Лидеры




Популярный контент
Показан контент с высокой репутацией 04.04.2019 во всех областях
-
У меня наконец начало получаться катать бабочкой узкий шов И иногда даже красиво ТАщем та это мои первые 8м бабочкой с шириной шва 6мм, железки 3мм ток 90А, присадок 1,2 сопло диаметра 12мм, вылет электрода 5мм. А это чешуйка на внешнем угле, вертикал, вроде не плохо. Норм?
 12 баллов
12 баллов -
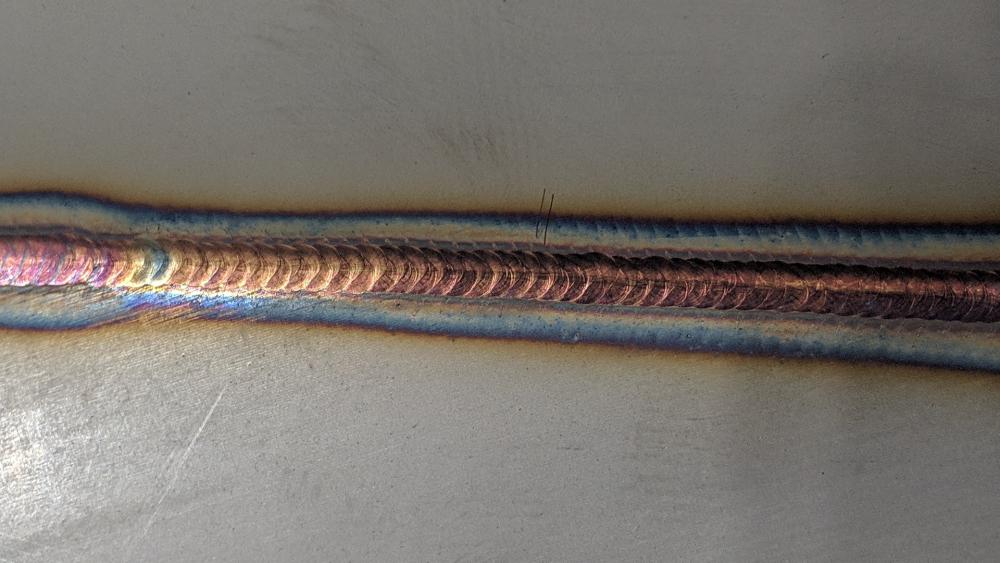
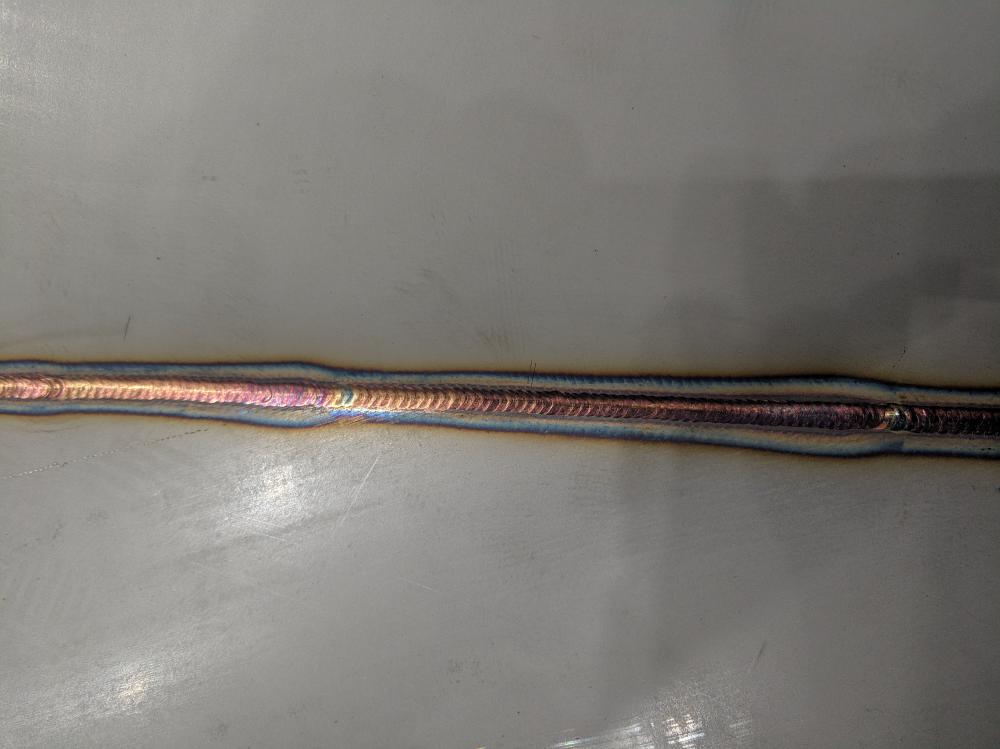
Всем доброго дня! Сварка металлоконструкций. Наконец то нашлась работа для полуавтомата, купленного 1,5 года назад. Проволока Св 08Г2С, ЕСАБ, Тюменьский завод, диаметр 1,2 мм. Стыковка двутавров. Режим 23,5-24 В, 7,5-8 м/с. Закончилась сплошная проволока, поставил порошковую, благо она была. Проволока Хундай, 1,2 мм.В реальности шов смотриться эстетичнее, чем на фото. Закончился порошковая проволока, купил китайскую проволоку 1,2 мм. Приколхозил на скорую руку адаптер под большую катушку. Топорно, но работает. В будушем, конечно, переделаю, но пока так. Ну и швы с китайской проволокой. по моему субьективному мнению, не хуже есаба, даже получше, как мне показалось. Намного меньше брызг Но варит немного по другому. Потолочный горизонтальный шов Вертикальный шов. Проволока 1,2 мм, 20 В, 5 м/с. Защитный газ - углекислота.
9 баллов
-
Проба пера так сказать,ток 130А,линейный режим. 140А
8 баллов
-
Начал делать лесовозную площадку и коник,машины пока ещё нет но говорят что шахтёры уже полезли добывать на неё руду.Аппарат у них ещё времён первых пятилеток.Я таким начинал ещё при Брежневе работать,шпарит как будто вчера его с завода выпустили.Такие аппараты и ядерную войну переживут .
7 баллов
-
П/А, проволока 0.8, каргон. Лист 6мм,в четверть. Горизонт, один проход.
6 баллов
-
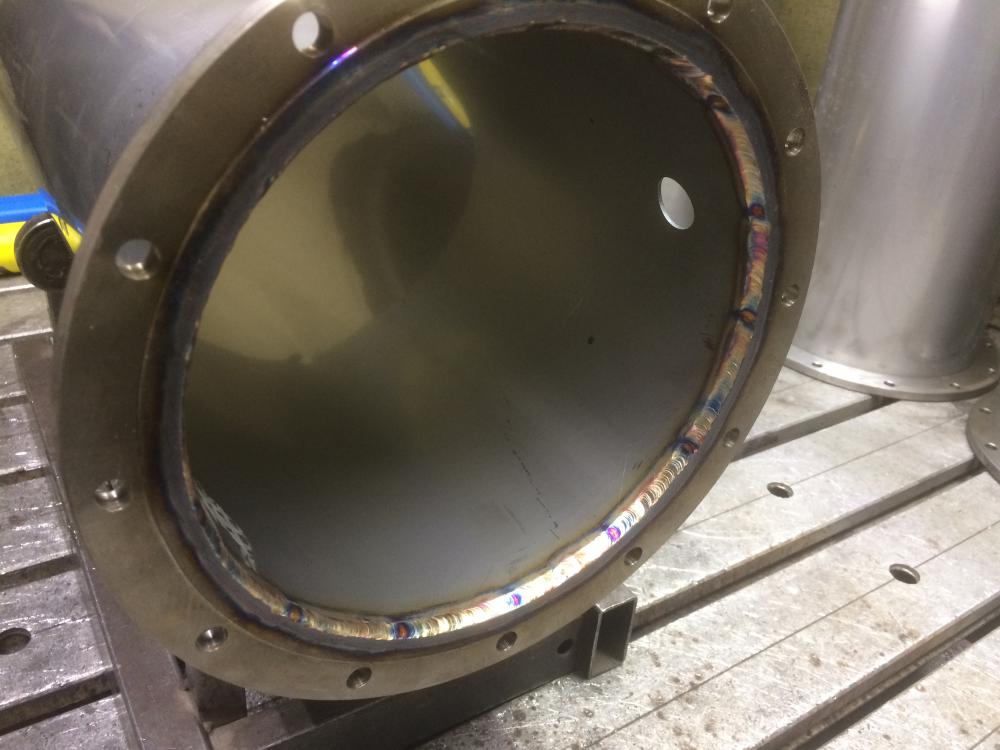
Добрый вечер всем !!! Варил диск с все как положено подготовка разделка подогрев сварка убрал все поры зачистка обезжиривание и покраска , итог клиент доволен с огромной улыбкой уехал , Юрий Иванович отдельное спасибо
6 баллов
-
Скважность снизил до 27%. База 55А,многовато.В общем то алгоритм настройки пульса примерно понятен,этот стык на этих настройках поварю,поиграюсь немного +-,току бы побольше на пик,приходится скважность большую ставить или базу увеличивать.А так конечно испытываю удовольствие во время сварки в пульсе.
6 баллов
-
Проба пульса,настройки:пик 200А,база 45А,2Гц,скважность 30%.Я кайфую). @Константин Краев,а где у меня выбор формы импульса?
6 баллов
-
@RWS87, завтра на работе сделаю фото, там все просто. Пока могу приложить такое фото. Если этого достаточно, напишите. @vch, дело в том, что здание построено с нарушениями и потолок провисает. Чтобы он не провисал еще больше, придумали такую систему. Понятно, что это придумал специально обученный человек, мы же просто делаем.
5 баллов
-
А теперь-обещанное ранее- Итак, пульс на ММА -маркетинг или реальная опция , упрощающая процесс,и снижающая требования к квалификации исполнителя? Ответы в видео....только поправка, там где я говорю о 2 Гц частоты пульса при времени пикового тока 0,08с и базового тока-0,17с....-это ошибка...приступ математического кретинизма, сорри...а сколько было Гц в реале-посчитаете сами, чай не маленькие, среднее образование все имеют... так, ещё раз сорри за математику, очень торопился, времени было в обрез... в следующий раз исправлюсь....
4 балла
-
Слепил вечерком из отходов. Куплена лишь лампа.
4 балла
-
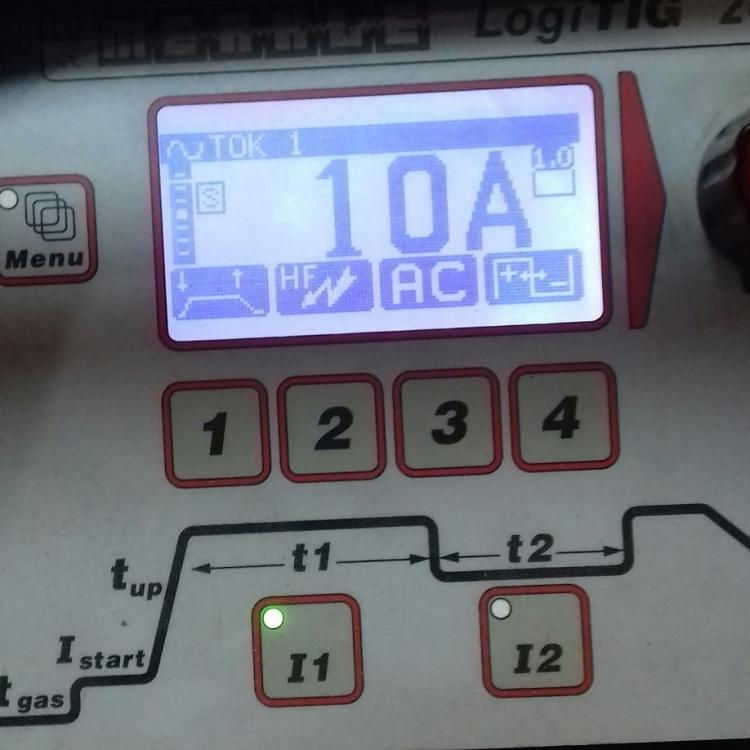
Антон , вот от Кемппи "банка " и у него ток сходиться с реальностью. И немного о "токе для банки" , 5А не плавят банку и только оставляют "след очистки" матовый. 10-13 АМПЕР (верхний шов у днища банки) вот они и именно от Кемппи , впрочем у Ево и Селко тоже самое . Видно что его тоже не достаточно для "хорошего шва" Вот уже временем проверенный на разных аппаратах ток и он примерно да чо примерно точно 17ампер Ну а это излишек и примерно 20 ампер , мож чуть выше . P.S. Это я к калибровке тока на аппаратах .
4 балла
-
Оживлю темку.Настроил интуитивно импульс,даже ничо так вышло)Присадка МНЖКТ ф1,6, ТИГ постоянка.
4 балла
-
Вот что то я в чугуний - улетел , но было сегодня и люминий , мелочь конечно но был и не совсем простой из группы Г . Сварил , но хозяин попросил по кругу пройти , нет проблем и Форсаж умеет .
4 балла
-
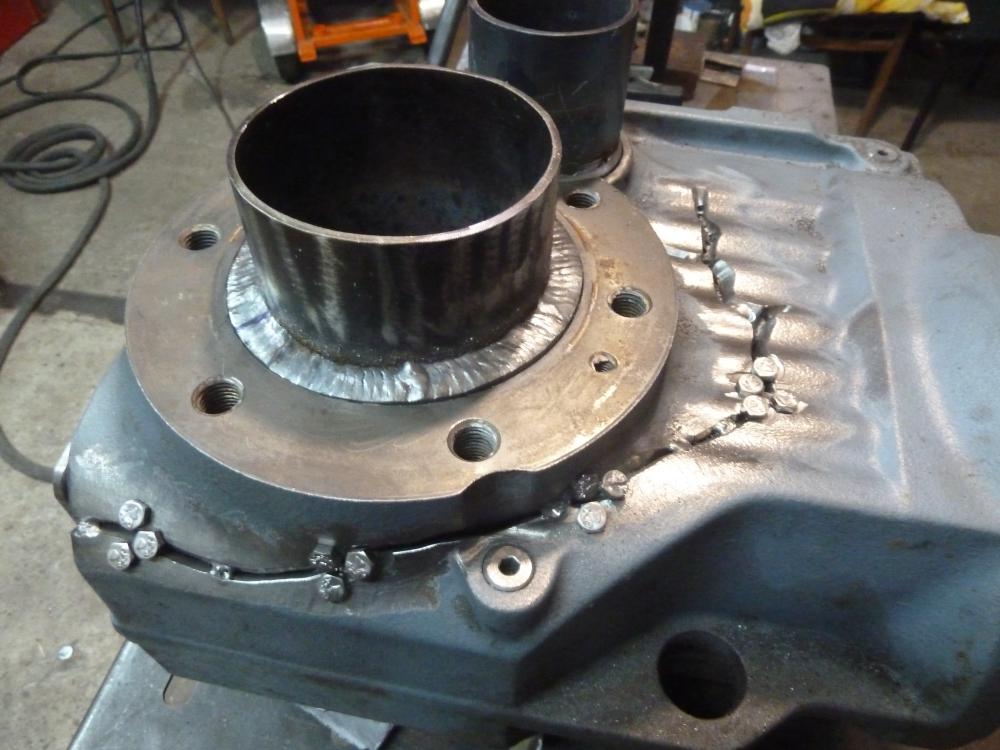
@selco, Шов должен быть монолитным и не надо создавать пустоты под головками болтов.Шпилька вкручивается в тело детали и должна выступать на 2-3мм над поверхностью -этого совершенно достаточно.Или ты думаешь,что чем больше будет несплошного наплавленного металла,тем будет лучше?Прочнее будет соединение? Шпильки установлены со слишком большим шагом. Шаг в твоем случае 25-30мм в шахматном порядке.Даже не знаю,по какому принципу ты их скомпоновал в такие группы и зачем.4 балла
-
Сергей, большое спасибо за проделанную работу, фильм, выводы о пульсе.3 балла
-
Конечно гладкий шов как у робота смотрится тоже интересно и он на 90%, после сатинирования барабаном, не виден, но тут дело такое: чешуйка скрывает не прямолинейность + иногда, я, по крайней мере на данный момент, могу закосячить с присадкой и длиной дуги и появится не большой не эстетичный наплывчик, конечно можно сверху пройти и сгладить, но это..ну не круто. А тут всё как бы более равномерно, вообще скорее наверное уже от настроения зависит, сегодня мне пришла в голову мысль "попробуй прокатать бабочку", оказалось действительно созрел, раньше не получалось, а сегодня само пошло: как то не задумываясь и сопло сменил и вылет настроил, даже ток, голове виднее чего у неё там3 балла
-
@serga01net,огромный хотстарт-это недостаток,а не преммущество.Любая фишка по моему мнению должна быть регулируемая,либо отсутствовать вовсе.Пульс на мма может и нужен,может и выручит когда то в чем то,пусть будет,если его можно отключать и регулировать.3 балла
-
Естественно, для того техника и развивается, чтобы было проще и удобнее работать. Ну а кто уж совсем не умеет, тому , однозначно , не поможет.3 балла
-
А при чем тут сварщики? Ваш инвертор (или ПА) стоит 60-80 миллионов? "Обезьянами" у нас называют бестолковых девочек(мальчиков)-"операторов", сидящих на приборе (QQTof, NMR 400-600 MHz), реальной стоимостью 80 миллионов и ничерта на нем не умеющих. У нас манагемент такой и вообще все управление. Опыт в ЯМР или хроматографии, так же, как и в сварке, накапливается десятилетиями. Кто варить умеет, он и трансом сварит, и простым инвертором, без всяких прибамбасов типа "пульса" и горячего старта. Об этом речь. Добавки "фич" только расхолаживают. А кто не умеет, ему и пульс не поможет. Возможно, С ПУЛЬСОМ будет что-то проще. Если умеешь без него.3 балла
-
А с чего Вы взяли, что все сварщики - обезьяны? Я на форуме давно, вижу, люди учатся, развиваются, новую технику осваивают. Почему инверторы должны ломать? Кстати, правильно сделанный инвертор можно сломать только двумя способами - либо кувалдой, либо ведром воды. Любые другие манипуляции ему по фигу.3 балла
-
По моему превосходный метод тестирования.То есть на практике конечно такое не попадается, но в том то и смысл тестирования -- загнать аппарат в нереальные условия -- только там можно увидеть разницу. Испытания, тесты, это всегда условия сильно превышающие эксплуатационные характеристики. Что бы вы не испытывали: сварочный аппарат, сельхоз машину, или кислородный баллон, всё равно оно должно выдать в полтора раза больше заявленного, и только тогда мы будем уверены что все серийные образцы будут соответствовать.3 балла
-
3 балла
-
Виктор , аргументы и я готов их выслушать и даже более применить так как в чугунии ты безспорно лидер,,,, и с удовольствием выслушаю да и применю твои рекомендации . Ну и теперь мои "аргументы" то есть как я думаю и представляю сие , кстати клиент торопит но я еще неделю у него запросил иначе эту чугунку можно отправить в чермет . И так мои "мысли" и вот сегодня сварки не было да я о ее и не хотел ,,,, так как усе должно "устаканиться" ну и спешка нужна -все знают где. сегодня сверловка и закручивание " болтов- шпилек" в том числе прямо и в разделку шва и когда снаружи все обварю и с внутри я с ними (шпильками) разберусь они все будут сварены меж собой (болтики из нутри выступают на 7мм и я с ними дугой могу как хош распорядиться) и разделка заполнена металлом . Вот как то так , и может мои мысли не в ту сторону устремлены и приму любые "советы- комментарии" ,,,, деталь силовая и с ней надобно - чтобы работало и даже "бабло" на заднем плане у меня , людям надо и хочется усе вложить что можно свое и что предложат соратники и не по стыжусь воспользоваться так как я такой как и все и не усе мне известно особо по чугунию . Ну и фотки , два болта в целое тело и один в разделку (резьбу и в разделке резал) ну и шляпки "планировал!" не срезать и обваривать их , но повторюсь , самое интересное будет с противоположной стороны .
3 балла
-
Все смешалось "в доме Облонских".....
3 балла
-
Переходим с экскаваторов на лодки. Чего бы я без п\а делал? Не знаю, что там про 200-ку болтают, отлично все работает...
3 балла
-
https://www.lincolnelectric.com/en-us/Equipment/Pages/product.aspx?product=K3459-1(LincolnElectric)2 балла
-
-и такие люди приходят к нам, и объясняют мне и моему руководству, какие они ниипать ыксперты, и как мы тут лаптем щи хлебаем,....тьфу, аж противно... И это гадство по закону... а нахера нам такие законы..вот вопрос... у меня уже нормативной лексики в этом вопросе не осталось...2 балла
-
А я пропил делаю с запасом Всмысле? То что на фото кажется что кратера и ямки, навариваю с запасом с тем учётом чтоб потом снять и вывести под основное , на поры сразу прохожу проверяю и убираю их2 балла
-
Естественно! Пора бы уж. @welderman, Хотелось бы на электроде Э395 3 мм установить базовый 50 ампер, 0,2 секунды, пиковый 150 ампер 0,02 секунды и длительностью пикового поиграть. Меня интересует перенос металла, в сравнении с линейным режимом. Чисто субъективные ощущения - комфортнее с таким импульсом работать или не особо? @welderman, и индуктивность, для начала, на минимум. Потом можно увеличить, так, чтобы импульс успевал нарастать.2 балла
-
@Кот на крыше, ну Вы хотя бы приличного китайца возьмите. Я про более серьёзные и не говорю. И почувствуете разницу. Не в пользу ВД. Кое где этой историей варят до сих пор.2 балла
-
@Вад11,остальные варил,разные цвета почему то.Я грешу на редуктор китайский,он зараза выше 10 л/мин не хочет показывать,шарик выше не поднимается,даже если на полную регулировку открываю,в общем я в растерянности если честно,завтра мыльным раствором проверю еще.Мне он весь мозг уже вынес этот редуктор,свой возьму,им попробую поварить.2 балла
-
Совершенно верно. Я тоже считаю так же. Такой аппарат фактически запрещает сварку в отрыв. И вот пока я с этим разобрался - прошло время. Первый инвертор был с таким недостатком. ++++ А ИМХО, все то же самое. Бывает работяга думающий, и менеджер тупой. Я склонен во всех неудачах винить тех, кто командует. От качества управления ЗАВИСИТ ВСЕ! Негодный менеджмент дает убытки и провалы. От работяг зависит гораздо меньше, и вред от их косяков тоже- меньше.2 балла
-
@Константин Краев, возможность выбрать резкий или плавный пульс - функция по-моему полезная. между последними тремя формами разница по факту небольшая и ощущается только на 0,5-0,7 гц.2 балла
-
Все хотят халявы. А если им пальцем не тыкают, то это за помощь не воспринимают. Я смотрел, на сколько хватит терпения у Алексея. Я заметил одно. Что не посоветуй, но если точно не насоветовал, то будешь крайним. А главное не только бесплатно, но еще надо и пальцем ткнуть и за них продумать и паяльником научить пользоваться и тестером ... А в конце, практически 99%, даже спасибо не скажут. Просто уйдут в тишину или как в данном случае, на другой форум.2 балла
-
@Anton VL, также в ваше распоряжение иллюстрации разных форм импульса при работе на постоянном токе: http://aurora-online.ru/files/Systema200-PULSE-DC.jpg Пишите ваши впечатления, как вы видите это в практике.2 балла
-
На валволодин человек ушёл. Видимо там спрашивать интереснее, точки показывают, где измерять ! А дело всё же так и оказалось в токовом датчике. http://valvol.ru/topic2697.html#2 балла
-
@Сергей64,готовых решений нет,все по месту,а кто с педалью работает,тому вообще значения тока не нужны).Трубку единственное могу сказать,что на 40А варю,но и то,если к фланцу,то уже 80А ставлю.Балланс от 25 и выше,если чернота лезет и подготовка к сварке (зачистка) хорошая,то увеличивайте до 27 к примеру,может выше.Кто то писал верную настройку тока:если в течении 3 сек.ванна не образовывается,то ток нужно поднимать.2 балла
-
По рекламе посмотрел полуавтомат "фламу", посмотрел фото швов. Я один это вижу? нержа алюм оцинковка тут, в описании https://rutector.ru/products/svarochnii-poluavtomat-invertornii-mnogofunktsionalnii-s-sinergeticheskim-upravleniem-flama-multimig-500f-syn
2 балла
-
Даже в аттестационных вопросах ей внимание уделяют - " Какими электродами предполагается вести сварку "в отрыв" в потолочном положении сварки" ( не дословно , но близко к тексту ). "В отрыв" сварено немало стыков под просветку , и к заявлениям , что это ерунда , отношусь скептически . Поясню , что иной способ мне ближе и я его сторонник . На счёт пульса в ММА . Моё мнение , баловство . Вроде бы расширяет возможности (?) , чего то позволяет (?) , но не везде он реализован и актуален . На корне - он больше неудобен , на тонком металле - зачастую оказывает медвежью услугу . Если учесть , что эти параметры вшиты , а подбор режима под текущие задачи требует немалых телодвижений , то овчинка выделки не стоит . Очередной маркетинговый ход от производителей , не более .2 балла
-
@selco, Я тебе уже говорил:число шпилек увеличить с определенным шагом(скорректирую 30-35мм).Шпильки не устанавливаются на одной линии,и нечего им делать в разделке при такой толщине стенок.2 балла
-
Попался в руки моторчик от стиралки-автомат... Вот что вышло...
2 балла
-
@saper24, цепной лебедкой без мотора справились Ей же и разобрали2 балла
-
Еще немного спорта в тему Недавно выкладывал фото скамьи для жима, к ней еще рама силовая складная прилагается ) Оснащена съемными турником, брусьями и двумя крюками под штангу. Материал рамы - профильная труба 60х60х3, 60х40х3, листовой металл 5 и 8 мм, круглая труба 32х3. Черная полимерно-порошковая краска.
2 балла
-
фляжку я сварил,чехол делал мастер по коже. и пробы на тонком алюминии
2 балла
-
Что- то страшно,что- то не очень,а что- то и ничо.Главное,шоб работало.Будни ремонтной службы...
2 балла
-
Почти готова......
2 балла
-
Оснастка для вибропресовальной линии2 балла
-
Обещание выполнено, в 20-00 работа закончена. Никогда такого не было чтобы 1!! час ковш вешать, там всего 2 пальца поставить. Но когда ремонтом занимаются долбоящеры, то после них может быть все что угодно. Ладно, работа сделана.
2 балла
-
Разминаем кривые рученки после праздников.
2 балла