Лидеры




Популярный контент
Показан контент с высокой репутацией 01.12.2019 во всех областях
-
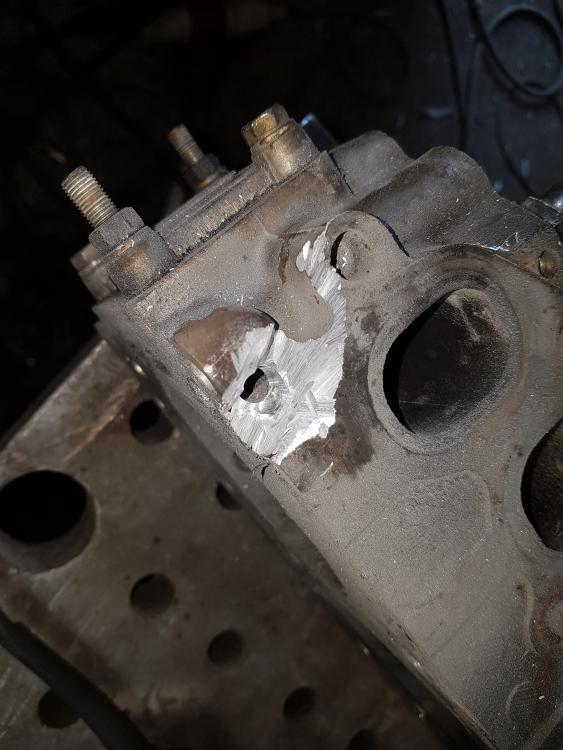
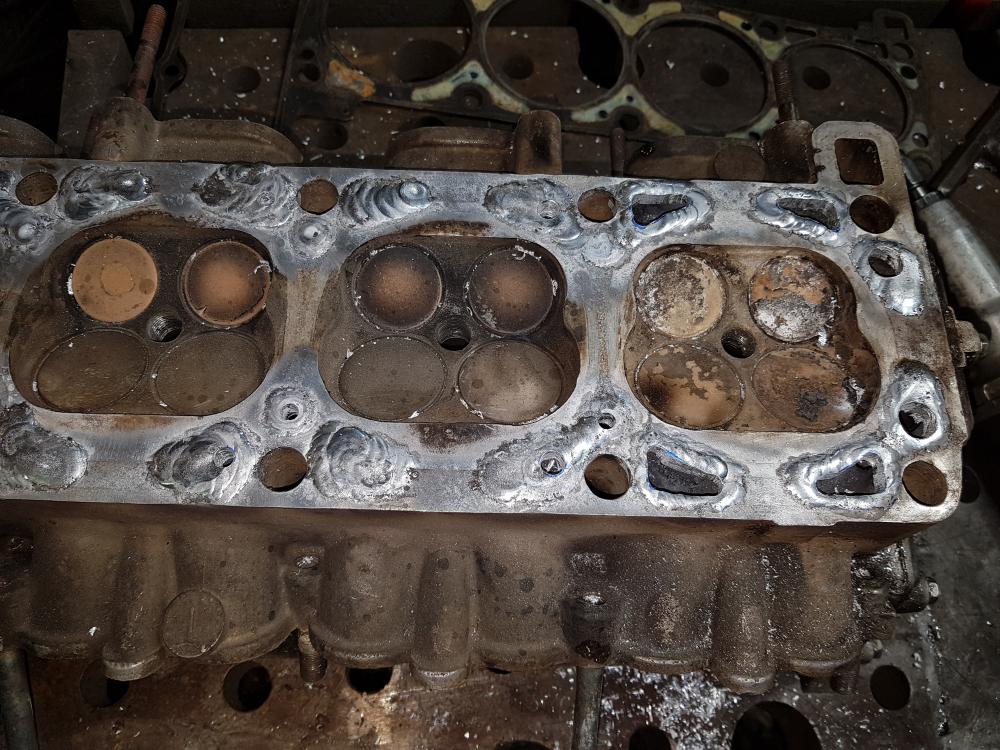
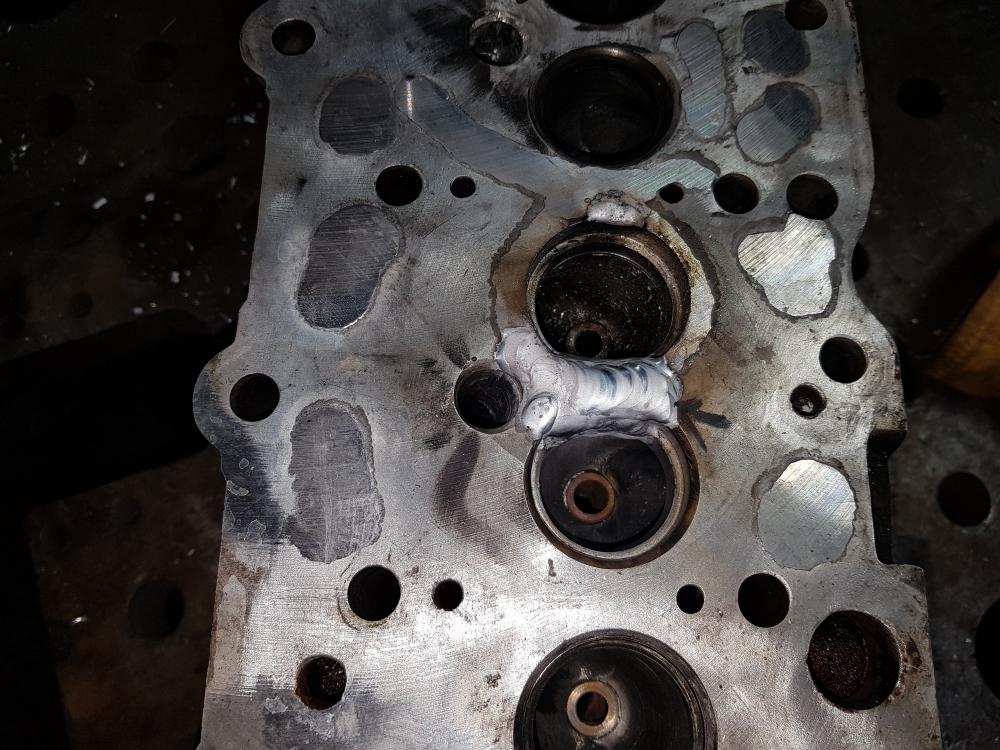
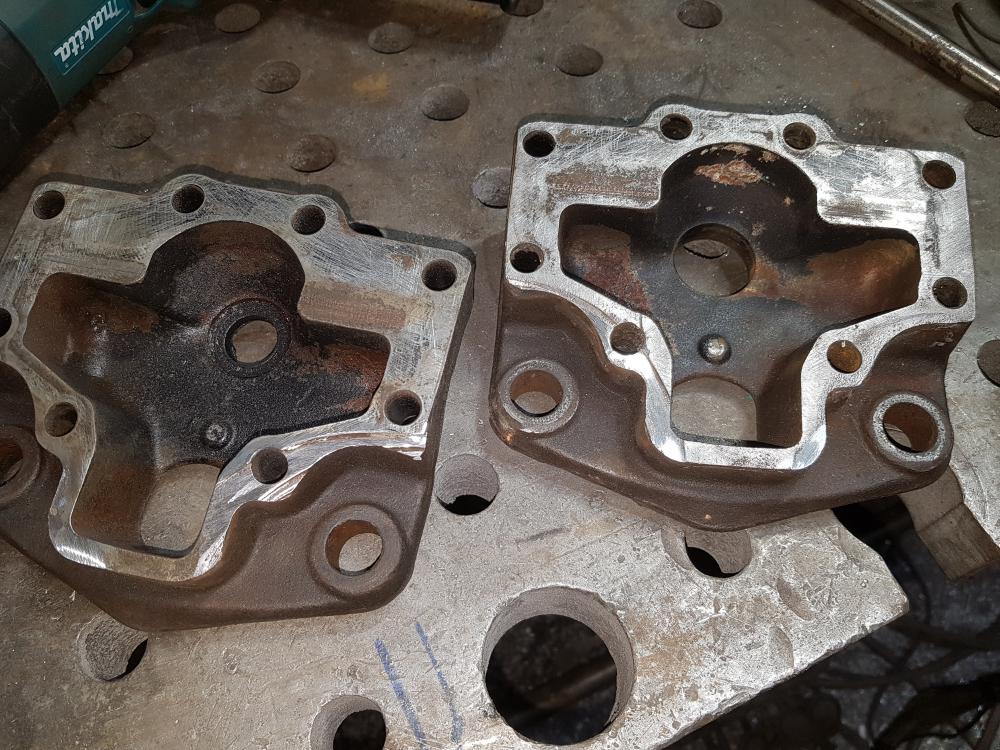
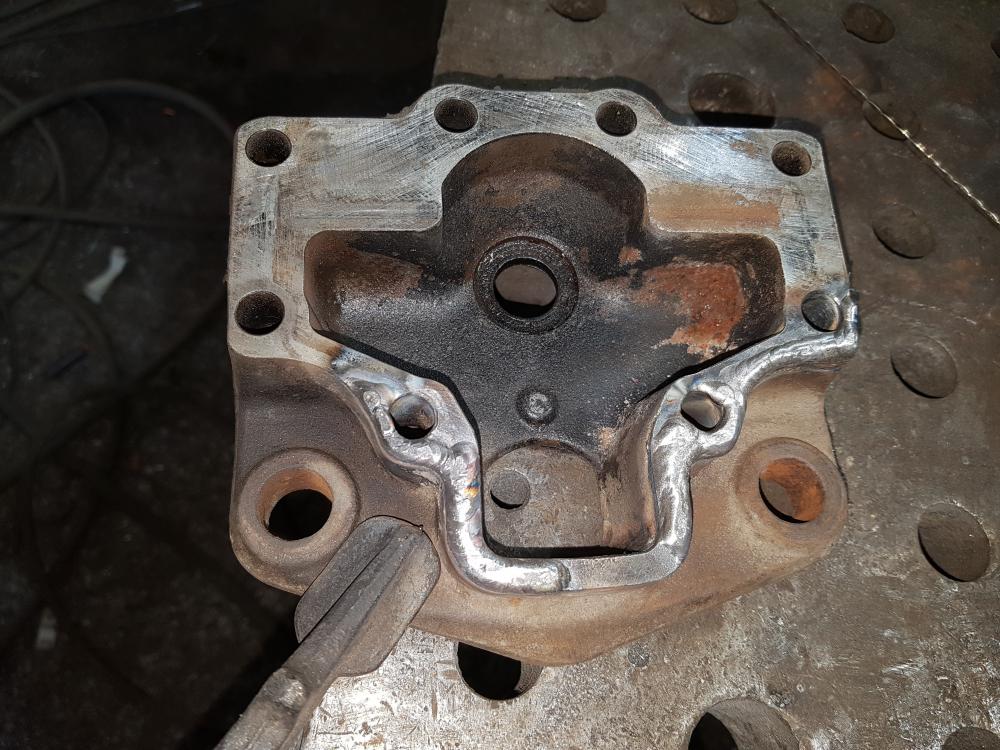
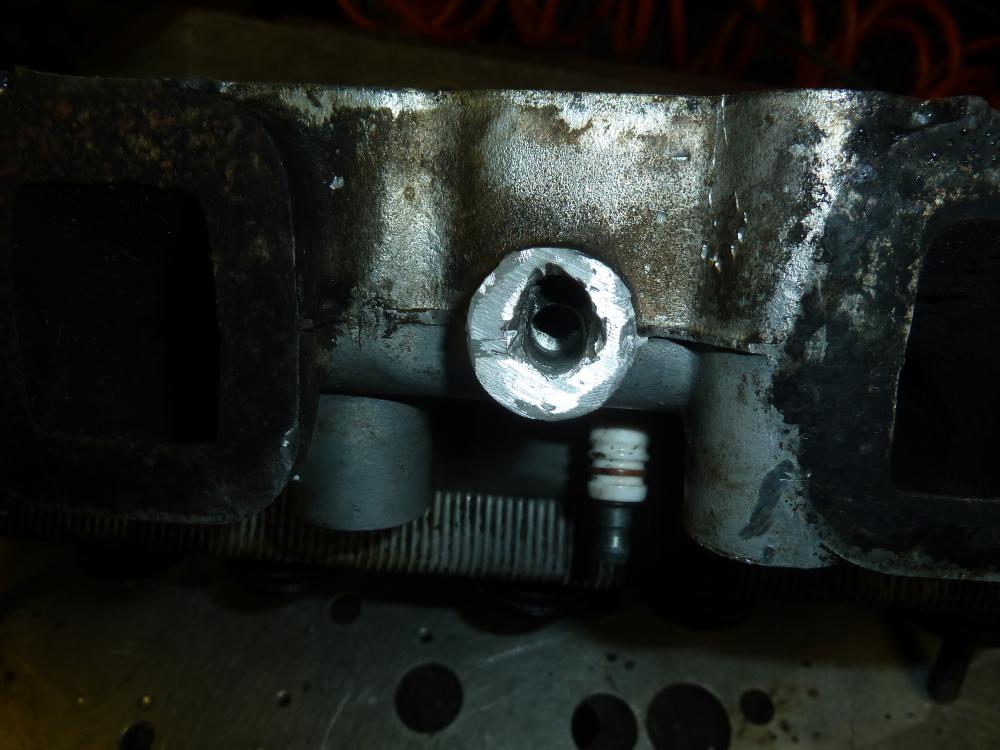
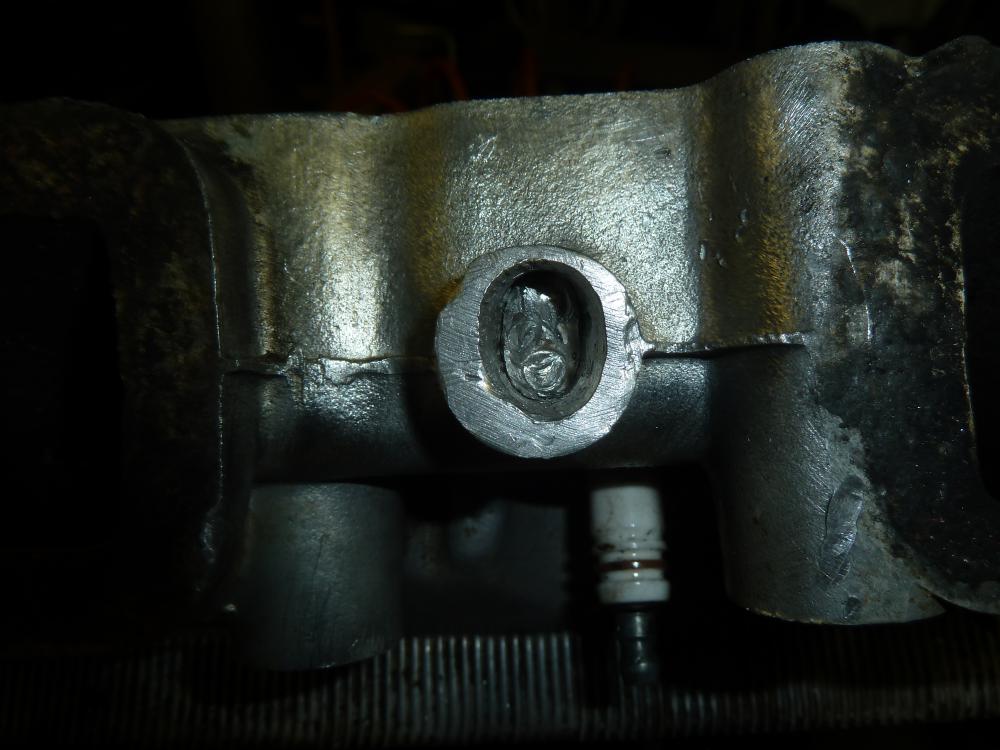
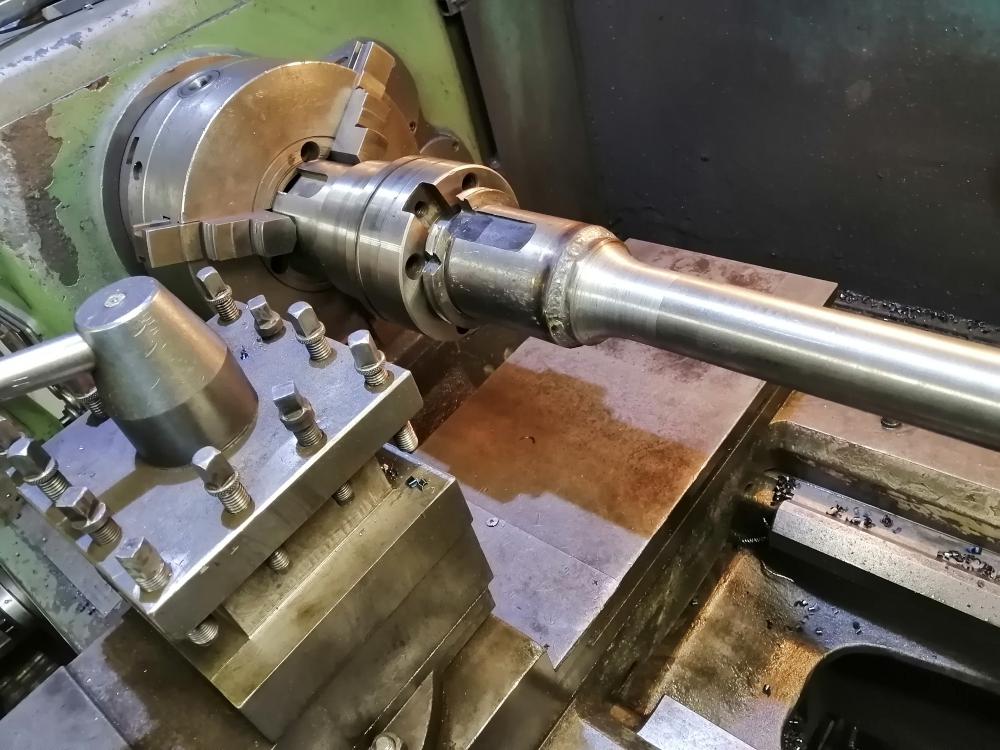
Топливные баки. Алюминиевый. Пробоина шальной железякой. Просто залатал. Бак жестяной. Пробоина злобной железякой. То есть-бородком с целью слить луц. Есть у меня знакомец, занимающийся реставрацией амортизаторов и стоек. Регулярно подкидывает мне "каждой твари-по паре". Амортик с миниквадрика. Ути-пусеньки... Один, без пары... Люмень и чугуний. Головы больные. УМЗ-421. Шпильку коллектора так и не смогли выдрать. Пришлось выпиливать и наваривать. ЗМЗ-406. Коррозия. С Саньён-Истана. 3 штуки. Коррозия, трещины. Процесс удаления сёдел. Наваривается в аргоне валик. Седло остывает и вытаскивается пальцами. Не всё коту-масленица... Одну саньёновскую голову-вернули "на доследование" после черновой фрезеровки и опрессовки. Трещина между двумя сёдлами уходит вниз, в каналы. Водяной канал-пострадал от коррозии и стенки предельно истончились. Снёс канал фрезой и выварил по-новой. Детали тормозного суппорта тягача ДАФ. Болтокруты при разборке покалечили плоскости разъёма УШМкой. Наплавил ПАНЧем. Обломки подшипника промвала продавили колокол КПП Фусо-Файтер. Подогрев. Экий казан получился! Уноси готовенького!!! Выехал к обладателям спецтехники. Однако, на сей раз-вопрос был в некачественной сварке отопления гаражного бокса. Взял с собой Аврору ММАшную. Но, тут-как всегда... Вай, беда!!! Серьга ковша фронтальника лопнула. А я к такому кренделю оказался не готов. Ни электродов, ни сварочника мощного, ни строгача. Отопление-отложили. Ощенамана надо, нащальнике... Нашли лосиноостровские УОНИ ф 4мм. Пытался объяснить, что аппарат-слабоват для таких экзерсисов. Бесполезно... Ощенама надо и точка!!! Аппарат сдохнет-новый оплатим. Сдался. Разделал кислородным резаком. Залил разделку серёжки толщиной 25 мм без остановки. Аппарат не перегрелся и в защиту не ушёл. Наверно, потому что температура в боксе-была чуть выше ноля. А отопление? Пока голову искали-ноги встали и ушли. То есть-пока серьгу заваривал, пористый шов затянулся ржавой водичкой и был отложен до весны. .
 12 баллов
12 баллов -
Шобашка.Сказали,шо помпа с волжары. Несмотря на крайне пострадавший внешний вид,сваривалось просто изумительно, даже моим источником.Маркировка на детали АЛ9, варил 4043 ф2.Пыпка какая- то расплавилась,но это конечно же я не виноват.)
7 баллов
-
6 баллов
-
Конструкции разные:-вагоны,трубы,баки,контейнеры,понтоны для фур,отбойники и куча всего....Фото и видео делать могу только швы и автоматы.
5 баллов
-
5 баллов
-
Сваривал тут шины недавно, состав 99.7 Ал , никак не АД3 балла
-
@AMBIVERT42, Еще.Хорошо бы сварить легкую подставку из профильной трубы 30/30мм;квадрат со стороной 500/500мм и ножкам такой же высоты-та же табуретка,только с открытым верхом). Горелки под подставку и деталь можно на ней подогревать с разных сторон,что немаловажно ...как на сковородке.Проверено годами.3 балла
-
Если восстановить шлицы можете применить электроды эн-60М, ЭСАБ сварка и наплавка.pdf3 балла
-
Люди возможно довольны. А вы в целом аппаратом? Лично у меня впечатление, что последние модели гроверс просто впарил людям на своём имидже.3 балла
-
... бывая в бюджетных конторах постоянно наблюдаю ситуацию : массовщики из фильмов позавидуют профессионализму делать вид\изображать что они работают и что без них все встанет колом .3 балла
-
Не, балансировку не делаю.Моё-только сварка. Самую нудную часть-выведение формы лопастей по шаблону, угла наклона по шаговой горке, полировку и покраску-делает дедок на лодочной станции.3 балла
-
@selco, не могу Мерклю в Mig/Mag в частые КЗ загнать, хоть убей. Как-то редко он стрекочет, волнует ванну и не выходит на оптимальный режим, может я чего недопонимаю, но настроить что бы испытывать удовольствие ни разу не получилось. Но включаю ColdMig и как подменили аппарат, отрабатывает так, что по ногам течёт, ну а о пульсовых и струйных процессах не стану говорить.3 балла
-
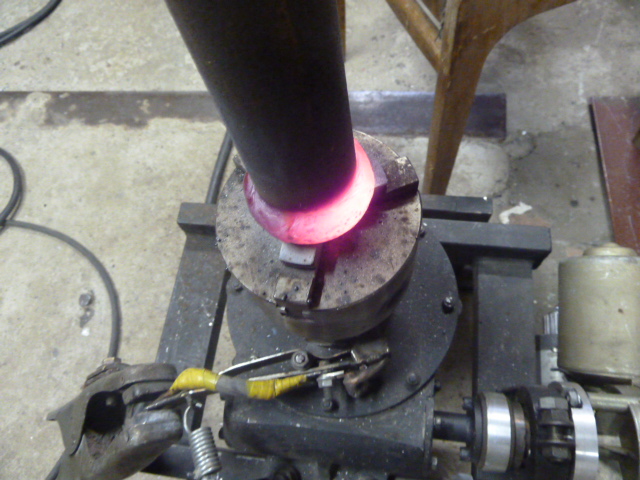
ЗМЗ ГБЦ (ГАЗ -53) , и видно по клапанам нормально мотор работает , но вот не задача меняли прокладку выхлоп коллектора и свернули шпильке голову , стали сверлить и увело в сторону и просверлили в водяной канал , впрочем и заводское отверстие под шпильку сквозное в водяной канал . В общем вытащили они все таки обломок ну и ко мне . Почесав лысину ТИГом али ПА и выбор выпал на ПА быстрее да и проварит насквозь для ТИГ глыбоко и пришлось бы разделать поболе да и наваривать тоже. Включили DEEP процесс мощный и "жаркий" 170А ну и остальное дело техники .
3 балла
-
Пятница.Пришел домой с мыслью покушать и задремать под теплой сисечкой.Отдохнуть так сказать от нелёгких дел электросварочных.Но нет,звонит дружбан- выручай!На СТО вскрыли,посмотрели( катализатор или шо оно там такое) ,заварили,взяли 300 грн.Не считая,что дрыгатель сдох после переборки.Надо выручать.Вышло тоже конечно сурово,времени на подготовку не было,в ночь дружбаны остались в гараже драндулет сами собирать.Но лучше,чем было.)
3 балла
-
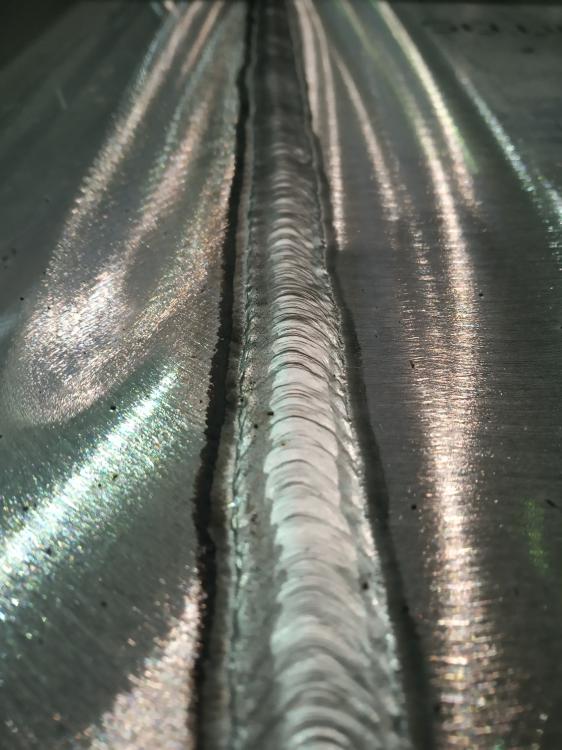
Так дело надо доводить всегда до победного или отрицательного конца - сделаю отчет, балаболом никогда не был. Начальные вводные, Апарат Сварог он же Jasic 200 Pro ММА/TIG. Две недели работал нормально, потом начались чудеса. Залез в ветку про кипение черного металла при Tig сварке http://websvarka.ru/talk/topic/1740-«kipenie»-pri-svarke-v-srede-argona/?p=403740 Читал, потому что при сварке через некоторое время начало получаться нечто невообразимое. Потратил три дня, пока выяснил, что кипение металла в моем случае ни при чем. Спасибо форумчанам, помогли в ветке. Начнем с того, где сей процесс происходит. Гаражное помещение - не утепленное, половина гаража завешана брезентовой завесой, в качестве обогревателей используется для поддержания плюсовой +1+4 градуса инфракрасные обогреватели. Для быстрого старта работа используется тепловая дизельная пушка на 20кВт для первоначального утреннего прогрева помещения, затем три четыре раза набор температуры до 10-5 градусов Цельсия. Итак - задача, обрезать и приварить TIG сваркой фланец к электросварной трубе 89*4, хлыст ~3 метра. Как и учили, берем листик, мел, отмечаем предполагаемый рез. Готовим друзей TIG сварки Думаю, пояснения тут лишние. Не хватает только щетки, я использую с деревянной ручкой, из нержавейки. Чтобы не забивать инструмент и материалы грязью, маслом, предполагаемые поверхности я сначала прохожу ветошью, смоченной в растворителе 646. Делаю первую грубую обработку поверхностей зачистным диском, снимаем где надо фаски. Затем, шлифовальным диском, зачищаем поверхности до зеркального блеска. Поскольку у меня глаз алмаз только за рулем и на дороге (плоскости я хреново отстреливаю, также как и уровни), мой удел лазерный уровень. Выставляю фланец в соответствии с горизонтальной осью. Все готово для прихватки фланца. Настраиваю аппарат. Электрод стоит 2.0, ток выставляю для прихваток 110А, режим 2Т (предгаз 1,5сек, постгаз 8сек, расход от 5 до 7 л/м). Вылет электрода и его заточка может и не фонтан, набиваю пока руку и опыт. Достаем присадочную проволоку из упаковки. Делаю первую прихватку Поскольку первый опыт соосности выставления фланцев по внешней кромке показал плохие результаты, теперь фланец выставляю по стыковочной плоскости. После корректировки одной плоскости, делаю прихватку через 180 градусов. Операцию повторяю с плоскостью на 90 градусов. Поскольку я не умею еще соблюдать возможно температурные режимы, чтобы фланец во время сварки не повело никуда, ставлю прихватки через 45 градусов. Ставлю прихватки с внутренней стороны Очень не нравятся разводы на металле, явно от высокой температуры. После прихваток и проверки соосности фланца, зачищаю щеточным диском все по кругу. Все готово к сварке фланца к трубе. Надеюсь, здесь никаких явных ошибок нет. Смотрим, что с электродом, готовим горелку. Проверяем настройки аппарата: 1. предгаз - 1,7сек 2. ток старта - 10А 3. время нарастания тока до рабочего - 1 сек 4. рабочий ток -120А 5. время спада тока - 1,5 сек 6. ток заварки кратера - 5А 7. постгаз 8 сек Прохожу первым швом, где то получается, где то есть косяки, их высматриваю. Остальные промежуточные фото доступны в хронологическом порядке в Google, больно муторно по одной выкладывать. https://photos.app.goo.gl/j64RqXJz3wX4nVqBA Смотрим, что происходит с электродом Какая то ерунда на нем появляется. Касаний в ванну не было 100% Зачищаем первый шов щеточным диском. Видим косяк. Для себя отмечаю на трубе. Прохожу вторым швом. Смотрим, что опять происходит с электродом. Ошметков становится больше. Сам шов Цвет фланца после второго шва. Зачищаем щеточным диском шов. Видим опять косяк. Заглаживаю горелкой Свариваю внутренний шов И вот тебе..... Поры. Электроду приходит привет. Вырезаю поры, зачищаю повторно внутреннюю кромку трубы и сам шов. Меняю электрод, пробую еще раз. Тут же включаю другой сварочник со своей горелкой и заканчиваю шов, коряво конечно, но герметично. Выпиливаю поры Ну и конечный "результат" В сервисе и компании поставщике оборудования посоветовали использовать вазелин. Я не шучу. ВАЗЕЛИН. Для того, чтобы контакты силовые внтури сварочника не окислялись.2 балла
-
@AMBIVERT42, Краны лучше подальше убрать от горелок:со временем начинают пропускать и горят.Рукав сделать подлиннее,а лучше от кранов избавиться.Довольно часто варю не выключая горелок,попадают искры от полуавтомата и....2 балла
-
Я ремонтом деталей машин не занимаюсь, просто книжки читал, поэтому мои советы воспринимайте с осторожностью ) Я бы нормализовал вал, проточил начисто все шлицы, по ГОСТ 10051-75 выбрал электроды с хим. составом наиболее близким к стали, из которой сделан вал (для ст.45 это наверное Э-35Г6), наплавил продольные валики, чтобы следующий был напротив предыдущего, нарезал шлицы, закалил. Но это решение проблемы по-простому, по-пролетарски. Наверняка есть способы менее затратные по времени и расходу электродов.2 балла
-
@unforgiven48, воспользуйтесь этим сайтом: http://www.spetselectrode.ru/electrod/NR-70.htm2 балла
-
На ЭвоМИГ, на н/у и н/л сталях можно получить всё, что хочешь...если есть время и желание на отстройку режима...хорошо, имеется в виду ЭВОМИГ500ТР2 балла
-
Покушать сообразили.
2 балла
-
в некоторых есть Устройство Antistick для сварки ТIG Путем отключения сварочного тока функция предотвращает неконтролируемое повторное зажигание после пригорания вольфрамового электрода в сварочной ванне. Кроме того, уменьшается износ вольфрамового электрода.2 балла
-
Ну да похоже на хреновый , но сварить думаю можно не спеша попытав то и то и что лучше примет. https://aluminium-guide.ru/goryachee-rastreskivanie-pri-svarke-alyuminievyx-splavov/2 балла
-
Виктор , я это тоже заметил и пришел к выводу что у Меркле , кстати и у Ево ( был и он денек у меня 350й) оптимизирована скорость подачи то есть она меньше чем на машинах типа Аврора и по сему поменьше металла накидывают и получить "горбатый " шов на них сложно . Вот и Учусь сие на Ево похоже мешает, мне наоборот нравиться и сварка поспокойнее идет , привычки у всех разные . Попробуй во втором меню переключить коррекцию на подачу и от программы в плюс корректируй подачу и думаю застрекочет чаще намного .2 балла
-
+ твои натренированные ПА руки . Виктор , а тут "пургу" нагоняешь на аппарат , нормально он настраивается и не как уж не хуже Авроры на черняге. Вот у меня в ПА намного меньше руки тренированны и посему не так красиво , но Меркле настраивается на раз да и варит отлично чернягу , впрочем и усе остальное .
2 балла
-
Или АМц 5мм...вырезать вставку из колесного диска.2 балла
-
пару фоток
2 балла
-
из жЫзни.. перлы менАгеров Как и на любом забюрократизированом гос. предприятии,каждый год 2-3 комиссии и ежегодная ревизия с полным пересчетом имущества,зданий, асфальта, техники, станков, шкафов,стульев , инструмента ,использованных презервативов, металлолома и прочаяпрочаяпрочая.. звонок из бухгалтерии -у вас числится "паяльник rv13 2.5"? -у меня вообще нет никакого паяльника! может, у электрика(авто)? -у него тоже нет. есть, но с другим букв. обозначением.. - прошла неделя,приехал в кОнтору за з/п после отпуска.. опять взяли в оборот. нашли все же пару позиций-генератор ацетиленовый и горелка г2 .нормально все.. смотрю в список-там тот же "паяльник"...почесал рЭпу.. -ЭЭЭЭ,, а может, это не паяльник, а ГОРЕЛКА на п/а?! (Abicor BINZEL 2.5м RV 13) -как при покупке написано,в 2012г, так в реестр и внесено..ой ! НАШЛИ!!! -ппц..2 балла
-
2 балла
-
Тюремные шахматы2 балла
-
На днях продал свой 200Р. Человек искал именно такой для друга, т.к. сам владелец 200Р и еще двух аппаратов Гроверс (аргон и ММА). Я рассказал все как есть - аппарат прошитый, после этого варить нормально у меня не получается, поэтому продаю. Нате, пробуйте. Тестил, наверное, с час на железках разной толщины в разных режимах. Очень удивлялся, что работает он совершенно иначе, чем его (непрошитый). То есть, в привычных для него режимах получается не пойми что. Но опытным путем подбирал нужные параметры, и, видимо, за счет опыта, получалось делать вполне годные швы. Как он сказал "работает странно, но приноровиться можно". Купили. С Андреем Мосягиным он знаком, сказал, что пообщается по этому поводу. Так понимаю, хотят вернуть аппарат к стоку. В целом продукцией Гроверса доволен. В общем, слава Богу, проблему я решил и не обманул никого (не сторонник "впаривать"). Хочется верить, что люди в итоге будут довольны покупкой.2 балла
-
Ну, если ещё и снимать, то мне вообще некогда работать будет )) Но некоторые достойные перлы обещаю записывать и делиться. Из недавних:2 балла
-
это точно. не продажным они быть точно не могут..но речь здесь не про эту презренную шарагу Что даёт ОЦЕНКА КВАЛИФИКАЦИИ сейчас? Почти ничего.... Несла ли прежня система оценки квалификации в области сварочного производства угрозу безопасности страны ? ДА ни в какой степени.... Кому это выгодно?-Узкой группе лиц..... Надо ли это поддерживать?-Ни в коей мере... наоборот, всячески саботировать и противодействовать...1 балл
-
Я понимаю,о чем вы говорите,но при катастрофическом падении технологической дисциплины на оставшихся предприятиях,управляемых новым менеджментом ,выхода другого,по-видимому, уже нет:профессионалы советской школы либо уже отошли от дел,либо уйдут в ближайшем будущем;а эти коммерческие организации,которые занимаются лицензионно -разрешительной работой ,с одной стороны,это инструмент по отъему денег,но,с другой стороны,они еще способны в какой-то мере отсеивать "лишних" в этой профессии людей с фиктивными разрядами и липовыми дипломами,которые,кроме зарабатывания денег,не хотят знать ничего.Не мной это сказано,что сейчас страна собою представляет огромный базар,где все покупается и все продается и тот же НАКС органично вписывается в этот базар.И поймите правильно:в настоящий момент НАКС не может быть другим.Большинство понимает,что работа этой организации должна строится по-другому,на других принципах,но действительность такая ,какая есть...,к сожалению.1 балл
-
Вот, поэтому держу и ценю...1 балл
-
@Точмаш 23, спасибо за совет! Но, от кранов я вряд ли избавлюсь. Потому как ими регулирую расход газа. Уж лучше наращу немного. Тем более, что смеситель у этих горелок-открытый и туда частенько попадают искры, горящая шелуха с деталей и горелки начинают страдать "благородной отрыжкой" . Чтобы пресечь это дело на корню-желательно краник отсечной иметь под рукой, а не подле баллона, стоящего в дальнем углу мастерской.1 балл
-
... заметьте , это ни я сказал .Вас я не знаю и судить не имею права , но от того что наблюдал мне становилось грустно.П.С. не сочтите за хвастовство приведу пример : на заводе имелся отдел главного механика , при нем отдел по внедрению новой технике укомплектовано всеми сотрудниками ( все с оплатой ) все они не могли решить одну проблему в технологии по части механики\оборудования , на мой вопрос почему (?) , ответили : кто решит эту проблему , тому сразу можно давать героя . Меня разозлило , стал копаться , благо была тех. библиотека , что то нашел там , что то добавил. Короче изготовил\внедрил , спасибо что цеховой гл.механик меня поддержал ,внедрили В итоге оказались в конце списка участников рацухи. П.С. сопоставимость экономической выгоды и полученной премии.. надомной часто шутили , в смысле а надо было тебе пыжиться ? Это в те времена , ныне если изменилось что , то только в худшую сторону....1 балл
-
Это хорошо,когда все идет,как надо.Кстати,поддон от какого погрузчика?1 балл
-
Лёха, а балансировку после обточки делаешь или твоё просто сварка?1 балл
-
Верить честному европейскому слову , верить честному китайскому слову...да я никогда не верил тем кто продает. То что одни лучше потому что у них есть бумажка, а другие хуже без бумажки может подивердить толькотнезависимое исследование. В условиях миллиардных интересов это не возможно. А значит я никому не должен верить. Кроме своих глаз. А зрение не резинка что может годами тянуться и потом порваться. Если глаза поработали в неблагоприятных условиях, это вылазит очень быстро. Не бывает так что смотрел на сварку десять лет без последствий и вдруг ослеп.1 балл
-
В ММА отключается управление с горелки, подача газа, меняется форма ВАХ. Силовая работает одинаково, ничего с ним не будет, если электрод в горелку воткнуть и дугу поджечь . Варить будет не комфортно.1 балл
-
Углекислота. ГОСТ 8050-85 Двуокись углерода газообразная и жидкаяhttp://docs.cntd.ru/document/1200005325 Физические свойства углекислотыУглекислота (СО2, двуокись углерода, диоксид углерода) – вещество с химическое формулой СО2 и молекулярной массой 44,011 г/моль, которое может существовать в четырёх фазовых состояниях – газообразном, жидком, твёрдом и сверхкритическом. Газообразное состояние СО2 носит общеупотребительное название «углекислый газ». При атмосферном давлении это бесцветный газ без цвета и запаха, при температуре +20 ?С плотностью 1,839 кг/м? (в 1,52 раза тяжелее воздуха), хорошо растворяется в воде (0,88 объёма в 1 объёме воды), частично взаимодействуя в ней с образованием угольной кислоты. Входит в состав атмосферы в среднем 0,035% по объёму. При резком охлаждении за счёт расширения (детандирование) СО2 способен десублимироваться – переходить сразу в твёрдое состояние, минуя жидкую фазу. Жидкое состояние СО2 носит техническое название «жидкая углекислота» или просто «углекислота». Это бесцветная жидкость без запаха, средней плотностью 771 кг/м3, которая существует только под давлением 3 482…519 кПа при температуре 0…-56,5 град.С («низкотемпературная углекислота»), либо под давлением 3 482…7 383 кПа при температуре 0…+31,0 град.С («углекислота высокого давления»). Углекислоту высокого давления получают чаще всего путём сжатия углекислого газа до давления конденсации, при одновременном охлаждении водой. Низкотемпературную углекислоту, являющейся основной формой диоксида углерода для промышленного потребления, чаще всего получают по циклу высокого давления путём трехступенчатого охлаждения и дросселирования в специальных установках. При небольшом и среднем потреблении углекислоты (высокого давления),т для её хранения и транспортировки используют разнообразные стальные баллоны (от баллончиков для бытовых сифонов до ёмкостей вместимостью 55 л). Самым распространенным является 40 л баллон с рабочим давление 15 000 кПа, вмещающим 24 кг углекислоты. При мгновенном снижении давления до атмосферного, происходящем при впрыске в специальную расширительную камеру (дросселировании), жидкий диоксид углерода мгновенно превращается в газ и тончайшую снегообразную массу, которую прессуют и получают диоксид углерода в твёрдом состоянии, который носит общеупотребительное название «сухой лёд». При атмосферном давлении это белая стекловидная масса плотностью 1 562 кг/м?, с температурой -78,5 ?С, которая на открытом воздухе сублимируется – постепенно испаряется, минуя жидкое состояние. При давлении свыше 7,39 кПа и температуре более 31,6 град.С диоксид углерода находится в так называемом сверхкритическом состоянии, при котором его плотность как у жидкости, а вязкость и поверхностное натяжение как у газа. Эта необычная физическая субстанция (флюид) является отличным неполярным растворителем. Удельный вес. Удельный вес углекислоты зависит от давления, температуры и агрегатного состояния, в котором она находится. Критическая температура углекислоты +31 град. Удельный вес углекислого газа при 0 град и давлении 760 мм рт.ст. равен 1, 9769 кг/м3. Молекулярный вес углекислого газа 44,0. Относительный вес углекислого газа по сравнению с воздухом составляет 1,529. Жидкая углекислота при температурах выше 0 град. значительно легче воды, и ее можно хранить только под давлением. Тройная точка углекислоты. Тройная точка характеризуется давлением 5,28 ата (кг/см2) и температурой минус 56,6 град. Углекислота может находиться во всех трех состояниях (твердом, жидком и газообразном) только в тройной точке. При давлениях ниже 5,28 ата (кг/см2) (или при температуре ниже минус 56,6 град.) углекислота может находиться только в твердом и газообразном состояниях. https://popgun.ru/viewtopic.php?t=469187 ГОСТ Р ИСО 14175-2010 Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов Термины и определения 3.1 основной газ (base gas): Газ, составляющий большую часть объема газовой смеси, или единственный компонент чистого газа. 3.3 компонент (component): Составная часть газовой смеси, оказывающая влияние на служебные свойства и характеристики газовой смеси (например, в смеси, содержащей 11% СО в аргоне, СО считают компонентом, а аргон - основным газом). 3.6 примесь (impurity): Вещество с химическим составом, отличным от основного газа и/или компонентов. 3.7 газовая смесь (mixture): Газ, состоящий из основного газа и одного или более компонентов. Пример 4 - Газовая смесь, содержащая в качестве основного газа Ar, в качестве компонента 0,05% O. Классификация: ISO 14175 - Z.http://docs.cntd.ru/document/1200084975 ---- Основной газ и компоненты в баллонах для сварочных смесей находятся в газообразном состоянии. В баллонах с углекислотой газ находиться в жидком состоянии. Сифонная трубка в баллоне служит для отбора жидкой фазы.Сифонная трубка в баллонах для газовых смесей служит для перемешивания основного газа и компонентов при раздельном наполнении этими газами баллонов. ----- АЗБУКА | Газовые смеси и смешанные газыchrome-extension://mhjfbmdgcfjbbpaeojofohoefgiehjai/index.html ъ1 балл
-
Ну присадком заплавлять уведет сильно усе . Тогды лучше заплатку АМГ поставить и усе будет в норме .1 балл
-
Парни, идёт борьба за лавэ, денежные потоки и просто за халяву....СССР погиб под предательскими ударами в спину...сейчас всякое жульё(наксы-шмаксы и иже с ними) ходят сладко жрать и мягко спать на ровном месте и используя банно-коррупционные связи пытается навязать своё деньгоотсосное видение данной ситуации всему профессиональному сообществу... У нас вообще ситуация-обхохочешься...ушлая юристка нарыла дыру в НД и работаем мы пока по прежнему-присваивая разряды-Дед Вова...Привет тАбЕ из Кирова..у нас на Вятке- свои порядки... Местных работодателей в этой ситуации всё устраивает-наксовский цок тихо сосёт лапу.... Тут ещё контора зашла.. хочет с нами задружиться-и бортануть насксоцоки в аут.... Короче-бой в Крыму-всё в дыму....ничего не видно, ни хрена не понятно...1 балл
-
Понизить? Элементарно. Даже на два разряда понижал в 80-х. Если речь про аттестацию - то принимается либо документ по повышению квалификации, либо запись в трудовой с обоснованием повышения разряда (в советское время любое повышение записывалось в трудовую с обоснованием). Про запись в трудовую - (сейчас бардак еще тот- даже в горячей сетке отказывают часто сварщикам) не знаю будут или нет записи. Да и трудовые будут или нет - вопрос(1 балл
-
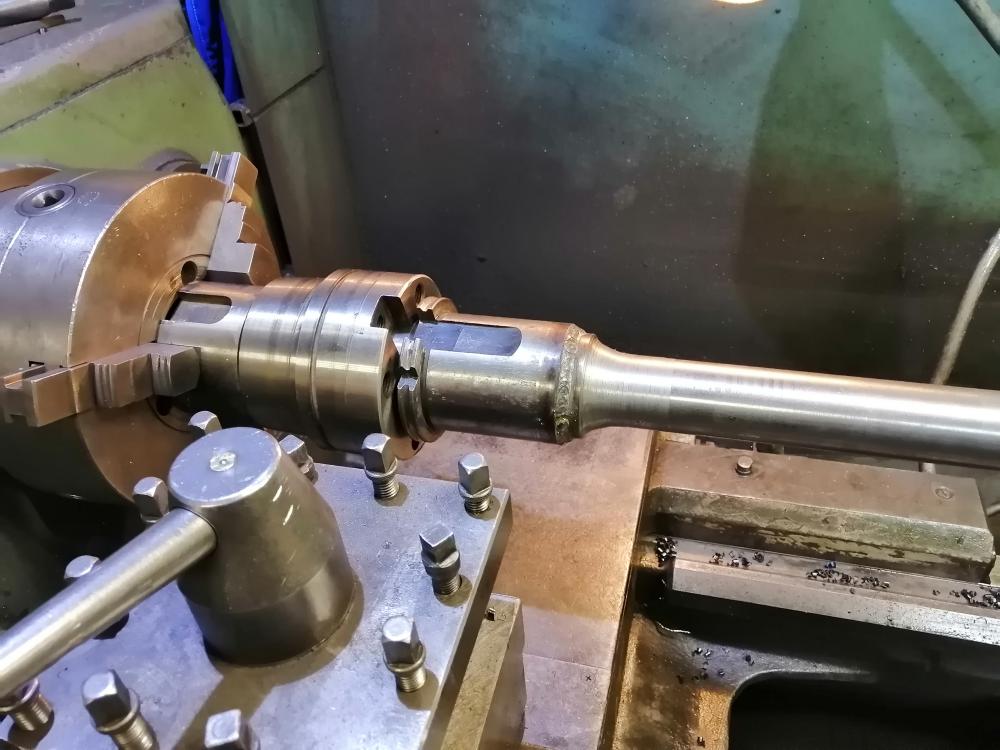
Изготовление новой борштанги ф 45 *1600мм для проточки посадочных отверстий под подшипники скольжения в головки ДВС Катерпиллар. Конус ИСО50, зажат в обрезок старого шпинделя который был приобретен специально для изготовления подобной оснастки. Оправка из шпинделя установлена в патрон токарного высокоточного станка и выкатана в ноль по индикатору. В качестве заготовки-применен шток гидроцилиндра из обьемно улучшенной стали 45 ободранный с диаметра 70 мм до необходимого за один установ с оправкой.
1 балл
-
Потихоньку готовится к запуску паровозик... Надеюсь завтра уже будет пробный запуск.
1 балл
-
@Шурпет, шоб стоял и було Не кашляй!1 балл
-
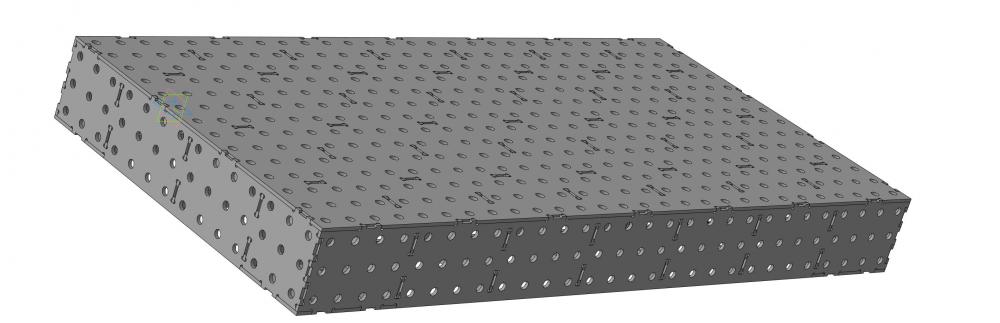
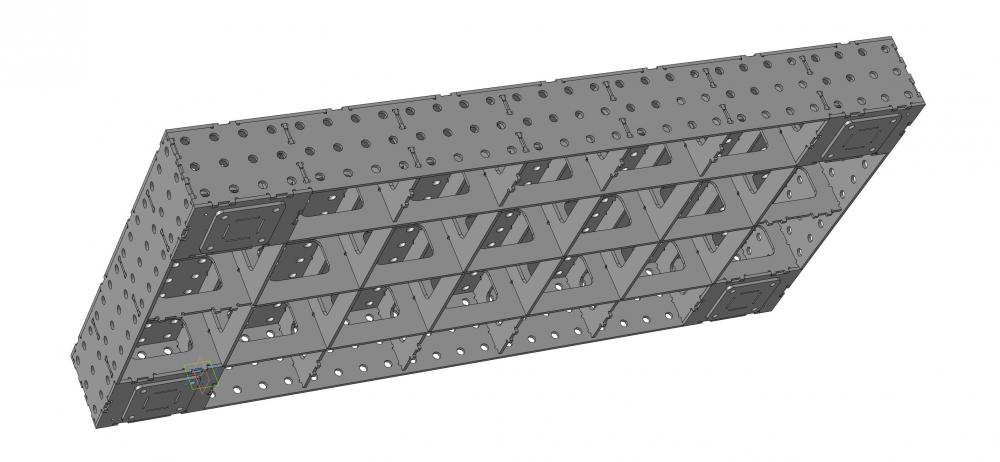
Размер: 1400х700х150, метал: 09Г2С, толщина 6 мм. Резали в Питере, обошелся с доставкой ко мне в 18 тыс, точно не помню уже. ПС: если нужны будут чертежи к заказу, готов поделиться.
1 балл
-
Больше подходит для темы " Поржать".Захожу в магазин сварочного оборудования.Подбегает менеджер:-Вас что интересует?(зашёл за расходниками,надо избавиться от не нужных комментариев)-У Вас, в наличии имеется техника с функцией FCAW-s?-Сейчас посмотрю,должна быть.Тихо присматриваешь нужное,покупаешь,и удаляешься,под скрип думалки менеджера.1 балл
-
Коллега по работе, сварщик дипломированный в отличии от меня - "вертикал надо варить с отрывом, так катет красивше получается"1 балл