404 46,7 1 7/8 48,6 W 2 1/4" 2 1/4 57,150 4 6,350 1,9298 49,0 2 51,1 W 2 3/8" 2 3/8 60,325 4 6,350 2,0548 52,2 2 1/8 54,2 W 2 1/2" 2 1/2 63,500 4 6,350 2,1798 55,4 2 1/4 57,4 W 2 5/8" 2 5/8 66,675 4 6,350 2,3048 58,5 2 3/8 60,6 W 2 3/4" 2 3/4 69,850 3 1/2 7,257 2,3841 60,6 2 1/2 62,9 W 2 7/8" 2 7/8 73,025 3 1/2 7,257 2,5091 63,7 2 5/8 66,1 W 3" 3 76,200 3 1/2 7,257 2,6341 66,9 2 3/4 69,2 W 3 1/4" 3 1/4 82,550 3 1/4 7,815 2,8560 72,5 3 75,0 W 3 1/2" 3 1/2 88,900 3 1/4 7,815 3,1060 78,9 3 1/4 81,4 W 3 3/4" 3 3/4 95,250 3 8,467 3,3231 84,4 3 3/8 87,1 W 4" 4 101,600 3 8,467 3,5731 90,8 3 5/8 93,5 W 4 1/4" 4 1/4 107,950 2 7/8 8,835 3,8046 96,6 3 7/8 99,5 W 4 1/2" 4 1/2 114,300 2 7/8 8,835 4,0546 103,0 4 1/8 105,8 W 4 3/4" 4 3/4 120,650 2 3/4 9,236 4,2843 108,9 4 3/8 111,8 W 5" 5 127,000 2 3/4 9,236 4,5343 115,2 4 5/8 118,1 W 5 1/4" 5 1/4 133,350 2 5/8 9,676 4,7621 121,0 4 7/8 124,1 W 5 1/2" 5 1/2 139,700 2 5/8 9,676 5,0121 127,3 5 1/8 130,4 W 5 3/4" 5 3/4 146,050 2 1/2 10,160 5,2377 133,0 5 3/8 136,3 W 6" 6 152,400 2 1/2 10,160 5,4877 139,4 5 5/8 142,6 Мелкая резьба British Standard Fine (BSF)Дюймовая мелкая резьба British Standard Fine, сокращенно BSF, имеет профиль, идентичный оригинальной форме Витворта BSW с углом при вершине 55°, за исключением более частого шага. Это означает, что болты и гайки имеют больше витков на дюйм, более тонкую нить и меньшую высоту профиля. Примеры условного обозначения: 3/8"BSF или 3/8"-20BSF В стандарт BS 84 включено 30 размеров BSF: от 3/16"-32BSF до 4 1/4"-4BSF. Таблица 2. Размеры мелкой резьбы Уитворта BSF (Whitworth Fine Thread BS 84). Типоразмер Наружный диаметр Ниток на дюйм Шаг резьбы Внутренний диаметр Диаметр сверления (дюймы) (мм) (мм) (дюймы) (мм) (дюймы) (мм) F 3/16" 3/16 4,763 32 0,794 0,1475 3,75 0,1457 3,7 F 7/32" 7/32 5,556 28 0,907 0,1730 4,39 0,1811 4,6 F 1/4" 1/4 6,350 20 1,270 0,2008 5,1 0,2087 5,3 F 9/32" 9/32 7,142 26 0,97 0,2320 5,89 0,2323 5,9 F 5/16" 5/16 7,938 22 1,154 0,2543 6,46 0,2677 6,8 F 3/8" 3/8 9,525 20 1,270 0,3110 7,9 0,3268 8,3 F 7/16" 7/16 11,113 18 1,411 0,3363 8,54 0,3819 9,7 F 1/2" 1/2 12,700 16 1,587 0,4200 10,7 0,4370 11,1 F 9/16" 9/16 14,288 16 1,587 0,4825 12,3 0,5000 12,7 F 5/8" 5/8 15,875 14 1,814 0,5336 13,6 0,5512 14 F 11/16" 11/16 17,463 14 1,814 0,5961 15,1 0,6102 15,5 F 3/4" 3/4 19,050 12 2,117 0,6432 16,3 0,6594 16,75 F 7/8" 7/8 22,225 11 2,309 0,7586 19,3 0,7776 19,75 F 1" 1 25,400 10 2,540 0,8720 22,1 0,8957 22,75 F 1 1/8" 1 1/8 28,575 9 2,822 0,9828 25 1,0039 25,5 F 1 1/4" 1 1/4 31,750 9 2,822 1,1078 28,1 1,1220 28,5 F 1 3/8" 1 3/8 34,925 8 3,175 1,2150 30,9 1,2402 31,5 F 1 1/2" 1 1/2 38,100 8 3,175 1,3400 34 1,3583 34,5 F 1 5/8" 1 5/8 41,275 8 3,175 1,4650 37,2 1,4724 37,4 F 1 3/4" 1 3/4 44,450 7 3,628 1,5670 39,8 1,5748 40,0 F 2" 2 50,800 7 3,628 1,8170 46,2 1,8425 46,8 F 2 1/4" 2 1/4 57,150 6 4,233 2,0366 51,7 2,0551 52,2 F 2 1/2" 2 1/2 63,500 6 4,233 2,2866 58,1 2,3031 58,5 F 2 3/4" 2 3/4 69,850 6 4,233 2,5366 64,4 2,5551 64,9 F 3" 3 76,200 5 5,080 2,7438 69,7 2,7756 70,5 F 3 1/4" 3 1/4 82,550 5 5,080 2,9938 76 3,0079 76,4 F 3 1/2" 3 1/2 88,900 4 1/2 5,644 3,2154 81,7 3,2283 82 F 3 3/4" 3 3/4 95,250 4 1/2 5,644 3,4654 88 3,4764 88,3 F 4" 4 101,600 4 1/2 5,644 3,7154 94,4 3,7441 95,1 F 4 1/4" 4 1/4 107,950 4 6,350 3,9298 99,8 4,0197 102,1 Совместимы ли резьбы BSW – UNC и BSF – UNF?Все эти виды резьб являются дюймовыми и разработаны для резьбовых крепежных деталей (болтов, винтов, гаек и др.) BSF и BSW – британский стандарт, а UNF и UNC - американский стандарт.BSF и UNF - системы с мелкой резьбой, а BSW и UNC - системы с крупной резьбой.Взаимозаменяемость BSW и UNC невозможна, даже если учесть, что многие комбинации диаметра и шага у них совпадают (за исключением размера 1/2", где BSW имеет 12 витков на дюйм, а UNC – 13). Теоретически некоторые гайки BSW можно было бы навинтить на болты UNC и наоборот, но практически этого делать нельзя, ни при каких обстоятельствах. Разница в углах (55° против 60°) приведет к значительной потере удерживающей силы, снижению сопротивления усталости и прочности соединения. UNF и BSF имеют совершенно разное число витков на дюйм, значит, они абсолютно не взаимозаменяемы. Совместимость американской резьбы UNC/UNF и Британской Витворта BSW/BSF Трубная резьба (BSP)BSP (British Standard Pipe) известна как трубная резьба Витворта и ставшая самой популярной в мире. Она имеет два варианта исполнения – это цилиндрическая (BSPP), которая обычно герметизируется различными уплотнительными материалами, либо коническая (BSPT), которая самоуплотняется на резьбе. Оба варианта широко применяются в сантехнических, газопроводных, водопроводных, масляных системах, пневматическом оборудовании для резьбовых соединений труб с фитингами, а также на крышках, масленках, заглушках, кранах, вентилях и т.д. Обозначение номинального диаметра для BSP – это размер трубы (ее условный проход), то есть он немного меньше, чем фактический наружный диаметр трубы. Оба типа потоков – BSPP и BSPT имеют угол профиля 55°, как у их прототипа BSW, и всего четыре значения шага – 28, 19,14, 11. Отличия дюймовой резьбы BSPP (G) и BSPT ® Трубные соединения BSPP (G)Фитинг BSPP (папа) Соединения с цилиндрической несамоуплотняющейся резьбой Витворта BSPP не будут герметичными без использования дополнительного уплотнителя. Фитинги BSPP обычно комплектуются резиновым уплотнительным кольцом, которое зажимается между бортиком охватываемой части трубы и внутренней поверхностью охватывающего фитинга. В России к стандарту BSPP адаптирован ГОСТ 6357-81. Международными регламентирующими нормативно-техническими документами являются: DIN ISO 228, DIN 259, в которые включены размеры от 1/8" до 4". Трубную цилиндрическую наружную и внутреннюю резьбу BSPP принято обозначать буквой «G». Пример условного обозначения: G 1 1/2"-А, где А – класс точности. Левая идентифицируется по двум дополнительным буквам «LH», например: G 1 1/2" LH - А. Таблица 3. Параметры цилиндрической трубной резьбы Уитворта BSPP (G), DIN ISO 228 BSP (DIN 259) Размер G Ниток на дюйм Шаг резьбы Внешний диаметр Внутренний диаметр Длина резьбы Диаметр сверления G (конусность 80%) (дюймы) (мм) (дюймы) (мм) (дюймы) (мм) (дюймы) (мм) (мм) 1/8 28 0,907 0,3830 9,728 0,3372 8,566 5/32 4,0 8,8 1/4 19 1,337 0,5180 13,157 0,4506 11,445 0,2367 6,0 11,8 3/8 19 1,337 0,6560 16,662 0,5886 14,950 1/4 6,4 15,3 1/2 14 1,814 0,8250 20,955 0,7335 18,631 0,3214 8,2 19,1 5/8 14 1,814 0,9020 22,911 0,8105 20,587 0,3214 8,2 21,1 3/4 14 1,814 1,0410 26,441 0,9495 24,117 3/8 9,5 24,6 7/8 14 1,814 1,1890 30,201 1,0975 27,877 3/8 9,5 28,3 1 11 2,309 1,3090 33,249 1,1926 30,291 0,4091 10,4 30,9 1 1/8 11 2,309 1,4920 37,897 1,3756 34,939 0,4091 10,4 35,5 1 1/4 11 2,309 1,6500 41,910 1,5335 38,952 1/2 12,7 39,5 1 3/8 11 2,309 1,7450 44,323 1,6285 41,365 1/2 12,7 42,0 1 1/2 11 2,309 1,8820 47,803 1,7656 44,845 1/2 12,7 45,4 1 3/4 11 2,309 2,1160 53,746 1,9995 50,788 5/8 15,9 51,4 1 7/8 11 2,309 2,2440 56,998 2,1276 54,041 5/8 15,9 54,6 2 11 2,309 2,3470 59,614 2,2306 56,656 5/8 15,9 57,2 2 1/4 11 2,309 2,5870 65,710 2,4706 62,752 11/16 17,5 63,3 2 1/2 11 2,309 2,9600 75,184 2,8435 72,226 11/16 17,5 72,8 2 3/4 11 2,309 3,2100 81,534 3,0935 78,576 13/16 20,6 79,2 3 11 2,309 3,4600 87,884 3,3435 84,926 13/16 20,6 85,5 3 1/4 11 2,309 3,7000 93,980 3,5835 91,022 7/8 22,2 91,6 3 1/2 11 2,309 3,9500 100,330 3,8335 97,372 7/8 22,2 98,0 3 3/4 11 2,309 4,2000 106,680 4,0835 103,722 7/8 22,2 104,3 4 11 2,309 4,4500 113,030 4,3335 110,072 1 25,4 110,7 Трубные соединения BSPT ®Соединения с конической самоуплотняющейся резьбой BSPT не требуют использования герметизирующих прокладок. Уплотнение (запечатывание) обеспечивается самим резьбовым соединением. Это достигается за счет плотной стыковки двух сопряженных резьб – наружной конической (ее диаметр уменьшается по длине) и внутренней цилиндрической (диаметр неизменный по всей длине). Британский стандарт определяет конусность 1:16. Для абсолютной герметизации трубного соединения рекомендуется использовать герметик. Фитинг с цилиндрической и конической резьбой BSP BSPT взаимозаменяема с конической резьбой российского стандарта ГОСТ 6211-81. Эквивалентные нормы: ISO 7/1, DIN 2999, BS 21 (BS EN 10226-1). В стандарты включено 15 размеров от 1/16" до 6" (трубные соединения свыше 6 дюймов в диаметре свариваются). BSPT (внешний конус) может применяться с внутренней цилиндрической BSPP и по ГОСТ 6357-81 для создания герметичных соединений. Наружную коническую резьбу BSPT принято обозначать буквой «R», а сопрягаемую с ней внутреннюю цилиндрическую буквами «Rp». Например: R 1/2" и Rp 1/2". Таблица 4. Параметры конической трубной резьбы Уитворта BSPT ®, ISO 7/1 Размер R Ниток на дюйм Шаг резьбы Внешний диаметр Внутренний диаметр Длина резьбы Диаметр сверления R (конусность 95%) (дюймы) (мм) (дюймы) (мм) (дюймы) (мм) (дюймы) (мм) (мм) 1/16 28 0,907 0,3041 7,723 0,2583 6,561 5/32 4,0 6,6 1/8 28 0,907 0,3830 9,728 0,3372 8,566 5/32 4,0 8,8 1/4 19 1,337 0,5180 13,157 0,4506 11,445 0,2367 6,0 11,8 3/8 19 1,337 0,6560 16,662 0,5886 14,950 1/4 6,4 15,3 1/2 14 1,814 0,8250 20,955 0,7335 18,631 0,3214 8,2 19,1 3/4 14 1,814 1,0410 26,441 0,9495 24,117 3/8 9,5 24,6 1 11 2,309 1,3090 33,249 1,1926 30,291 0,4091 10,4 30,9 1 1/4 11 2,309 1,6500 41,910 1,5335 38,952 1/2 12,7 39,5 1 1/2 11 2,309 1,8820 47,803 1,7656 44,845 1/2 12,7 45,4 2 11 2,309 2,3470 59,614 2,2306 56,656 5/8 15,9 57,2 2 1/2 11 2,309 2,9600 75,184 2,8435 72,226 11/16 17,5 72,8 3 11 2,309 3,4600 87,884 3,3435 84,926 13/16 20,6 85,5 4 11 2,309 4,4500 113,030 4,3335 110,072 1 25,4 110,7 5 11 2,309 5,4500 138,430 5,3335 135,472 1 1/8 28,6 136,1 6 11 2,309 6,4500 163,830 6,3335 160,872 1 1/8 28,6 161,5Особенности резьбы BSPP и BSPT и совместимость фитингов, труб Размеры труб и кре Типоразмер штока Типоразмер втулки (фитинга) Параметры трубы Номинальный (внутренний) диаметр Внешний диаметр Толщина R 1/16" Rp 1/16" 3 7,1 2 R 1/8" Rp 1/8" 6 10,2 2 R 1/4" Rp 1/4" 8 13,5 2,3 R 3/8" Rp 3/8" 10 17,2 2,3 R 1/2" Rp 1/2" 15 21,3 2,6 R 3/4" Rp 3/4" 20 26,9 2,6 R 1" Rp 1" 25 33,7 3,2 R 1 1/4" Rp 1 1/4" 32 42,4 3,2 R 1 1/2" Rp 1 1/2" 40 48,3 3,2 R 2" Rp 2" 50 60,3 3,6 R 2 1/2" Rp 2 1/2" 65 76,1 3,6 R 3" Rp 3" 80 88,9 4 R 4" Rp 4" 100 114,3 4,5 R 5" Rp 5" 125 139,7 5 R 6" Rp 6" 150 168,3 5 Сравнение BSPT и NTP – отличие и совместимостьНаряду с британским трубным конусом BSPТ (BSP) большой популярностью в мире пользуется другая коническая резьба для труб – NTP, являющаяся национальным стандартом США, основанном на ANSI/ASME B 1.20.1 (аналог ГОСТ 6111-52). Конические резьбы NPT и BSP нельзя совмещать друг с другом, даже при совпадении числа витков на дюйм длины. Они не взаимозаменяемы из-за различий в форме. NPT имеет угол наклона треугольника 60° и сглаженные выступы и впадины (форма Селлерса). У BSP угол составляет 55° и имеет закругленные вершины и впадины (форма Витворта). Сравнивая эти две системы, нельзя сказать какая из них лучше. Несмотря на два разных дизайна, каждая из них обеспечивает герметичное соединение труб за счет уплотнения на конусе. Трубные конусные резьбы NPT и BSP подходят для безопасной транспортировки жидкостей, газов, пара и обе могут использоваться на трубопроводах из широкого спектра материалов: сталь, латунь, бронза, чугун и пластик. Но при использовании в системах высокого давления для уплотнения соединений NPT и BSP всегда требуется резьбовой герметик (тефлоновая лента или жидкий химический), что позволит предотвратить риск спиральной утечки. Отличие дюймовой резьбы NTP и BSP Статьи по теме: Американская дюймовая резьба https://krepcom.ru/blog/poleznye-sovety/britanskaya-dyuymovaya-rezba-uitvorta-bsw-bsf-bsp-bspt/8 баллов
-
Немного работ..
5 баллов
-
@Павел163,День добрый,по справочникам эта сталь относится к мартенситно стареющим сталям в книге под ред Волченко "Сварка и свариваемые материалы " том 1 глава 20 описана технология сварки,на стр 299 глава 20.2 приведена таблица сварочных материалов. Проволока судя по справочнику нужна св-06х13н6к8м4. Волченко В.Н. Сварка и свариваемые материалы. Справочник. т.1. 1991.djvu5 баллов
-
Тестировал сегодня линзу Ocim из Китая, защита хорошая.
5 баллов
-
Вкус,знакомый с детства.
4 балла
-
@Георгий 11, Ну в какой то степени влияет ,,, так как она фокусируется то есть сжимается и энергии больше вводиться в меньшее по площади пятно на материале . Но повторюсь все зависимо и какой баланс и если баланс настроен на "острый" электрод то эффект будет , а вот если электрод с большим шариком то скорее эффекта не заметите . Да не чего не прожжете и если выбран правильно сварочный ток то смело работайте на любой частоте ,,,, я вот уже ниже 100гц редко опускаюсь а в основном выше их работаю и мне нравиться ,,,,, но вот некоторые не выносят звука дуги и стараются на меньших частотах работать ,,, в общем то каждому свое и что по душе .3 балла
-
Не важно где огонь горит. Варочная камера прогревается всегда. Можно огонь разжигать в топке а можно топить как русскую печь. Единственно летний и зимний вариант. Т.е. Печь прогревается или вся или только варочная камера. @qwerty444,варочная камера всегда обогревается.https://air-hot.ru/index.php/pechiikaminy/otopitelnovarochnyepechi/120-prt53 балла
-
Времени катастрофически не хватает. Данную печь делал уже в октябре для себя. Как говорится сапожник без сапог.
2 балла
-
@Павел163, Чего её искать https://metallof.ru/product/provoloka-svarochnaya-sv-06h13n6m4k8b-vi-ek43-id143 Приведенные в книге марки проволоки есть в продаже,вопрос только в цене и сроках2 балла
-
@selco,по мне так балланс и ток влияют на проплавление,но никак не частота.Тем более на тонком чего я там прожгу что ли,если на 250Гц буду работать?Просто дуга будет не размазана и шов уже.2 балла
-
Ну вот! Значит в сварочном деле присутствует сленг,который понятен всем. Регулировка частоты, герцовка - это просто слэнг. А вот то, что про него лепит "тульский винипух" , то вот это маразм... р.с. может и не надо было выкладывать,просмотры увеличатся. Но иной раз лучше воочию убедиться в клоунаде ... с 4-20мин.2 балла
-
Сергей , Аврора вот http://websvarka.ru/talk/topic/3923-svarochnaia-tekhnika-aurora-i-aurorapro-voprosy-proizvoditeliu/?p=440665 Сварог не знаю . Форсаж Андрей и если нужно дам тел. звони или в ЛС. ,,,,,, правду надо заметить что он уже не совсем Форсаж представляет а "промэлектронику" но думаю направит в нужное русло .2 балла
-
@3comma62, по пунктам: 1. горизонтальный шов -- подойдите к стене, и прочертите по ней горизонтальную линию -- это горизонтальный шов. Самое сложное пространственное положение. А то что вы сделали, называется нижним. 2. Вертикал сверху вниз -- имеет право на жизнь, но не в таком виде как у вас. 3. Вогнутый шов в нижнем положении @copich в принципе описал, только дуга длиннее, а не выше, Игорь. И углом вперёд ведём горелку, немного размазывая шов по стенкам.2 балла
-
Еще фото. Кот сразу понял где место забивать. Окончательный вариант под лаком. Ну и вкусняшка, тыква с мясом. Газовая плита как подставка теперь служит. В скором времени выкину вообще. Ну и микроволновки и мультиварки жалкое подобие Русской печи. Вообще много времени печь экономит при готовке. Протопил, поставил кастрюлю с супом на ночь и вуаля все готово. Ни чего не убегает не пригорает и не киснет. Теперь понимаю почему Лев Толстой любил суточные щи. Дочка пироги и хлеб печет.
2 балла
-
@Schlosser,Для малого тока нормально и так. А вообще - практика покажет. P.S. ток протекает по пути наименьшего сопротивления.1 балл
-
Давно думал запилить себе магнитную массу. Делать с чернухи не хотелось. С цветмета- волновал прижим контакта. Но наткнулся на Алишке на интересные варианты. Там правда контакт - омеднённая чернуха. Я взял болт от аккумуляторной клеммы, мощный магнит с нарезанной в сердечнике резьбой мне сын подогнал, алюминиевую полоску на работе взял, там же болт м6 и гайку м8. Сегодня всё собрал и опробовал на трубе с толщиной стенки 6мм- полёт нормальный.
1 балл
-
Есть сленг, а есть глупость... В свое время когда в Ухту Андрей Эво привозил и я с ним договаривался ( за ужином) "покататься" на аппарате. Просто в голову пришло это выражение, это тоже уже "сленг"?1 балл
-
Давно Вас не было, новое место работы?1 балл
-
@ЛехаКолыма, Спасибо большое.1 балл
-
Еще какая фича, которой ни у кого нет, а вещь реально нужная. Ни у кого....1 балл
-
вы верите в это? В сварочном аппарате за месяц столько собирается металлической пыли, что с вас тут же снимут гарантию. А сварочник без пыли, это уже не сварочник. Так что ... Что такое 5 лет и что вы получите в итоге? Самое простое, если включил и в течении недели взорвалось, гарантию можно получить и то совершенно не однозначно. Во вех остальных случаях вы будете платить. Вы думаете просто так сервисы сажают на план по ремонту? Т.е. не план количества отремонтированных аппаратов, а план по закупке новых запчастей в представительстве.1 балл
-
больше индуктивности на аппарате, меньше проволоки, выше дуга. Ну все сугубо индивидуальное в каждом случае, но ... не сильно рассчитывайте на такой результат. Т.е. у вас в вертикале, жидкая фракция метала стекала вниз. Поэтому у вас не должно быть глубокого провара за счет дуги, а результат фиксации железок за счет расплавленной проволоки и стекшей. Советую разрезать, шлифануть на мелком зерне и кислотой, хоть от аккумулятора протравить. Вы увидите зону сплавления, нагрева метала. Тогда и сделаете вывод, что допустимо, а что не годится. Ваше желание, оно для ТИГ сварки больше допустимо. Т.е. практически сваркой собственным телом вы получите необходимый результат при этом еще и относительно глубокое проплавление. В общем, играйтесь режимами аппарата (возможностями), может что-то да вытяните. Еще вариант поставить более тонкую проволоку, чтобы ее меньше добавлялось в шов. Но это все эксперименты. И по сути, вертикал и нижнее положение варится на двух разных режимах. Либо вертикал в режиме прихваток (как сварка электродом в отрыв). А нижнее положение сплошняком. Либо выбрать две программы, одной вертикал, второй нижнее положение. Все зависит от условий сварки, длины швов, возможностей аппарата и т.п. Рука сварщика и опыт, тоже далеко не последнее место для получения положительного результата. Но я как "теоретик" могу ошибаться. Сейчас подтянуться волки-сварщики и все разжуют и режимы за вас подберут.1 балл
-
Это не является истиной.....1 балл
-
может в этом дело? П\А и ТИГ все же инструмент для разных задач. это означает, что на некоторых меняется электронно. А на трансформаторах, есть 2 и более выходя для подключения обратного кабеля (который на деталь кидается) У дросселя либо есть нужные дополнительные вывода либо нет. А ставить другой или нет, это уже не ко мне. смотря какой ракурс делать. Плюс возможности источника не всегда позволяют получить желаемое Например, настройте режим прихватки, т.к. коротким импульсом, но чтобы без брызг. Клацкайте кнопкой. И тогда будет мало проволоки, много энергии, швы более плоские. Сплошной шов требует другие настройки. Т.е. может вам получится вытянуть то что желаете. Капля что будет образовываться, легче расплавится чем вы нальете гору проволоки. Это как я бы поступил... Еще вариант, сделать более горячую дугу, но у вас уже как вы пишите смесь. Для режима без пульса в целом нет смысла применять смесь. Но можно немного поднять температуру дуги. Вы ее и так подняли. Может в углекислоте и вообще не получили бы такого результата. Трансформаторные источники и даже с тиристорным управлением, имеют огромное ограничение на минимальных режимах. Конечно от мощности источника зависит. Но ваш явно не из малышей.1 балл
-
================================================================ "Регулировка Коэфицента спада тока" - оказывается это полезная "Фича"... р.с. в любой профессии есть сленг,который понятен и не требует перевода1 балл
-
Может из-за литиевых элементов питания ограничивают до -5°C.1 балл
-
@Kurt1,Так в чем проблема. Если работа мешает пьяке надо бросить эту работу. Шиномонтажные сезон почти закончился. Так что все обсуждаемо.1 балл
-
1 балл
-
Не знаю не видел, не обмывали, наверное не твоя1 балл
-
@Alex_D,плюс с меня).1 балл
-
@svarnoi69,лак термостойкий для печей. Сохнет быстро но все двери и окна открывал. А то чебурашка у которого нет друзей в гости придёт. На тёплую печ наносил. @saper24, Пользуюсь готовой смесью. Себе три печки сложил и под заказ пять проблем нет. Боровичи Нижегородская область делает. Плита лист стали 20мм. То что чугунное в магазинах полное фуфло.1 балл
-
@chdv1971, ну не всегда есть желание дистилятить, а так имеем в арсенале на днях попросили плов, /крекс, пекс,фекс/ получите......... зелёного чая небыдло, было ремесленное и так сойдёт........ /рецепт Ваш кстати/ ни че не пригорело.
1 балл
-
таблетка, от виРУСОВ /запить надА/
1 балл
-
Форсаж 201АД, Форсаж 200AC/DC, Evotig 350 P AC/DC Вся троица отечественная, не только по бренду, но и по разработке/сборке. Комплектуха как у всех - сборная мира. У первых двух, подобный режим имитируется в импульсе, с поддержанием дуги на минимальном базовом токе 5А. Последний может бить интервально с заданной паузой.1 балл
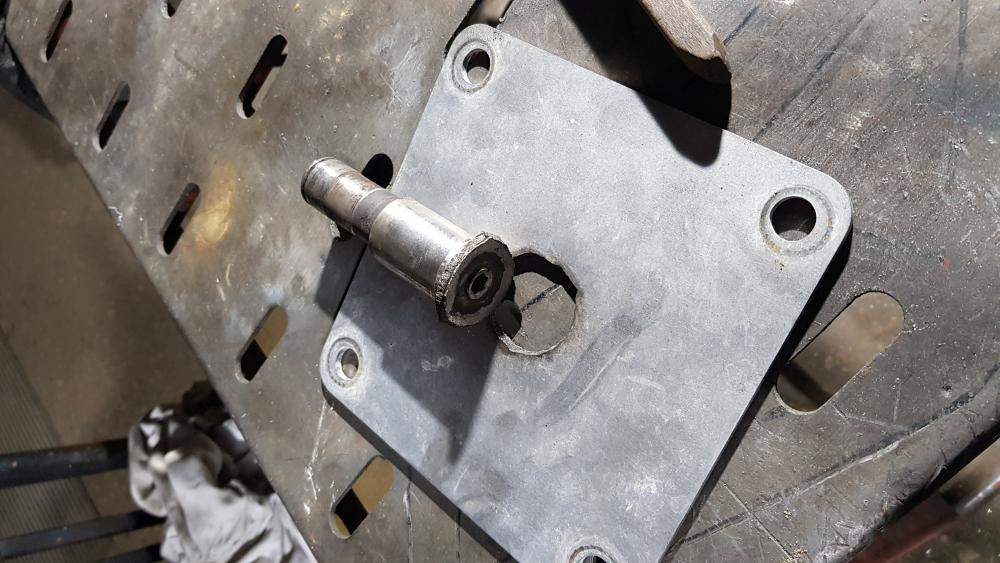
-
Они обычно в это отверстие кровельный саморез с резиновым уплотнением вкручивают , у вас его просто нет или забыли вкрутить .1 балл
-
во время работы, так делали многие, сам не делал, не вижу смысла. Увидеть остаток в баллоне, смочить его. Появится граница, там где более холодное, вода останется, а где газообразная фракция, там испарится. Работает конечно если вы работаете, а не просто баллон стоит. Т.е. должен быть расход газа. Еще вариант: https://ballonis.ru/stati/kak-opredelit-skolko-tehnicheskogo-gaza-ostalos-v-ballone Следовательно в зависимости от применяемого баллона можно найти массу пустого баллона и вычитанием и умножением получите остаток (наличие).1 балл
-
Хех... Оченно сильно напоминает мне другую историю. Мой бывший сослуживец работал в Водоканале. Водолазом. Водолазов было звено из 4-х человек. Все-в штате конторы. Чистили водозаборы, затопленные помещения и колодцы. Получали скромную зряплату, но не перерабатывали. С приходом нового руководства, ессно, случилася оптимизация и "земноводных" вывели за штат. То бишь-посчитали содержание водолазного звена зело затратным и тупо всех поувольняли. А то, что их работу всё равно выполнять надо-поняли вскоре. Ребятки пошли на вольные хлеба. Благо, какое-никакое, а снаряжение у них было своё. Теперь Водоканал за одно погружение платит им больше, чем раньше за месяц. Вдобавок, не водоканальями едиными они кормятся. @krech, думаю, что ты принял правильное решение. Работник за/против работодателя должен голосовать ногами. Тем более-высококвалифицированный. Знаю, что говорю. Я ведь этот путь уже прошёл. От наёмного работяги до ИПшника. И статус "сессионного музыканта" меня более чем устраивает. Периодически зазывают в разные конторы. Ну уж нет! Работать с ними и у них-это две большие разницы! На вольных хлебах не надо притираться к коллективу со всеми его заморочками. Не надо терпеть придурь хозяев и их прислуги. И, как водится, никто не будет нагружать тебя непрофильной работой. Так что не робей, Сергей! Если уж я в своём Кемеруне-мыло с голодухи не жру, то ты со своей квалификацией, да в Первопрестольной-уж подавно! Удачи!!!1 балл
-
в Москве если есть представитель, то можно найти и с демонстрационным залом. А там и поварить можно.1 балл
-
Хорошая проделанная работа! Без сарказма, я серьезно. С чувством к вопросу подошли, с толком. Напишите от куда вы, соберите данные, у кого по близости есть то что вам приглянулось и либо позвоните, а при возможности лучше съездить и потрогать. Я думаю, после тактильных ощущений вы быстро поймете, что же лучше для вас будет. Удачи вам в не легком выборе.1 балл
-
Вот все доделала, это она своим коллегам к Дню Матери сделала.
1 балл
-
Выкладывал тут фото пряников жены, сейчас они у нее оформились в такой тортик
1 балл
-
Называется "говяжья". Судя по вкусу "безродная". Хотя стоимость как у "родной". Рыба форель - походу норвегия. Стоимость недецкая. Когда покупал старался сохранить невозмутимый вид. На следующей неделе купил горбушу значительно дешевле и народу она больше понравилась. Вообще запечёная рыба на этой решётке в духовке классная штука. За 25 минут готовится. Открытие сезона . Ну а чтобы не с пустыми руками сюда вот это. Воспоминание о лете. Хотя помидоры ещё есть.1 балл
-
Я свалился с температурой 38,5. Ломит локти, сперва кашлял и чутка отхаркивалось, сейчас без кашля и нос задышал, но темпер начал лезть вверх... Я не знаю, что конкретно у меня, но на всякий случай ухожу на самоизоляцию, ну если скорую не придётся вызывать, я уже забыл, когда у меня было 38,5... Берегите себя и по 50 грамм дезинфицируйте свой организм.1 балл
-
Дразниетесь да. икру ложками да...
1 балл
-
Так как1 балл
-
Дмитрий , а с лева чО , и похоже на сварочную точку но я чето не догоняю , твоя или на лезвии заводская , хотя нет там сварных точек . Ну и назло подорожанию и усе свое , проживем и в Америке и Германии тоже не дешевеет все и так же как у нас . Кабачок + чуток мяса + вся всячина с огорода и усе полезное
1 балл
-
Сфоткал в микроскоп.1 балл
-
Не обязательно молодой. Обычно "раздающим" становится тот, кто сядет по середине установленной стороны стола - стол на 10 человек. На фото; команда "Раздающие встать!", Далее следует: "Приступить к раздаче".1 балл












































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)












































