Лидеры




Популярный контент
Показан контент с высокой репутацией 30.11.2019 во всех областях
-
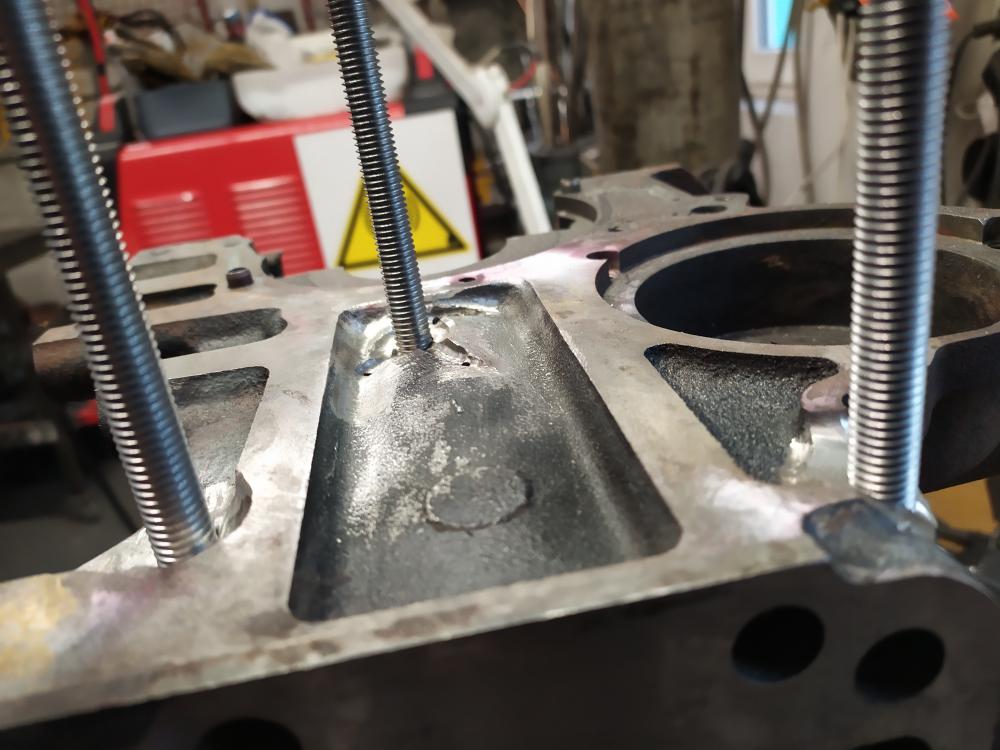
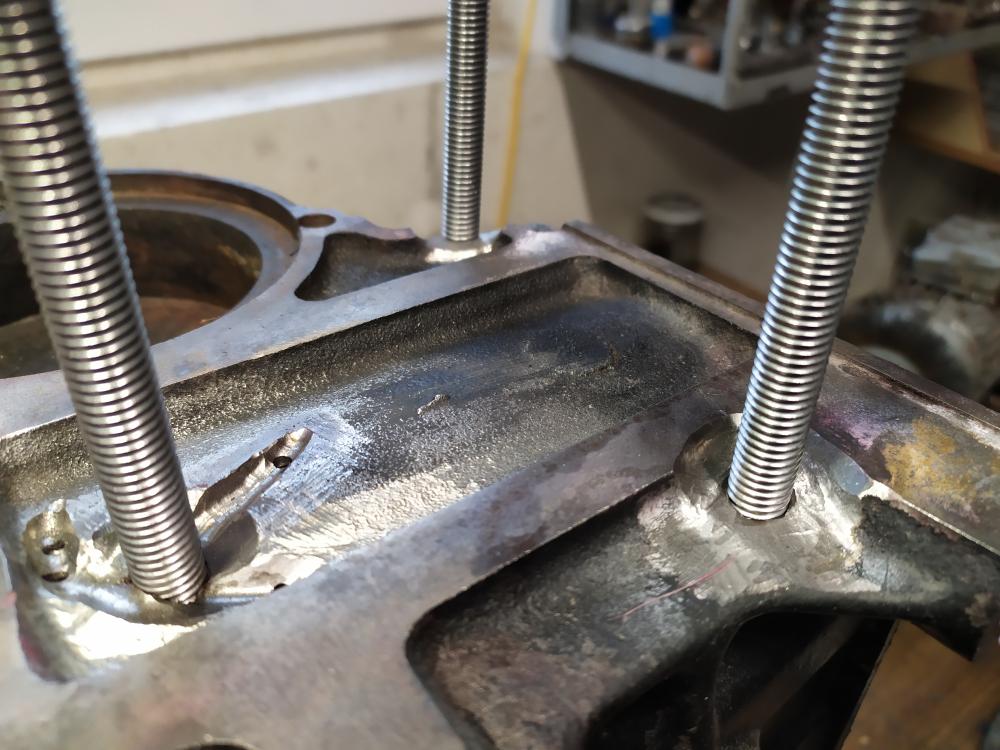
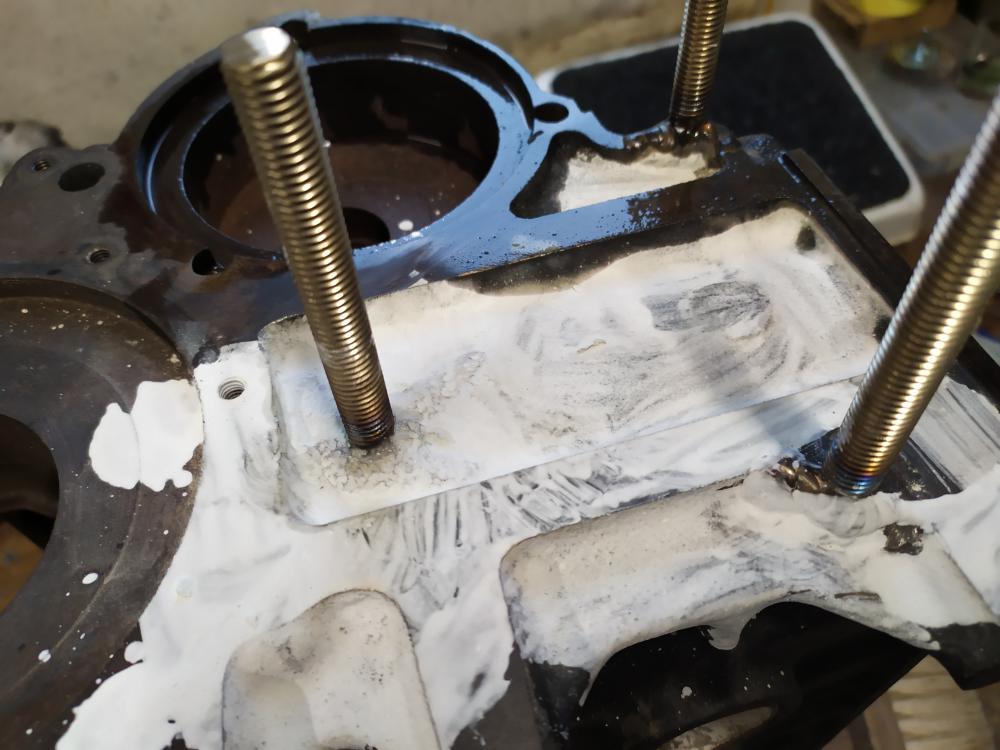
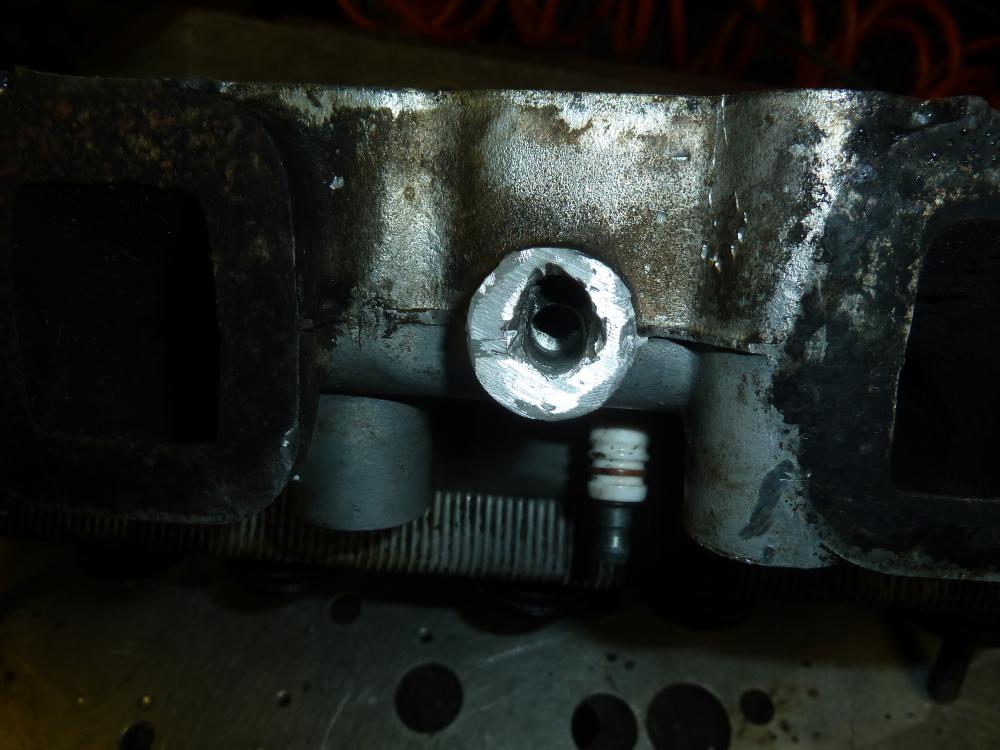
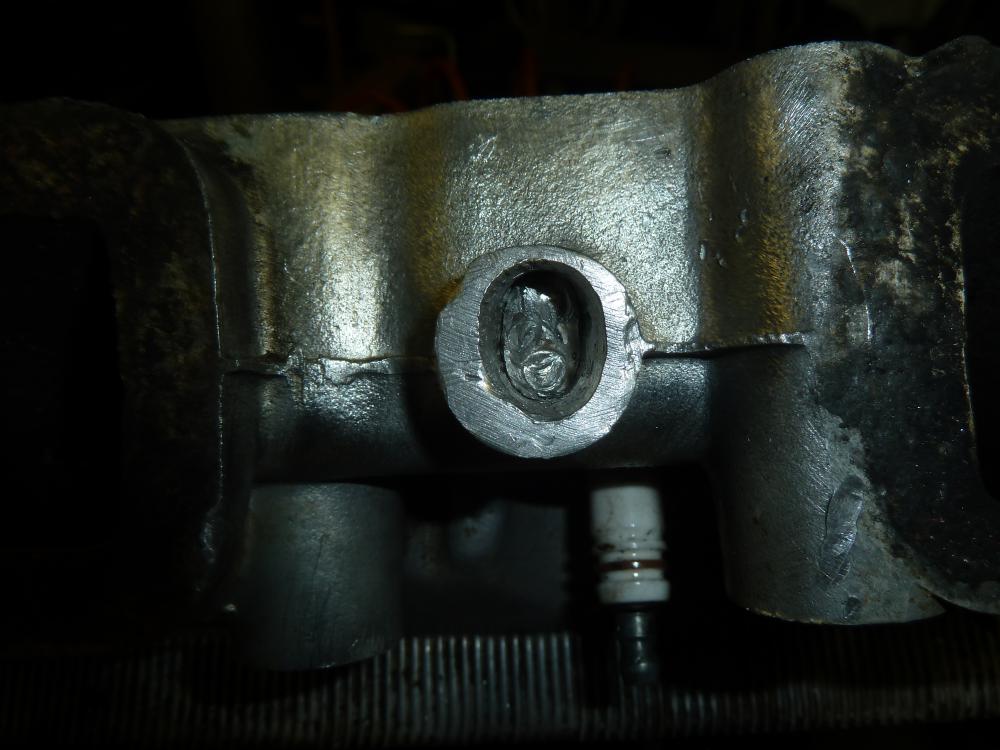
ЗМЗ ГБЦ (ГАЗ -53) , и видно по клапанам нормально мотор работает , но вот не задача меняли прокладку выхлоп коллектора и свернули шпильке голову , стали сверлить и увело в сторону и просверлили в водяной канал , впрочем и заводское отверстие под шпильку сквозное в водяной канал . В общем вытащили они все таки обломок ну и ко мне . Почесав лысину ТИГом али ПА и выбор выпал на ПА быстрее да и проварит насквозь для ТИГ глыбоко и пришлось бы разделать поболе да и наваривать тоже. Включили DEEP процесс мощный и "жаркий" 170А ну и остальное дело техники .
 9 баллов
9 баллов -
Пятница.Пришел домой с мыслью покушать и задремать под теплой сисечкой.Отдохнуть так сказать от нелёгких дел электросварочных.Но нет,звонит дружбан- выручай!На СТО вскрыли,посмотрели( катализатор или шо оно там такое) ,заварили,взяли 300 грн.Не считая,что дрыгатель сдох после переборки.Надо выручать.Вышло тоже конечно сурово,времени на подготовку не было,в ночь дружбаны остались в гараже драндулет сами собирать.Но лучше,чем было.)
7 баллов
-
Давненько не было чернухи. А тут печку в гараж затеял, прогрел хоть малыша!!!! https://youtu.be/bHxIMyoorVk
6 баллов
-
Кожух сцепления. Подготовка. Сварка. Внутренняя сторона. Края толщиной миллиметров 15, где не продавил-разделал, остальное-зачистка. Сварка Готов! Ток 180 А, присадка-4043 ф 3мм.
6 баллов
-
Чем ближе к НГ, тем больше напряга... но мы не расстраиваемся...команда молодая - азарт, здоровая наглость и работоспособность...суббота-треш и угар, производство ТНП , проверки власть предержащих и прочая... -Вы должны провести отбор с области на РЧ WSR-....как бы он нам нахрен не нужен-конкурентов в области нет и не предвидится...но НАДО.....денег не будет-выкручивайтесь сами.... Есть у нас замечательная специальность-слесарь МСР-понаделали всякой фигни на УП-обварите нам , плизз. но только РАДС, остальное нам не по феншую.....ничего , что зима на дворе-кому нужны ваши рыхлилки садовые из сыромятной стали... Ладно, нам тоже практика, типо нужна...; 4 курс, парни уже слегка заматеревшие,с ними просто, даже с двоечниками...ну что, варим или носим? Варим-5 чел...фанаты сварочного производства-плизз, Эво и в бой... Носим-не фанаты ... таскают , чистят, подготавливают...тоже нужно...
5 баллов
-
+ твои натренированные ПА руки . Виктор , а тут "пургу" нагоняешь на аппарат , нормально он настраивается и не как уж не хуже Авроры на черняге. Вот у меня в ПА намного меньше руки тренированны и посему не так красиво , но Меркле настраивается на раз да и варит отлично чернягу , впрочем и усе остальное .
3 балла
-
Твои слова, Жора, да Богу в уши... кому это надо.... мне , когда пред власть предержащими приходиться выступать, все время не покидает ощущение, что я прошу для себя лично... да мне нахрен ничего не надо. у меня всё есть... за державу, БЛИН, ОБИДНО..3 балла
-
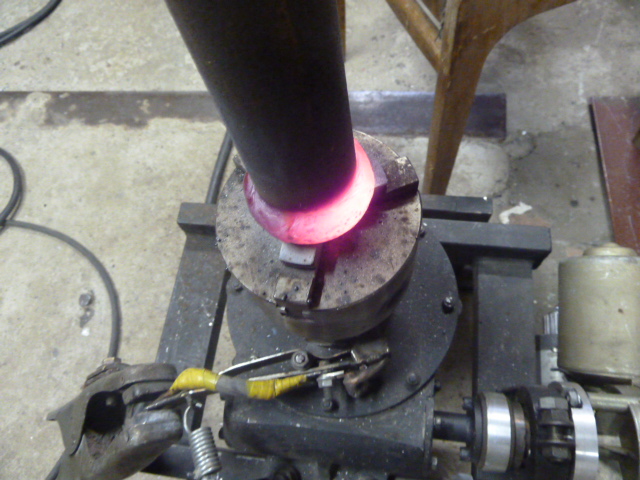
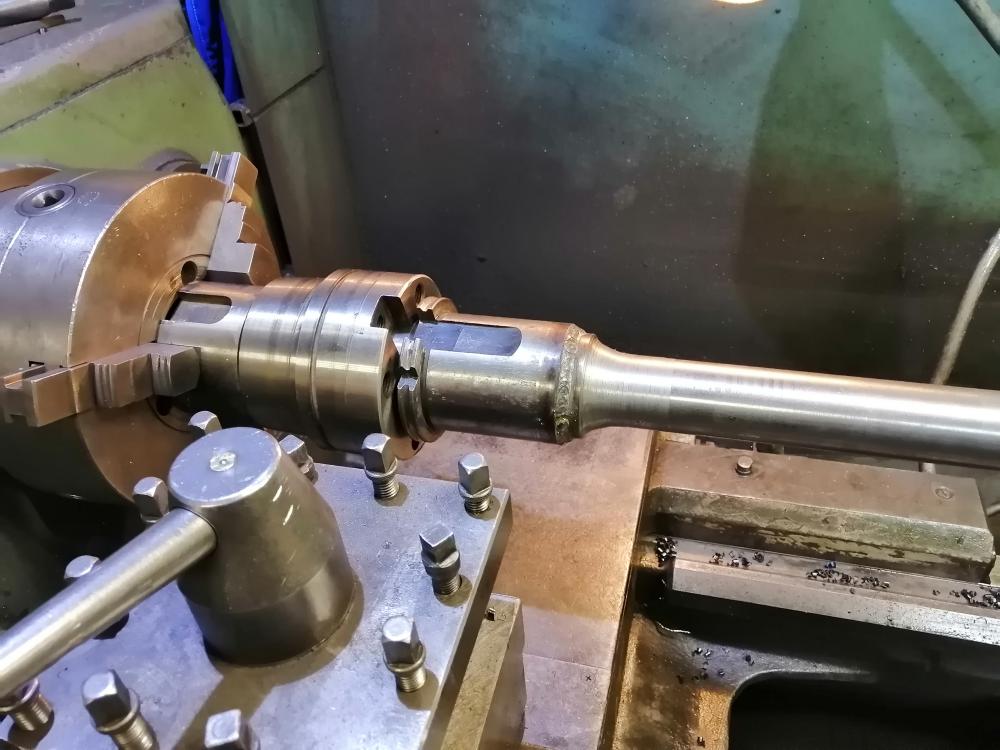
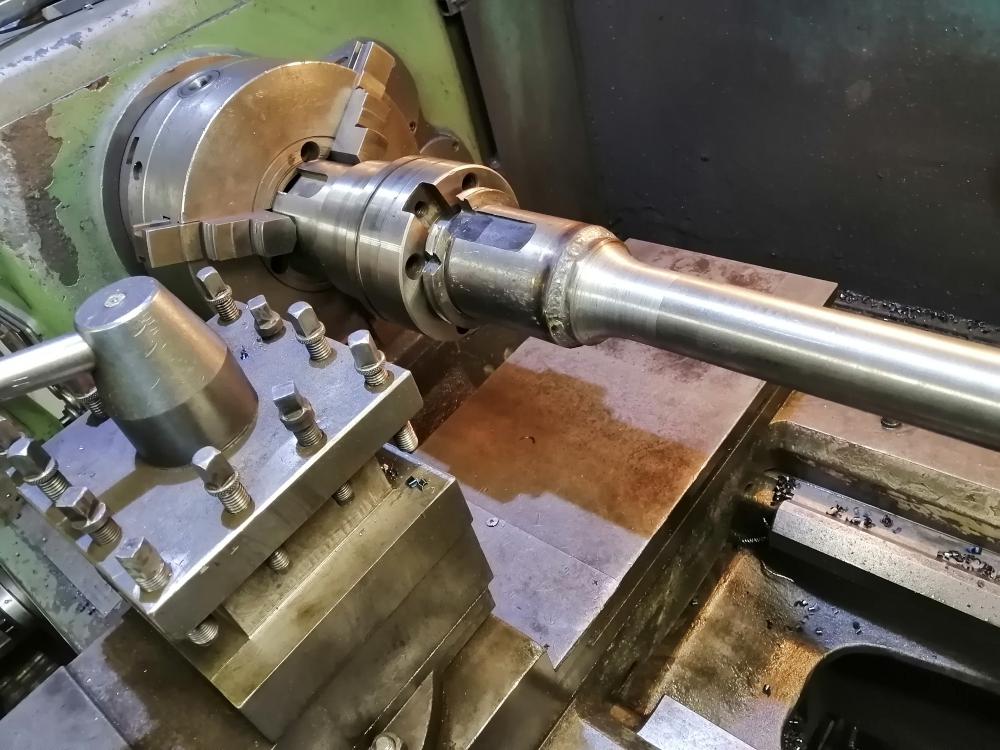
Изготовление новой борштанги ф 45 *1600мм для проточки посадочных отверстий под подшипники скольжения в головки ДВС Катерпиллар. Конус ИСО50, зажат в обрезок старого шпинделя который был приобретен специально для изготовления подобной оснастки. Оправка из шпинделя установлена в патрон токарного высокоточного станка и выкатана в ноль по индикатору. В качестве заготовки-применен шток гидроцилиндра из обьемно улучшенной стали 45 ободранный с диаметра 70 мм до необходимого за один установ с оправкой.
3 балла
-
@selco, да ничего не будет. аппарат один и для тиг и для мма. на видео даже видно, что вч поджиг сработал как нужно3 балла
-
Шобашка.Сказали,шо помпа с волжары. Несмотря на крайне пострадавший внешний вид,сваривалось просто изумительно, даже моим источником.Маркировка на детали АЛ9, варил 4043 ф2.Пыпка какая- то расплавилась,но это конечно же я не виноват.)
2 балла
-
Углекислота. ГОСТ 8050-85 Двуокись углерода газообразная и жидкаяhttp://docs.cntd.ru/document/1200005325 Физические свойства углекислотыУглекислота (СО2, двуокись углерода, диоксид углерода) – вещество с химическое формулой СО2 и молекулярной массой 44,011 г/моль, которое может существовать в четырёх фазовых состояниях – газообразном, жидком, твёрдом и сверхкритическом. Газообразное состояние СО2 носит общеупотребительное название «углекислый газ». При атмосферном давлении это бесцветный газ без цвета и запаха, при температуре +20 ?С плотностью 1,839 кг/м? (в 1,52 раза тяжелее воздуха), хорошо растворяется в воде (0,88 объёма в 1 объёме воды), частично взаимодействуя в ней с образованием угольной кислоты. Входит в состав атмосферы в среднем 0,035% по объёму. При резком охлаждении за счёт расширения (детандирование) СО2 способен десублимироваться – переходить сразу в твёрдое состояние, минуя жидкую фазу. Жидкое состояние СО2 носит техническое название «жидкая углекислота» или просто «углекислота». Это бесцветная жидкость без запаха, средней плотностью 771 кг/м3, которая существует только под давлением 3 482…519 кПа при температуре 0…-56,5 град.С («низкотемпературная углекислота»), либо под давлением 3 482…7 383 кПа при температуре 0…+31,0 град.С («углекислота высокого давления»). Углекислоту высокого давления получают чаще всего путём сжатия углекислого газа до давления конденсации, при одновременном охлаждении водой. Низкотемпературную углекислоту, являющейся основной формой диоксида углерода для промышленного потребления, чаще всего получают по циклу высокого давления путём трехступенчатого охлаждения и дросселирования в специальных установках. При небольшом и среднем потреблении углекислоты (высокого давления),т для её хранения и транспортировки используют разнообразные стальные баллоны (от баллончиков для бытовых сифонов до ёмкостей вместимостью 55 л). Самым распространенным является 40 л баллон с рабочим давление 15 000 кПа, вмещающим 24 кг углекислоты. При мгновенном снижении давления до атмосферного, происходящем при впрыске в специальную расширительную камеру (дросселировании), жидкий диоксид углерода мгновенно превращается в газ и тончайшую снегообразную массу, которую прессуют и получают диоксид углерода в твёрдом состоянии, который носит общеупотребительное название «сухой лёд». При атмосферном давлении это белая стекловидная масса плотностью 1 562 кг/м?, с температурой -78,5 ?С, которая на открытом воздухе сублимируется – постепенно испаряется, минуя жидкое состояние. При давлении свыше 7,39 кПа и температуре более 31,6 град.С диоксид углерода находится в так называемом сверхкритическом состоянии, при котором его плотность как у жидкости, а вязкость и поверхностное натяжение как у газа. Эта необычная физическая субстанция (флюид) является отличным неполярным растворителем. Удельный вес. Удельный вес углекислоты зависит от давления, температуры и агрегатного состояния, в котором она находится. Критическая температура углекислоты +31 град. Удельный вес углекислого газа при 0 град и давлении 760 мм рт.ст. равен 1, 9769 кг/м3. Молекулярный вес углекислого газа 44,0. Относительный вес углекислого газа по сравнению с воздухом составляет 1,529. Жидкая углекислота при температурах выше 0 град. значительно легче воды, и ее можно хранить только под давлением. Тройная точка углекислоты. Тройная точка характеризуется давлением 5,28 ата (кг/см2) и температурой минус 56,6 град. Углекислота может находиться во всех трех состояниях (твердом, жидком и газообразном) только в тройной точке. При давлениях ниже 5,28 ата (кг/см2) (или при температуре ниже минус 56,6 град.) углекислота может находиться только в твердом и газообразном состояниях. https://popgun.ru/viewtopic.php?t=469187 ГОСТ Р ИСО 14175-2010 Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов Термины и определения 3.1 основной газ (base gas): Газ, составляющий большую часть объема газовой смеси, или единственный компонент чистого газа. 3.3 компонент (component): Составная часть газовой смеси, оказывающая влияние на служебные свойства и характеристики газовой смеси (например, в смеси, содержащей 11% СО в аргоне, СО считают компонентом, а аргон - основным газом). 3.6 примесь (impurity): Вещество с химическим составом, отличным от основного газа и/или компонентов. 3.7 газовая смесь (mixture): Газ, состоящий из основного газа и одного или более компонентов. Пример 4 - Газовая смесь, содержащая в качестве основного газа Ar, в качестве компонента 0,05% O. Классификация: ISO 14175 - Z.http://docs.cntd.ru/document/1200084975 ---- Основной газ и компоненты в баллонах для сварочных смесей находятся в газообразном состоянии. В баллонах с углекислотой газ находиться в жидком состоянии. Сифонная трубка в баллоне служит для отбора жидкой фазы.Сифонная трубка в баллонах для газовых смесей служит для перемешивания основного газа и компонентов при раздельном наполнении этими газами баллонов. ----- АЗБУКА | Газовые смеси и смешанные газыchrome-extension://mhjfbmdgcfjbbpaeojofohoefgiehjai/index.html ъ2 балла
-
Парни, идёт борьба за лавэ, денежные потоки и просто за халяву....СССР погиб под предательскими ударами в спину...сейчас всякое жульё(наксы-шмаксы и иже с ними) ходят сладко жрать и мягко спать на ровном месте и используя банно-коррупционные связи пытается навязать своё деньгоотсосное видение данной ситуации всему профессиональному сообществу... У нас вообще ситуация-обхохочешься...ушлая юристка нарыла дыру в НД и работаем мы пока по прежнему-присваивая разряды-Дед Вова...Привет тАбЕ из Кирова..у нас на Вятке- свои порядки... Местных работодателей в этой ситуации всё устраивает-наксовский цок тихо сосёт лапу.... Тут ещё контора зашла.. хочет с нами задружиться-и бортануть насксоцоки в аут.... Короче-бой в Крыму-всё в дыму....ничего не видно, ни хрена не понятно...2 балла
-
из жЫзни.. перлы менАгеров Как и на любом забюрократизированом гос. предприятии,каждый год 2-3 комиссии и ежегодная ревизия с полным пересчетом имущества,зданий, асфальта, техники, станков, шкафов,стульев , инструмента ,использованных презервативов, металлолома и прочаяпрочаяпрочая.. звонок из бухгалтерии -у вас числится "паяльник rv13 2.5"? -у меня вообще нет никакого паяльника! может, у электрика(авто)? -у него тоже нет. есть, но с другим букв. обозначением.. - прошла неделя,приехал в кОнтору за з/п после отпуска.. опять взяли в оборот. нашли все же пару позиций-генератор ацетиленовый и горелка г2 .нормально все.. смотрю в список-там тот же "паяльник"...почесал рЭпу.. -ЭЭЭЭ,, а может, это не паяльник, а ГОРЕЛКА на п/а?! (Abicor BINZEL 2.5м RV 13) -как при покупке написано,в 2012г, так в реестр и внесено..ой ! НАШЛИ!!! -ппц..2 балла
-
видео с дороги общего пользования, а не с закрытой трассы. так что не только своей жизнью.2 балла
-
Вот он родной. Шины 18мм.
2 балла
-
2 балла
-
Вновь колбы под камеры.
2 балла
-
Так дело надо доводить всегда до победного или отрицательного конца - сделаю отчет, балаболом никогда не был. Начальные вводные, Апарат Сварог он же Jasic 200 Pro ММА/TIG. Две недели работал нормально, потом начались чудеса. Залез в ветку про кипение черного металла при Tig сварке http://websvarka.ru/talk/topic/1740-«kipenie»-pri-svarke-v-srede-argona/?p=403740 Читал, потому что при сварке через некоторое время начало получаться нечто невообразимое. Потратил три дня, пока выяснил, что кипение металла в моем случае ни при чем. Спасибо форумчанам, помогли в ветке. Начнем с того, где сей процесс происходит. Гаражное помещение - не утепленное, половина гаража завешана брезентовой завесой, в качестве обогревателей используется для поддержания плюсовой +1+4 градуса инфракрасные обогреватели. Для быстрого старта работа используется тепловая дизельная пушка на 20кВт для первоначального утреннего прогрева помещения, затем три четыре раза набор температуры до 10-5 градусов Цельсия. Итак - задача, обрезать и приварить TIG сваркой фланец к электросварной трубе 89*4, хлыст ~3 метра. Как и учили, берем листик, мел, отмечаем предполагаемый рез. Готовим друзей TIG сварки Думаю, пояснения тут лишние. Не хватает только щетки, я использую с деревянной ручкой, из нержавейки. Чтобы не забивать инструмент и материалы грязью, маслом, предполагаемые поверхности я сначала прохожу ветошью, смоченной в растворителе 646. Делаю первую грубую обработку поверхностей зачистным диском, снимаем где надо фаски. Затем, шлифовальным диском, зачищаем поверхности до зеркального блеска. Поскольку у меня глаз алмаз только за рулем и на дороге (плоскости я хреново отстреливаю, также как и уровни), мой удел лазерный уровень. Выставляю фланец в соответствии с горизонтальной осью. Все готово для прихватки фланца. Настраиваю аппарат. Электрод стоит 2.0, ток выставляю для прихваток 110А, режим 2Т (предгаз 1,5сек, постгаз 8сек, расход от 5 до 7 л/м). Вылет электрода и его заточка может и не фонтан, набиваю пока руку и опыт. Достаем присадочную проволоку из упаковки. Делаю первую прихватку Поскольку первый опыт соосности выставления фланцев по внешней кромке показал плохие результаты, теперь фланец выставляю по стыковочной плоскости. После корректировки одной плоскости, делаю прихватку через 180 градусов. Операцию повторяю с плоскостью на 90 градусов. Поскольку я не умею еще соблюдать возможно температурные режимы, чтобы фланец во время сварки не повело никуда, ставлю прихватки через 45 градусов. Ставлю прихватки с внутренней стороны Очень не нравятся разводы на металле, явно от высокой температуры. После прихваток и проверки соосности фланца, зачищаю щеточным диском все по кругу. Все готово к сварке фланца к трубе. Надеюсь, здесь никаких явных ошибок нет. Смотрим, что с электродом, готовим горелку. Проверяем настройки аппарата: 1. предгаз - 1,7сек 2. ток старта - 10А 3. время нарастания тока до рабочего - 1 сек 4. рабочий ток -120А 5. время спада тока - 1,5 сек 6. ток заварки кратера - 5А 7. постгаз 8 сек Прохожу первым швом, где то получается, где то есть косяки, их высматриваю. Остальные промежуточные фото доступны в хронологическом порядке в Google, больно муторно по одной выкладывать. https://photos.app.goo.gl/j64RqXJz3wX4nVqBA Смотрим, что происходит с электродом Какая то ерунда на нем появляется. Касаний в ванну не было 100% Зачищаем первый шов щеточным диском. Видим косяк. Для себя отмечаю на трубе. Прохожу вторым швом. Смотрим, что опять происходит с электродом. Ошметков становится больше. Сам шов Цвет фланца после второго шва. Зачищаем щеточным диском шов. Видим опять косяк. Заглаживаю горелкой Свариваю внутренний шов И вот тебе..... Поры. Электроду приходит привет. Вырезаю поры, зачищаю повторно внутреннюю кромку трубы и сам шов. Меняю электрод, пробую еще раз. Тут же включаю другой сварочник со своей горелкой и заканчиваю шов, коряво конечно, но герметично. Выпиливаю поры Ну и конечный "результат" В сервисе и компании поставщике оборудования посоветовали использовать вазелин. Я не шучу. ВАЗЕЛИН. Для того, чтобы контакты силовые внтури сварочника не окислялись.1 балл
-
@selco, не могу Мерклю в Mig/Mag в частые КЗ загнать, хоть убей. Как-то редко он стрекочет, волнует ванну и не выходит на оптимальный режим, может я чего недопонимаю, но настроить что бы испытывать удовольствие ни разу не получилось. Но включаю ColdMig и как подменили аппарат, отрабатывает так, что по ногам течёт, ну а о пульсовых и струйных процессах не стану говорить.1 балл
-
Дугу на поддоне зажигали? Похоже,что это АЛ 2 и весьма хреновый.1 балл
-
Думаю можно и потоньше заплату вварить и выдержит , тем паче все равно с двух сторон проваривать надо то есть с наружи и внутри.1 балл
-
Роскошь надо постепенно собирать.1 балл
-
Или АМц 5мм...вырезать вставку из колесного диска.1 балл
-
Каким образом добились сверления под прямым углом к плоскости? Спрашиваю потому что не далее как вчера перерезал резьбу под ремонтную шпильку на такой же головке и контролировал положение длинного метчика при помощи угольника.Хотел мутить кондуктор ,да обошёлся так.1 балл
-
@welderman,мне кажется создается очередная команда контролеров,которым готовят теплые места.Когда же это все закончится,лучше бы в учебные заведения деньги вкладывали,а не в контрольные конторы.1 балл
-
Ага у него Миллер 350 а может даже и 700 и он даже меньше половины мощи включил , да и это же Миллер и не хухры мухры . ЭЫ, вот тогда бы не делали переключатель ММА и лишняя деталь но его делают и понятно что характеристика аппарата меняется но он еще многое отключает что к ТИГ относиться Впрочем , мне усе равно и можете ММА не включать и в ТИГ режиме .1 балл
-
от всего садится. я ж написал, что повышает шанс, а не что только из-за этого. мог со стёклами с повреждённым покрытием работать или с треснутыми (такое часто происходит), или вообще периодически без маски. если явных симптомов нет, то не значит, что проблем нет и в дальнейшем не будет. кто подтвердит, что фильтр хорошо защищает при продолжительном использовании? верить честному китайскому слову?1 балл
-
@SergDemin, есть еще вариант- тазик, вода, кипятильник. Так пользовался и на резке-грел баллон с пропаном в мороз(правда самим резаком). Подогреешь и работаешь.1 балл
-
Вот Ресанту точно не надо. И комментировать нечего - не надо, и всё. Сварог комплектует свои аппараты простыми недорогими горелками. Не помню, какая к Реалу идёт, вроде обычная трехметровыя ампер на 150. Нормальные горелки, вполне прилично сделаны, у меня к ним претензий нет. Расходки к ним валом и не дорого.1 балл
-
Дуга должна быть и без аргона ! Обгорит электрод.1 балл
-
Антон , вот я ими один раз и попользовался когда видео снимал и потом отдал и не из за того что плохие и не плохие это видно по видео , Гелий капризный товаришь но справились . Отдал по тому что свою "систему " немного поменял и теперь у меня ротаметры отдельно + электронный попеременно подающий газ прибор (именно попеременно не смешивая и если шланг не длинный то на выходе сопла будет например аргон-гелий-аргон-гелий и т.д. ) времен СССР. ЗЫ , редуктора надо брать с большой в диаметре диафрагмой и тогда будут работать даже китай .
1 балл
-
Можно считать КЗ, это не отрыв дуги! еще кое что открылось, хотя зря не использовали когда возникли проблемы, с одной съемки 90% проблем и писанины отпали бы. да это сразу прочувствовал (мы с Валерой не вчера родились)... именно это вас и выдало по этой причине и рвалась дуга (я мечтаю что бы на моем ручнике дуга рвалась на 3мм) полюбите, свою должность директора возненавидитите... Спасибо большое - да нет уж лучше вы к нам, теплее...1 балл
-
Воздух плохо ионизируется, а обмазка электрода при сгорании помогает поддерживать дугу.1 балл
-
Технология TRUE COLOR как пример в масках Сварог http://svarog-rf.ru/news/novelty/novye-svarochnye-maski-tm-svarog-so-svetofiltrom-true-color Вот тут одна из их масок в деле, @Шурпет в кадре, отзыв положительный http://websvarka.ru/talk/topic/12586-weldex-2019/?p=3996231 балл
-
Пост поскриптум Уважаемые, спасибо все за советы, благодарю: 1. с углом горелки разобрался 2. с чистотой металла разобрался 3. с необходимыми токами сварки, надеюсь, разобрался. 4. ветка создана не для изливания души, а для помощи, может кто то столкнется с аналогичным, самое главное обменяться опытом 5. ну не могло рукожопость пропасть за двое, трое суток Теперь немного о себе. Я директор небольшой компании, которая занимается инженерной инфраструктурой центров обработки данных, делаем в том числе жидкостные системы охлаждения. После того, как я работал инженером наладчиком, судьба занесла меня в магаданскую область, в п.г.т. Усть-Омчуг @ЛехаКолыма. После того, как меня поставили к столбу под дулом двухстволки, я решил закончить работать на дядю. Все началось на северах, когда сварщик, отправленный в командировку по непонятным причинам "забухал". Именно тогда началось мое знакомство с TIG сваркой. Это была нержавейка. Благо, я предусмотрительно заказал сварщика из компании подрядчика. Именно тогда в четыре руки мы делали вместе работы, тогда и появился blueweld 228. Потом большой перерыв. Текущая из работ, это замена коллекторов холодоснабжения, которая была выполнена несколькими сварщиками ММА. Все сварные швы на текущий момент начали сочиться, дай бог им судья. Появился я на форуме, дабы не только понять в чем моя проблема, но еще и послушать советы опытных "товарищей" Спасибо всем за советы. 1. угол горелки много что значит; 2. зачистка металла важна, но это не операционная; 3. перегрев ванны тоже понятен; 4. на TIG пал выбор только потому, что я много посветил времени пайке и соответственно "старый опыт"; 5. с ММА не могу гарантировать отсутствие шлака - не мое. Надеюсь, что системный подход даст мне форы в освоении досконально аргоногдуговой сварки с прицелом на будущее. Именно он позволил достаточно быстро "эволюционировать". Возможно, в моих постах есть косноязычие и непонимание, но я человек достаточно открытый и прекрасно понимаю, что любой труд - это труд. Ошметки металлической пыли и гари вечером очень хорошо выходят из организма. Не судите строго, сегодня тяпница..... Всем удачи и еще раз спасибо.1 балл
-
не надо утрировать или передергивать. Но у меня был такой опыт, такое наблюдать. А так же с аргонового баллона сливали, что-то жидкое. Переворачивали и сливали. Но вот я ни когда не видел как кислородный баллон летает или оплавляется вентиль от масленой тряпки. Но это не значит, что этого не может быть.1 балл
-
пацан http://chipgu.ru/images/smilies/kolobok_smile.gif. У Коли 8. Почему 8? А были (и есть пока) обрезки с-под гильотины 6 и 8 09ГС, ну и сделал "моцно", как один кореш мой говорит . 2 колёсика присандалил http://chipgu.ru/images/smilies/kolobok_redface.gif.1 балл
-
Сварог Real в чём то чуть лучше Овермана, в чём то чуть хуже. В Овермане МПП получше, по крайней мере раньше был. Свароги очень надёжные. Jasic всегда немного отстаёт от других производителей в плане новизны, но в плане надёжности - лидер. Вы на Вегу обратите внимание. Друг с полгода назад купил, окромя него ещё Helvi и Сварог J 46 рядом стоят. Есть с чем сравнивать. Так он смеётся - любимый клоп . Очень удобен в настройках. По надёжности статистики пока нет, но и не слышал, чтобы у кого то ломался.1 балл
-
мы хотим лорх или фрониус по цене бу рускокитайского1 балл
-
@МассаТом, когда как. Если врезка-на вертикали, или с наклоном-то 2х180 град. В горизонтали-как удобнее в конкретной ситуации. Иногда вокруг врезки-такой частокол, что приходится и по четвертинкам проходить с остановками и сменой расположения держака. Если ничего не мешает, то прохожу 3/4 окружности, оббиваю шлак и довариваю с заходом на начало и конец предыдущего прохода. В итоге-получается 2х180 град. Когда очень хочется эстетики-делаю запилы УШМкой, дабы наплывы глаз не резали. Но, такое-крайне редко, ибо "скока пива-стока песен". То бишь-основной массе заказчиков на эстетику-покласть. Шлак оббиваю всегда, без разницы, какими электродами варю. Ток и скорость сварки на полдюймовых врезках-не те, чтобы шлак расплавить и разогнать. Шлаковые включения и поры-как-то не фэншуйно. Поэтому-"моется тот, кому лень чесаться".1 балл
-
заглушил теплообменник на Опеле
1 балл
-
Сегодня в нашем вечернем телешоу- гроб на колесиках!Чугуниевая деталь для гробика лопнула,как я ее не варил и не переваривал,один черт порит,как не знаю что.Видать красные пролетарии испражнялись в плавку и чугуний испортили.Или кировоканские пролетарии.Забил,думаю не отвалится.Паз специально не заваривал,шоб меньше фрезеровать.ПС.Именно на таком станке я на прошлой работе чутка подтачивал периодически.)
1 балл
-
Ок. Разница в том, что один сварщик варит только покрытым электродом, а другой и еще чем то. И?1 балл
-
Чугуний. Смеходор подкидывает то что надо выбросить. От трактора с насоса. От предложения сделать со стали-отказались. Надо по-быстрому. Аргон 140 Ампер. ПАНЧ.
1 балл
-
Можно и так,но чтобы удешевить стоимость по материалам,то наверное панчем только плакировать место излома по площади в 2-3 слоя,а потом выводить прутком св-08г2с1 балл
-
Если для подследующего крепления чего-либо на это место ваши условия установки позволяют , то самый простой вариант вваривать туда болт из нержавейки и потом отрезать до нужной длины. На сегодняшний день достаточно сделано таким способом блоком,раздаток и прочего. Замечаний на такой ремонт нет,техника работает. р.с. прохожит вариант Панчем,Дратек-ом, МНЖКТ, отбитый от шлака ОК92.78.
1 балл
-
Самому приходится снимать и размер делать по трубе, трубу то же режу сам.1 балл
-
Торцанул сегодня коллектор между делом. https://youtu.be/8mbQpQ6sIUY1 балл
-
Мое понимание вопроса-добавка меди делает сплав дюрали-подобным... А дюралюминий, как известно, не подлежит сварке... Тупо менегерский ход, дабы новое покупали...1 балл



























































































































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)