Лидеры




Популярный контент
Показан контент с высокой репутацией 21.09.2020 во всех областях
-
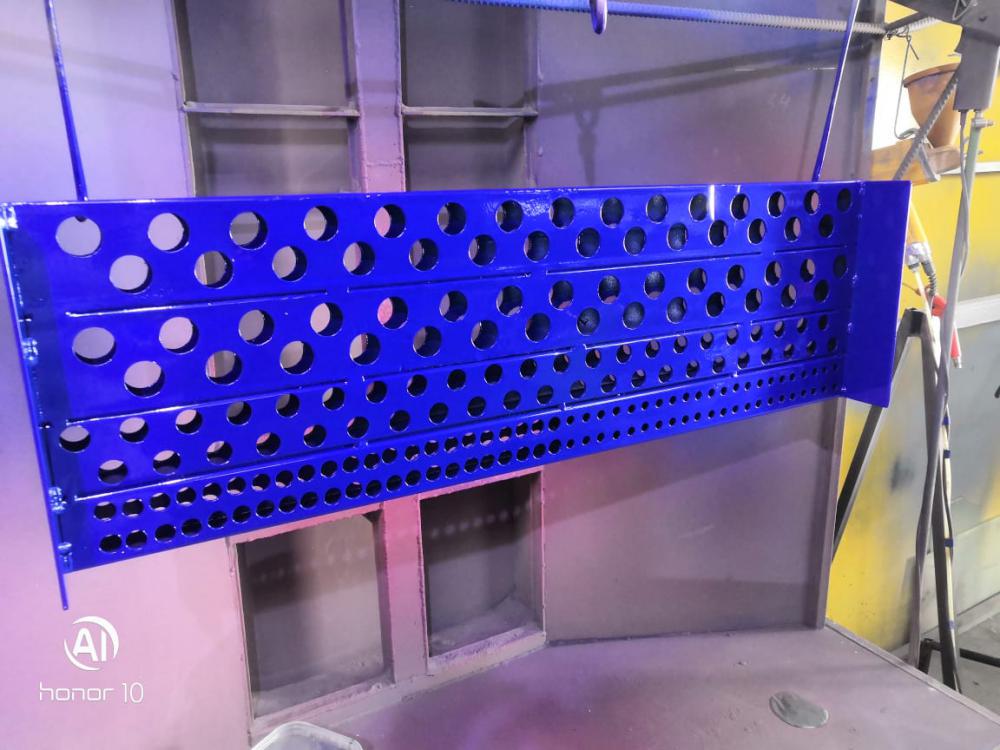
Не так давно я опять "играл в сварщика", чинил ковш на нашем погрузчике. Примерно так оно выглядело: верхняя полка треснула посередине (такой он нам достался) и загнулась вниз (в основном от поднятия тяжестей). Так как погрузчик у нас используется не только по прямому назначению, но и для перевозки всякой всячины по территории, загиб порядком мешал. Собака не является неисправностью . Было решено вырезать верхнюю полку, и поставить заплатку (править довольно трудоемко): На заплатку пошла полка от двутавра из 09Г2С. Получилось довольно толсто, но это позволило обойтись без загиба по фронту (там раньше загиб для жесткости был). Ну и все это было приварено (швы чуть кривые, но что поделать, варю редко). Верх: Низ: Ну и швы поближе, первый проход криво конечно, но на втором уже лучше: Я позже конечно приварю туда петлю (для разных грузоподъемных операций), по просьбам трудящихся. Но для нее надо будет вырезать усилители, чтобы ничего не гнуло и не отрывало. Длинно получилось, но у меня это уже традиция .
 7 баллов
7 баллов -
Реально годный стёб, регулярно смотрю этого кадра, чтобы посмеяться)))))6 баллов
-
@Sergeich155, Сергей, сейчас могу вам предложить 2 пути решения вопроса: 1. Возврат аппарата. В этом случае, вам необходимо обратиться в компанию, где вы приобретали аппарат. Мы с ними уже пообщались, по нашему заключению они готовы вернуть деньги. 2. Обмен аппарата. По нашему глубочайшему убеждению ваш случай - неисправность конкретного аппарата. В этом случае вам необходимо будет сдать аппарат в указанный сервис в Рязани, мы предоставим им заключение с подтверждением обмена на новый. 3й вариант обмена на Динамику не рекомендую. Минимальное значение сварочного тока у Динамики выше, чем у ОВЕРМАНа, поэтому сварка в вашем режиме (тонкий металл и минимальный ток) не будет такой стабильной, как у ОВЕРМАНа.6 баллов
-
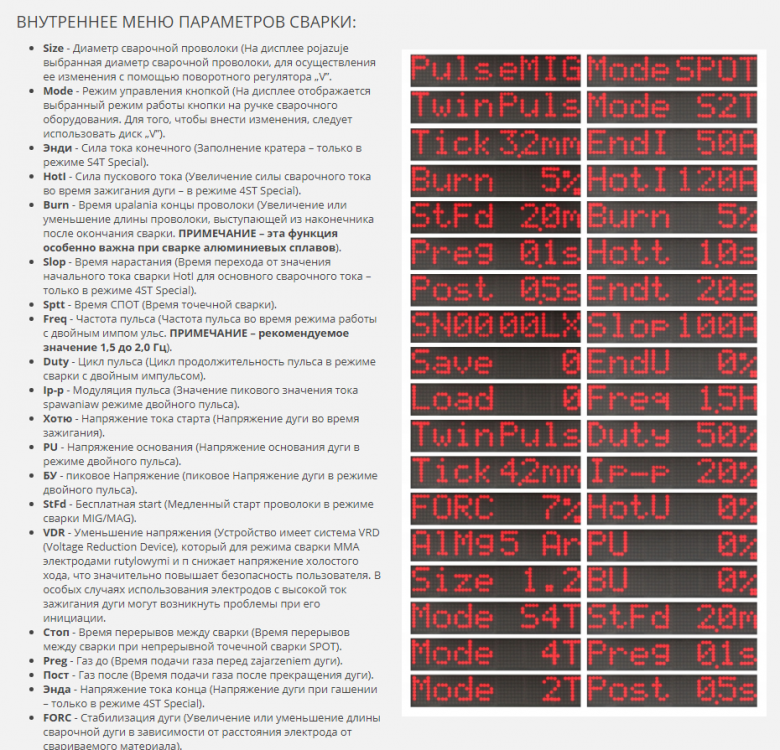
Сначала о ваших чертежах.Думаю,что эта информация вам не помешает. ОБОЗНАЧЕНИЕ СВАРНЫХ ШВОВ НА ЧЕРТЕЖАХ ПО ГОСТУ25.01.2020Общепринятые сокращения и аббревиатуры не относятся к числу популярных терминов. Это можно сказать и о ГОСТе – не самое любимое слово. Разве что среди читателей есть сварщик, который претендует получить статус профессионала. В таком случае даже при всей своей нелюбви к официозу он должен, как минимум, относиться к аббревиатуре ГОСТ уважительно. Честно говоря, этого недостаточно. Нужно не просто уважать, но и хорошо разбираться в тонкостях государственных стандартов, которые имеют отношение к сварочной индустрии. С чем связано такое утверждение? С тем, что если приходиться сваривать металлы вне пределов своей дачи, а, скажем, на производстве, то почти гарантированно придется иметь дело с рабочими чертежами. И без знания специфической топологии прочитать их будет невозможно. Без знания спецификации и условных обозначений понять эти документы будут не проще, чем письмена племен Майя. Ведь современные сварочные технологии включают множество различных методов, которые отличаются техническими нюансами и требованиями. Все они нашли свое отображение в государственном стандарте. Обозначения на технологических чертежах на первый взгляд могут показаться устрашающими. Однако, если внимательно изучить три главные ГОСТы по сварочным технологиям, то все обозначения превратятся в понятный и важные источник информации. Правильное чтение и понимание чертежа значительно упрощают выполнение поставленной задачи. СОДЕРЖАНИЕВиды сварочных швовВиды швов по ГОСТамСпособы сваркиРазмеры шва Виды сварочных швовПрежде всего нужно дать определение еще одной важной аббревиатуре – ЕСДК. Это – Единая Система Конструкторской Документации, в которую входит полный комплекс самых разных стандартов. Они регламентируют порядок выполнения технических чертежей, включая и документацию по сварочным работам. В систему входят и интересующие нас стандарты: ГОСТ 2.312-72. Прописаны условные варианты отображения и обозначение сварочных швов на чертежах.ГОСТ 5264-80. Изложена исчерпывающая информация обо всех видах сварных соединений и швов, выполненных дуговой ручной сваркой.ГОСТ 14771-76. Детальная информация о сварке в инертной среде; типах швов и соединений, получаемых в таких условиях.Прежде чем детально изучить примеры обозначения на чертежах, нужно проработать информацию об их видах. Лучше всего это сделать на практике. Пусть на чертеж будет выведено следующее изображение: Нагромождение цифр и непонятных символов никак не добавляет оптимизма. Но на самом деле не все так печально. На самом деле в столь длинной строке зашита логическая цепочка, в которой совсем несложно разобраться. Сначала нужно выражение разбить на составляющие блоки: Настало время рассмотреть все составные элементы, разбитые по квадратам: вспомогательный символ, который информирует специалиста о виде стыка: замкнутая линия или монтажное соединение; номер стандарта, соответственно которому здесь приводятся условные обозначения; буквенное или номерное обозначение типа соединения со всеми конструктивными элементами; метод выполнения сварочных работ соответственно стандарту; тип конструктивного элемента и его размеры; длина непрерывного участка; символ, характеризующий тип соединения; описание соединения при помощи вспомогательных знаков.Далее рассмотрим каждый из элементов условного обозначения отдельно. в первом квадрате изображен овал, который символизирует круговое соединение. Его альтернативой является флажок, который информирует о монтажном типе соединения стыка. Односторонняя стрелка информирует о шовной линии. С ней связана специфическая особенность, которая выражается в наличии полки. Нередко на графических чертежах встречается такой знак: Визуально он похож на символ корня квадратного из области математики. Видимая на рисунке полка является полем для размещения разных условных обозначений о характеристиках шовной линии. Если информация расположена под так называемой «полкой», то это говорит о том, что сварной шов расположен с обратной стороны и является невидимым с лицевой части. Как определить, какая из сторон считается лицевой, а какая – изнаночной? При одностороннем соединении сделать это несложно. Лицевой будет считаться та сторона, с которой нужно работать. А вот при двухстороннем соединении с неодинаковыми кромками лицевой считается та сторона, на которой размещено основное сварочное соединение. При одинаковых кромках лицевой или изнаночной может быть любая из сторон. Ниже представлена таблица с наиболее часто используемыми в чертежах символами и их значениями: Читайте также: Виды сварных соединений Виды швов по ГОСТам (квадраты 2 и 3 примера)Возможные способы соединения двух элементов вплотную рассматриваются в ГОСТах 14771-76 и 5264-80. Есть такие виды сварочных соединений: С – стыковой шов. Два соединяемые элемента находятся в одной плоскости и на одном и том же уровне. Они состыкуются между собой смежными торцами. Это один из наиболее востребованных вариантов соединения. Его особенность заключается в том, что механические характеристики сварного шва очень высоки, а внешний вид готовой конструкции эстетичен. Наряду с положительными сторонами есть и отрицательные. Такой вид соединения остается сложным в техническом плане. Качественно он может быть исполнен только опытными специалистами.Т – тавровый шов. Подразумевается соединение двух элементов, расположенных один относительно другого под углом 90 градусов, а место соединения имеет Т-образную конфигурацию. Это наиболее жесткий вариант соединения из всех рассматриваемых. Поэтому его не применяют в случаях, когда для готовой конструкции важна некоторая эластичность.Н – нахлесточный шов. Две заготовки располагаются параллельно, но не в одной плоскости. Они соприкасаются с некоторым перекрыванием плоскости. Достаточно прочный и надежный способ соединения, но по жесткости уступает тавровому варианту.У – угловой шов. Две заготовки торцами располагаются под углом 90 градусов. Плавятся торцы, в результате чего образуется достаточно прочное и жесткое соединение.О – особые типы. Так обозначаются все другие варианты сваривания заготовок, которые не описаны в стандарте. Оба упомянутые в начале раздела ГОСТа имеют общие черты и перекликаются между собой. Для ручного дугового соединения по ГОСТу 5264-80: С1 – С40 стыковые;У1 – У10 угловые;Н1 – Н2 нахлесточные;Т1 – Т9 тавровые.Выполнение сварочных работ в инертной среде по ГОСТу 14771-76: У1 – У10 угловые;С1 – С27 стыковые;Н1 – Н4 нахлесточные;Т1 – Т10 тавровые. В приведенном примере есть рассмотренные только что цифры. Во втором квадрате размещена информация по использованному стандарту – 14771-76. В третьем квадрате изложен способ соединения – тавровый двусторонний без скоса кромок. Способы сварки (квадрат 4)В требованиях по стандартизации описаны и способы сварки. Самыми распространенными из них являются: А – автоматическая. Проводится с использования флюса, но без прокладок и подушек;Аф – тоже автоматическая. Но в этом случае на подушке;ИН – выполняется в инертной среде с применением вольфрамового электрода без присадок;ИНп – такой же самый способ, как и предыдущий с той лишь разницей, что присадки применяются;ИП – соединение металлом проводится в инертной среде с использованием плавящегося электрода;УП – все то же самое, что и ИП, только вместо инертной среды применяется углекислая.В данном случае в четвертом квадрате стоят символы УП. Это значит, что сваривание выполнялось в углекислой среде плавящимися электродами. Размеры шва (пятый квадрат)В приведенном примере было удобнее всего обозначить длину катета, поскольку рассматривается тавровое соединение с размещением заготовок под углом в 90 градусов. Определяется катет в зависимости от значения текучести. Необходимо обратить внимание на то, что если чертежом указывается соединение стандартных размеров, то указывать катет не нужно. В приведенном примере катет будет равен 6 мм. Виды дополнительных соединений: SS – односторонне. Дуга или электрод в таком случае передвигается с одной стороны;BS – двухстороннее. В таком случае источник плавления передвигается с обеих сторон.Согласно ГОСТу 2.312-72 швы делятся на видимые (на чертеже отображаются сплошной линией) и невидимые (пунктир). Самое время вернутся к рассматриваемому примеру и подать информация простым понятным языком. Речь идет о тавровом двустороннем шве, который выполнен методом ручной дуговой сварки в углекислой среде (газ). Кромки стыков не имеют скосов. Шов прерывистый, нанесен шахматным способом. Размер катета шва составляет 6мм, длина проваренного участка – 50 мм. Шаг составляет 100 мм. Поверхность стыка необходимо выровнять по завершению сварочных работ.5 баллов
-
Видео от Сергея: https://youtu.be/xrjhySNQi3E @Sergeich155, Сергей, отдельно замечу, когда покупатели из регионов не могут решить вопрос на месте и отправляют технику в головной сервис - транспортные расходы по гарантийному ремонту мы всегда берем на себя!5 баллов
-
С языка снял. Пойду тему создам как подлая немчура не научила 180 пикомиг пробивать окалину шариком на конце проволоки. И то что волки тряпошные не разработали программу по противодействию взрывам эмульсии в дуге. Еще мне не нравится что брызги в сопле, когда уже торчать наружу начинают, привариваются к шву весёлым какулетом.3 балла
-
так что многие пинки в адрес Авроры малочувствительны в плане реакции просто потому , что руководство Евротека о них не в курсах...партнёры предпочитают скрывать от Авроры негативную инфу.. а Константин Краев не в состоянии висеть на форуме каждый день... но достучаться можно.. и результат будет...3 балла
-
Вот прямо таки вас Константин хочется поставить в пример как нужно решать проблемы с неисправными (возможно конечно) аппаратами некоторым сине-зеленым "перераскрученным" брендам, которые более года не могли решить одну и туже проблему с их оборудованием, а играли в пинг понг со своими покупателями. Прямо снимаю шляпу! П.С. как бывший владелец Овермана, претензий к аппарату не имел, он и сейчас трудится у товарища.3 балла
-
Тьфу, бл..., чесслово. @Sergeich155, Вы что, издеваетесь? Или Вы косите под придурка? Что за чушь?? Может, Вам рассказать, как снимаются подобные видео? Возьмите нормальный кусок листового металла, зачистите до блеска и положите валик длиной 600-700 мм. И дайте камеру тому, кто умеет с ней обращаться! Что мы видим в Вашем ролике? Несколько тычков в триггер горелки, несколько капель наплавленного металла и какая-то дама, которая вообще не вдупляет, что и как нужно делать. Простите за прямоту, но вот лично у меня растёт некая уверенность в том, что описанная выше проблема не в аппарате, а в рукожопости сварщиков. Всё вышесказанное не имеет никакой ангажированности, проплаченности и предвзятости к кому бы то ни было.3 балла
-
Я Вам на чипе уже ответил.3 балла
-
http://6061.com/ http://www.6061.com/subscribebuttonfinal2.jpg The Fabrication Series занимаются напрямую продажей курсов и сотрудничают с производителями, дилерами и дистрибьюторами. Спонсорству спонсорство - рознь, но у этих оно имеется. А тот дальнобойщик тот еще чудик. Бочку гонит, а на Родину желанием вернуться не горит. Легко любить родную страну на расстоянии видимо.3 балла
-
Огромная благодарность организаторам конкурса! Очень доволен, что удалось поучаствовать. Как и многие на данный момент загружен заказами, что участие было под огромным вопросом. И все таки выкроил денек для конкурса. Я думаю, если бы конкурс проходил в межсезонье, зимой, то и количество работ бы значительно было больше. Да и работы были б поближе к тематике.3 балла
-
смесь водорода до 5% вещь хорошая. Но качество газа чистого аргона под сомнением, про смесь и говорить не приходится. Т.е. если % в смеси прыгает от баллона к баллону то и режим нужно корректировать. На плазменной сварке, водородная смесь очень интересно себя проявляет. В ТИГ тоже будет прирост по мощности, т.е. можно глубже давить, но... ценник ну и стабильность по качеству не позволяют использовать каждому. Это как с гелием. Т.е. разок попробовать для познания возможностей может и стоит. Но применять на каждый день, дороговастенько выходит. Ба-бах не будет, т.е. содержание водорода, абсолютно безопасно в данной концентрации. Все остальное практически то же, единственное можно получить провар на большей глубине. Не значительно, но можно. Для некоторых это может оказаться очень важным моментом.2 балла
-
А у вы не пытались исправить массу, ликвидировать затык проволоки, очистить металл ... ?2 балла
-
@Вад11,не знаю чего там за сундук такой,на 40А варю и ничего не прожигается ни на старте,ни в процессе.2 балла
-
Надо учитывать возможности оборудования. Если сундук, то только через присадку прихватку удастся поставить. У него начальный ток, ток поджига не менее 35А, враз дыра будет не хилая. На моем Форсаже я 10А поджиг ставлю, рабочий пусть 30А, зажигаю НА ТРУБКЕ, добиваюсь ванночки и проволокой 1мм от п\а уже свариваю трубки.2 балла
-
Достал бардак в сверлах с хвостом КМ. Сделал за несколько дней полочку для этих дел. Весь ассортимент КМ1-КМ4 по ГОСТ + свободные дырки под втулки. На днях поставлю в стеллаж на рельсы и будет чудо хранилка для сверлышков. Профильная труба 80*40*4мм . Сверлим дырки. . Сввриваем всё в единое целое: . Делаем из дырок - отверстия.. Заколебался разверткой вручную крутить. . Красим толстым слоем порошка. . Модернизируем стеллаж и устанавливаем полку на место: . Заодно сделал наконец-то "Шифонер" для борштанг, скалок и прочего длинного осевого инструмента. Влезает 12 оправок ИСО50 в три ряда, надеюсь этого будет достаточно. Зато теперь душа моя спокойна и умиротворена и можно не беспокоится за то что все инструменты окривеют. Завтра еще внутри крючочки для лекальных и поверочных линеек прибью и вообще ляпота будет. Супруга моя любимая тоже внесла свою героическую лепту, покрасила всё собранное ударными темпами. .
2 балла
-
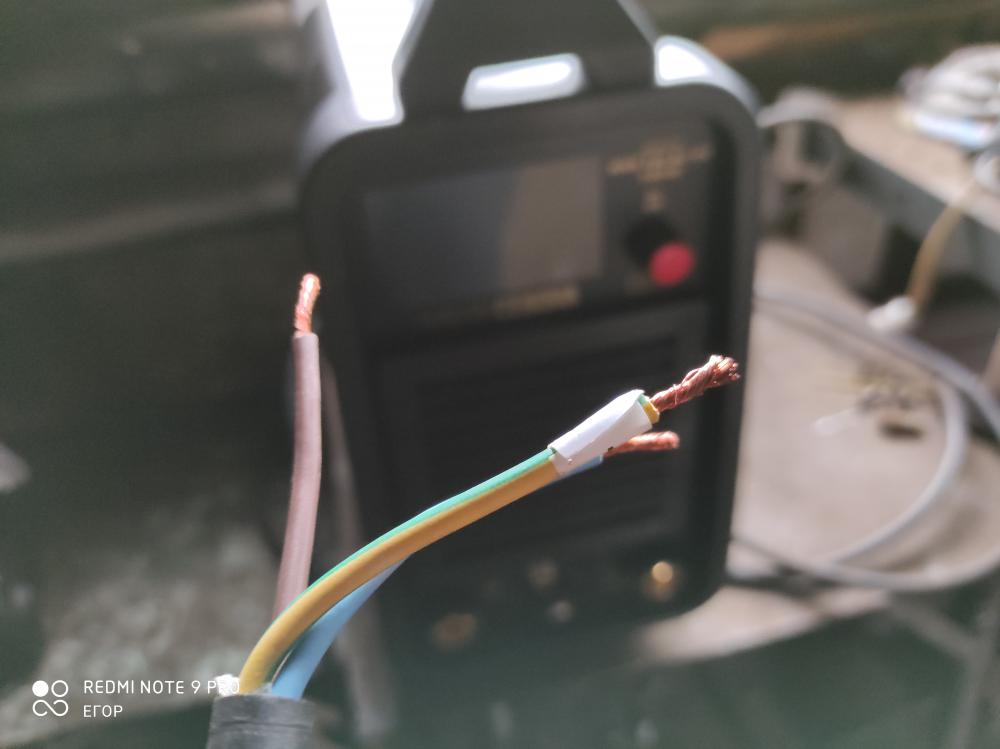
Здравствуйте все! Добрый вечер! Приобрел себе для тонких работ вот такой аппарат. Первые впечатления. Минусы- нет возможности менять форму волны, утешил себя тем, что это есть на Форсаже. Минус второй- 10 пиновый разъем, впрочем после вскрытия коробки и извлечения его , обнаружилось, что разъем "папа" есть, в пакетике в разобранном виде приклеен к ручке, так что минус не считаем. Снова минус второй, резьбовой штуцер газа, от Агни не подошел, как родной подошел от набора для воздушного компрессора, все бы это ладно, но если бы разъема 10 пин с аппаратом не шло, то отдельно он стоит 2250!!!. Распиновку для проводов горелки завтра выложу, было нечем нарисовать, завтра поправим. Осцилятор пробивает миллиметров с 40, поджиг четкий, переключать настройки в меню и подменю не привычно по сравнению с тем же Форсажем. Вилки сетевой нет, это ладно, провода не об паяны. Видео сниму, нутро сфоткаю. Уважаемые модераторы, поправьте название, клавиатура дала сбой))), спасибо!
1 балл
-
Так как все призы распределены, то принято решение не много раньше опубликовать результаты. Незаметно пролетело два месяца и пора подвести итоги конкурса "Мой звёздный час с 3М". В этот раз отмечу, активность на участие в конкурсе была очень низкая, возможно съиграла свою роль пандемия, но давайте о хорошем и подведём итоги. В технической номинации первое место занимает работа №1 Гидравлический пресс. http://websvarka.ru/talk/uploads/monthly_09_2020/post-2956-0-27620800-1600189484_thumb.jpg Она выигрывает Сварочный щиток с АЗФ Speedglas® 9100 XXI http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-55609200-1594658043_thumb.jpg Второе место выигрывает работа №4 Конструкция. http://websvarka.ru/talk/uploads/monthly_09_2020/post-23174-0-31041100-1600202862_thumb.jpg Она выигрывает Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg Третье место выигрывает работа №3Трайк из скутера "БАРСИК" http://websvarka.ru/talk/uploads/monthly_09_2020/post-2888-0-88920600-1599756915_thumb.jpg Она выигрывает Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg В Художественной номинации первое место занимает работа №5 Ворота моей мечты. http://websvarka.ru/talk/uploads/monthly_09_2020/post-15771-0-48101400-1600156734_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9100 XXI http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-55609200-1594658043_thumb.jpg Второе место занимает работа №1 "Калитка с почтовым ящиком портфелем " http://websvarka.ru/talk/uploads/monthly_09_2020/post-12854-0-46531700-1600190608_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg Третье место занимает работа №4 Счастье http://websvarka.ru/talk/uploads/monthly_09_2020/post-20372-0-46583800-1599814535_thumb.jpg Она выигрывает приз Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Дополнительный поощрительный приз от спонсора выигрывает работа №3 Стальная маска. http://websvarka.ru/talk/uploads/monthly_09_2020/post-9258-0-27943400-1600193887_thumb.jpg Она выигрывает приз Сварочный щиток с АЗФ Speedglas® 9002NC http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-99275200-1594658049_thumb.jpg По решению спонсоров работа №2 Чудо юдо рыба кит. http://websvarka.ru/talk/uploads/monthly_09_2020/post-13956-0-30752700-1599516246_thumb.jpg не получила призового места, тк. работа выполнена не в рамках "Воплощения давней мечты" и на финальных фото второй фотографии нет логотипа, а 4-ё фото это готовое изделие. Но работа заслуживает внимания и она получает приз Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Работа №2 "Ёлочка" http://websvarka.ru/talk/uploads/monthly_09_2020/post-13118-0-84913400-1599502568_thumb.jpg не осталась без внимания и получает тоже Перчатки Argo 8.512 (Арго), для сварочных работ. http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-27955000-1597077531_thumb.jpg Поздравляю Всех победителей и участников конкурса! Ни кто не остался без наград. Надеюсь что всё без обид. Особая Благодарность Генеральному спонсору конкурса Компании "3М" https://www.3mrussia..._RU/Country-RU/ Наука, воплощенная в жизнь, совместно с компанией Техноавиа https://www.technoavia.ru/ http://websvarka.ru/talk/uploads/monthly_07_2020/post-3288-0-34696500-1594400876_thumb.jpg http://websvarka.ru/talk/uploads/monthly_08_2020/post-3288-0-11073900-1596463710_thumb.jpg Получение призов: В ближайшие дни я свяжусь с каждым участником конкурса (через личные сообщения форума), чтобы обсудить все детали. Объявляю Конкурс закрытым! Спасибо за внимание. С уважением Александр.1 балл
-
1 балл
-
1 балл
-
Я вообще себе плохо представляю контингент который смотрит этих деятелей, а тем паче донатит. Один долбоящер сватает заборщикам уони, другой учит жесть электродом варить и т.д и т.п. а что в итоге? Ну вот решил я сварщиком стать. Если настоящим - в учебное заведение пойду. Если зарабатывать этим хочу плюсом к основной работе - узнаю максимум по профилю но не более. А вот если делать нефиг и рукоприложение в конец не отрофировалось, буду тогда смотреть этих ловких пареньков. Как у них, с их слов все четко выходит, всегда. Проецировать на себя и закрывая мечтательно глазки видеть дугу с зумом. Поглаживая держак)))1 балл
-
Показал на работе. Матерые строители заценили положительно. Двойной восторг вызвало то что сделала девушка. Потому что рукожопых мужиков кругом пруд пруди.1 балл
-
Спасибо, Константин. Выбрал 1 вариант. Уже звонили с магазина, где покупал аппарат. Забрал деньги. Предстоят муки выбора нового аппарата. Пока склоняюсь к спидвею. Ситуация прояснилась, Константин сегодня рассказал. Был сбит (некорректно выставлен на заводе, либо поплыл при транспортировке) подстроечный резистор. Хотя по идее они покрываются лаком, скорее всего именно некорректно выставлен. Проблема не массовая, но имеет место быть. В нашем регионе 3 случая уже. По логике там все просто должно решаться на региональном уровне. Главное чтобы регионы знали параметры подстроечного резистора рабочего аппарата. А выпаять, выставить, залазить - не должно составить проблем.1 балл
-
до 90% поводок можно компенсировать. желание директора, закон и после отпуска могут при расточке вылезти проблемы, например: после расточки все хорошо, а на следующий день или через неделю, железяку поведет. Такое тоже встречали. В итоге: у вас размеры достаточно малые (не три метра в диаметре) и длина не 6 метров. Т.е. ребра жесткости и прочее все должно компенсировать. И уложиться в припуск должны без особых заморочек. Единственное не нагревать изделие в одной плоскости. А стараться делать сварку с разных сторон, желательно равномерно распределяя места сварки. Чтобы банан не получить. А то ваш робот к этому располагает, все варить с одной стороны. вращаем и потом с другой стороны. Там где будет меньше количество сварных элементов, по отношению к стороне где будет много сварки там и поведет и никакая оснастка не поможет и отпуск детали после сварки.1 балл
-
Но омывателя надолго не хватит.1 балл
-
Справедливости ради отмечу- у 6061 есть одноименный сайт и там есть, насколько мне позволяет понимать мой английский, единоразовая подписка на все обучающие материалы, стоит всего ничего-65 американских рублей, но повторюсь единоразово, далее в каждом практически видео есть реклама контроллера с кнопкой на горелке, его цена тоже не велика-239 бакинских без стоимости доставки, но уверен, что все это не основной источник его доходов, а живет за счет заказов, которые поступают и благодаря каналу на ютубе. Вот наверное и все, что хотелось сказать.1 балл
-
@МассаТом,@Steelcar, хорош уже. 2 взрослых мужика, а ведете себя как на базаре.... Модеры, пож междусобойку почистите! Мне очень понравилась тема разбора видео. Такое видео на видео. Попробовать надо замутить подобное, а офигенно это сделать группой, чтоб каждый это по своему сделал, но лучше первичного видео. Ооочень может получится интересно.1 балл
-
Я трубки начинал варить на сундуке джасике-сундуке 200. У него на переменке минимальный ток был 20ампер(крутилка формаж на мин). Прихватки успевал без проблем ставить. Ко всему можно приспособиться. Да и люди на больших токах варят трубки. Там уже ловкость рук, "вовремя тормознуть" и понимание сил "поверхностного натяжения" расплавленого металла.1 балл
-
начали за здравия а кончали за упокой. ребята.давайте жить дружно.в жизни итак полно негатива.берегите себя и свои нервы.1 балл
-
А может стоит прекратить эти междуусобичные разборки ? Песню в тему лучше слушайте. и не ругайтесь...1 балл
-
Кто из вАС без греха, первый брось в грешника камень . Да тут одни белые и пушистые собрались...... ОЙ и мне прилетит сейчас, я же не принадлежу касте избранных ))Только не смотрел и смотреть не собирался это видео, время жалко на заведомо ясное г..., а теперь прикиньте сколько своего убили "бесценного" времени на просмотр, обсуждение и негатив ??? Вот суть в принципе сформулирована.А просить / попрошайничать / ...на развитие бизнеса / и т.д так это нынче нынче модно и не стыдно, как и страну распродавать. Мало негатива ??? Так у нас по телику все время кому то надо помочь и денег перевести СМСками.... и не стыдно телевизионщикам с их доходами, а тут юморист с ютюба, а хай как будто в карман к кому-то залезли.1 балл
-
В те времена когда учился варить трубочки, о подобном инструменте даже и не мечтал . Это сейчас просто наши просторы взорвались всяческими ништяками и прибамбасами. Просто глаза разбегаются. Вставил трубку в трубку и обварил. А так я думаю нужно такие вещи варить встык. Очень развивает .1 балл
-
Для первых разов нужно проделать следующие процедуры, ибо нужно чтобы гарантировано получилось. После наработки опыта можно менять процедуры и многое пропустить в зависимости от лени. Всё равно будет получаться. 1. Обеспечить ровные торцы трубок без зазоров. 2. Обезжирить поверхности снаружи и изнутри трубки. 3. Зачистить кромки торцов снаружи и изнутри до голого алюма. (изнутри алюм тоже должен плавиться) 4. Снова обезжирить 5. Изготовить приспособление для удержания и стыковки трубок . 6. Стыковать трубки с помощью приспособления 7. Присадку(чем тоньше тем лучше) продрать через скотчбрайт и обезжирить. 8. Поставить две прихватки на трубке с противоположных сторон. 9. Варить с присадкой по капле с остыванием после каждой(после наработки опыта и понимания сути алюминия можно ускоряться и останавливаться для поворота всей конструкции. А можно не останавливаться и варить неповоротные стыки . Смысл вообще в хорошей подготовке алюминия. Иначе будете стоять на одном месте пытаясь сплавить торцы и проваливать металл. Так же из-за плохой обработки будут поры, что тоже очень плохо. Поэтому обезжиривать от хладогена изнутри обязательно. Ну и наклон горелки к поверхности при сварке имеет значение. При сварке алюминия чем перпендикулярней к поверхности тем лучше. Наклоняя горелку вы регулируете пятно сплавления. И ещё добавлю. Когда пытаетесь поставить первую прихватку, не надо пытаться направлять дугу прямо в стык. Нужно как бы переминаться из стороны в сторону и в удобный момент(произойдёт катодная очистка алюминия и небольшое оплавление) ставьте прихватку.1 балл
-
простыми словами.двойной импульс способен вложить часть энергии в сварочный шов без перегрева детали. форс это индуктивность.Я Вам перевёл это.а что ещё нужно когда не знаешь что крутить и куда.хлорофос Витя не смог гроверс победить.я его полностью сделал.вот и ответ.а переводят нам всё через жопу наперекосяк и крути ручки пока не поймёшь что к чему. здесь бесплатно.блага такие люди как я ещё не перевелись.просто часть немецкого и английского знаю не по наслышке.особенно технический перевод если работать с этим дебильным переводом то в жизни и по факту не возможно добиться того что ты требуешь от аппарата.1 балл
-
Чего то батенька вы не договариваете )))
1 балл
-
мне помог мой интеллект и напористость.на форуме помог хлорофос.при личном общении.по звонку.до остального доходил сам. согласитесь я сделал максимальную инструкцию для всех.в двойном импульсе для полуавтомата.на форуме нет четкой инструкции и понимания процесса сварки в двойном импульсе.я долго искал и переводил эту тему.и сделал это.так что пользуйтесь.2 года назад такого не было.1 балл
-
@Sergeich155, тогда этот разговор из серии, "что кто-то ищет причины, а кто-то ищет возможности".1 балл
-
@Sergeich155, ну, тогда давайте бросим клич здесь, на форуме? Пусть кто-то из "технарей" выкопает проблему и даст грамотно обоснованное заключение, мол, "Вот эта пипка здесь стоИт и работает неправильно! Надо сделать то-то и то-то, чтобы устранить проблему!" Просто я сам полный ламер в плане электроники, потому так коряво выражаюсь. Если пойти от обратного, то сколько (хотя бы здесь) народу, у которого именно Оверманы работают должным образом? Насчёт невозможности снять видео, тут уж извините, детский лепет. Что мешает попросить кого-нибудь помочь? Объяснить, что нужно, дать ему светофильтр\маску и пусть снимает хоть на телефон хоть на цифровой фотоаппарат?? Было бы желание, как говорится...1 балл
-
@Sergeich155, Сергей, понимаю ваше негодование, когда вы покупаете не самый дешевый аппарат и получаете проблемы. Давайте попробуем разобраться. Вчера до меня дошли ваши претензии, и я пообщался с нашими инженерами и сварщиками. На сегодня резюме такое. С режимом «огнемёта» наши сварщики ни разу не сталкивались. Воспроизвести проблемы по вашему описанию, которое вы оставляли на сайте у нас не получилось. Именно поэтому коллеги предполагают, что проблема в конкретном аппарате. Вероятно, за 100 000 проданных аппаратов могли случаться разные случаи, в т.ч. и похожие на ваш. Но какого-либо значимого количества обращений в сервис с аналогичными проблемами нет. Чтобы решить конкретно вашу проблему, мы можем предложить разные варианты. Если хотите, просто можете вернуть аппарат или обменять на другой, в т.ч. на Динамику. Динамики сейчас в большом дефиците, думаю, 1 сможем найти. Но раз уж вы по всем фронтам активно взялись за решение вопроса, давайте, попробуем всё же найти причину сообща, чтобы понять где проблема: в аппарате или в нюансах эксплуатации? Возможно, это поможет не только вам, но и другим пользователям. Все-таки попрошу вас прислать видео с неполадкой, чтобы мы могли увидеть проблему и условия работы. Также прошу сообщить с каким именно сервисом и сотрудником вы общались, где сейчас аппарат с аналогичной проблемой? Если у вас есть имя, с кем вы общались в головном сервисе, напишите, пожалуйста, тоже. В вашем первом сообщении вы чуть подробнее, чем раньше описываете проблему. В понедельник мы протестируем свой образец еще раз, и потом наш инженер-сварщик с вами свяжется, чтобы обсудить результаты по телефону. Серия OVERMAN это высочайшее качество и отличные сварочные свойства, надеюсь, мы с вами решим возникшую проблему.1 балл
-
Сегодня на работе из отколотых сопел замутил себе линзу на горелку EWM 450W сетку взял от сита, сначала поставил 3 шт неработало добавил еще 1 и линза стала действовать вылет вольфрама 16-18 мм, наружняя чашка Ф 19 мм получилась от Агнишки вроде. кстати цанга обычная. Еще напарнику досталась сварка в трудно доступном месте пришлось мутить дополнительный поддув аргона с 2-х сторон в зону сварки с помощью шлангов сопла тоже с сеткой и скотча ))) Я был в роли оператора.
1 балл
-
Жаль нет кнопки на ютюбе, что бы у этих блохеров деньги отнимать и в детские фонды переводить. Стёр бы пальцы в кровь, клацая этой кнопкой. Конечно же никто не против, когда видео несут учебный и очень профессиональный характер, например как это делает Vnuk. Но когда псевдо спец разглагольствует, к приступу тошноты прибавляется ещё чувство стыда, непонятно почему, но видимо за профессию стыдно!1 балл
-
Поздравляю всех победителей. У меня есть просьба к организаторам конкурса. Отправьте перчатки которые я заслужил за участие в конкурсе участнику форума под ником Wasek.1 балл
-
Умеет, но МИХ нет, ВЧ нет, тут есть, вот на вахте сундуком делал, но хочется комфорта))) а ВЧ дает более комфортные условия работы, концентрированная дуга.
1 балл
-
Поздравляю от души, я б конечно фсех бы сделал, но я полы бетонировал, некогда было))))1 балл
-
Американский фермер демонстрирует свое транспортное средство. Приводится в движение козлом, который находится в беговом колесе. Козломобиль мог достигать скорости до 15 км/ч. Козёл–запаска вверху.1 балл
-
Закончил сварную цепь в золоте) Диаметр проволоки 0,56мм. Ни одной пайки, только сварка, только хардкор)
1 балл
-
Немного архива Плазменная резка металла ООО "Центр Технической Помощи", г. Южно-Сахалинск. Подписывайтесь на наш Инстаграм
1 балл
-
Раптор 3 (4,5), Дудис полуавтомат (4,5) лет 10 наверно увлекаюсь. Сейчас лежит, глаз радует. Младшая когда-то стреляла, осталось видео: https://youtu.be/I5smVQ6pbug https://youtu.be/BdnEk5jxeB41 балл