Лидеры




Популярный контент
Показан контент с высокой репутацией 05.02.2019 во всех областях
-
Сделал сову на заказ.Размах крыльев 80см,высота 50см. Вот бывают работы от которых плюёшься.Получилось какое то авно.Заказчику сказал что больше в жизни не буду делать сов. Вот рыбы это другое дело.
 13 баллов
13 баллов -
Покажу несколько типов своих печек.Это компактные небольшие нагревательные устройства для гаражным мастерских.В идеале,хорошо бы иметь электрическую печь мощностью а-10Квт и объемом 1,2-15куб,но для гаража это обременительно. Итак,шлифованная плита 400 / 250 /40 мм,под ней устанавливается инфракрасная горелка.Нагревается очень быстро,туже головку можно или нужно),как будет угодно,шпильками притягиваешь к плите,что снизит коробление(только притягивать головку шпильками к плите надо пред сваркой,когда она нагрета до нужной температуры) и поворачивая под нужным,удобным для сварки углом,варишь.Если деталь начала остывать-плиту в горизонтальное положение,горелку под нее и продолжаем нагрев,В общем-то,варить можно не выключая печки. Другая печь напольная:устанавливается инфракрасная горелка нужной мощности по выбору- она передвигается,скоба позволяет фиксировать деталь в нужном положении для удобства сварки. А третья -керогаз ),мощность кровельной горелки.Так же нужно иметь несколько кровельных горелок на штативах,которые можно зафиксировать в любом положении...и пирометр . Говорю о выверенных вещах в условиях гаража.
12 баллов
-
7 баллов
-
добрый вечер всем !!! привозили сегодня с фольксвагена от кулисы запчасть отломал был палец,проверил на дугу можно залечить все подготовил , примерно выставил прихватки и обварка
6 баллов
-
Постепенно вводим Эвики в работу....5 баллов
-
Можно и так , я вот тепловой пушкой грею и из нее как раз около 200гр вылетает воздух , конечно ГБЦ где то до 170 180гр греется но зато равномерно и примерно 20мин хватает с лихвой . Но у меня пушка не "прямого нагрева" то есть выхлоп идет в дымоход , а вот пушки "прямого" нагрева (без дымохода) те выдают на выходе 300гр. воздух ими быстрее да и дешевле они в разы .
5 баллов
-
Автомастерская обычно использует 0.6-0.8 проволоку. Поэтому нужно иметь диапазон регулировок, а не ловить режим на минимуме. Корпус аппарата относительно большой, что заставляет занимать больше места и тяжелее его таскать. Если варить раму прицепа и т.п., то там толщины все равно не большие, более 1.0 проволоки не понадобится. Плюс сварка алюминия и пайка проволокой CuSi. Для поставленной задачи, более мощный аппарат, не более чем выброшенные деньги на ветер. 3-х фазник нужно рассматривать, когда сварка проволокой 1.0-1.2 и это в течении всего дня и только иногда на перекур сходить да обед. Если 1.2-1.6 то это 400А и 500А.4 балла
-
Доброго времени всем,может скажу глупость,не зная условий вашего региона,ко всему выше перечисленному,если есть возможность,посоветовал бы микс гелий 50/50 использовать,если мощность аппарата слабоватая.4 балла
-
даже набрав чуть больше сотни и поставив к 200А картина изменится в корне.4 балла
-
Когда работа с ГЦБ,то выставляю таймер на 250 градусов.Из расчета пока открыл крышку печи,пока перенес на стол и пока уселся на табурет. Так что верно - 200 *С самое то .4 балла
-
@Vovan64, Сто раз уже было говорено-температура подогрева 180-200С. При более низком подогреве,водород не успевает выделиться из ванны,так как растворимость водорода в алюминии изменяется скачкообразно .Подогрев увеличивает время существования св.ванны в жидком состоянии.Не надо никогда переплавлять поры-результат будет еще хуже.Присадку лучше ф2,4 -3мм. Хорошо подогрейте,ток не ниже 150а и все будет нормально.4 балла
-
Будни своего тела.Летающая тарелка( Курт,простите,я реально не знаю как оно называется!) была когда то из нержавейки,хотя уже и не скажешь.Усердно лупил кувалдой,ровняя,румунская сварка полопалась( слащавый он какой-то ,румун одним словом. Брат 2).Подварил на всякий случай,хотя ей по ходу не долго осталось.Ключи для кручения из-за за угла,пыпки разные и корыто своим телом.Корыто как то...как-то лучше я думал получится.Но болгаркой я владею хорошо)
3 балла
-
Ну этого я тоже толком не знаю , знаю и у меня где то есть в книге что в СССР выпускали спец заточенные под гелий . Кстати вроде вот Ржев их делал и сейчас делает http://www.el-mech.ru/products/svarka/svarka_2.html Ево подправили , на постоянке не было проблем , Селко похоже под усе заточен но так и должно быть цена его это заставляет блюдить.3 балла
-
Антон , да скорее не осцилляторе и его мощи дело , источник должон быть "заточенным" под гелий так как напряжение на дуге намного выше . На DC токе нет проблем в принципе а вот на АС токе не каждый справляется . Вот Ево да справляется но поджиг на - DC (минусе) на плюсе горит электрод , да и дуга в некоторых моментах уходит в какой то "ступор" и не плавит но горит . Сейчас уже усе поправили и адаптировали под чистый гелий . Форсаж тот вообще не смог зажечь и это не удивительно у него поджиг на + DC и ляктрод уже во время поджига в гелии горит. Селко , показал себя лучше всех с гелием дуга стабильна и делает свое дело , но поджиг (у него по диаметру ляктрода) лучше на меньшем диаметре ляктрода , а вот на 2,4мм уже с первого раза не зажег ну и это понятно пошел как и на фОРСАЖ подгорать ляктрод. Да конечно решает и уже смесь ГЕЛИЙ 75% - АРГОН25% работает отлично то есть мощная и проплавляющая дуга почти как в чистом гелии и нет проблем с поджигом и подгоранием ляктрода3 балла
-
Ну сейчас активно лечат сети и у нас уже вылечили до нормы. Что касается просаженной сети для полуавтомата , то думаю особо не страшно и мой Мобимиг180 работал от 160 вольт и довольно прилично только надобно если по толщине материала ток выбираешь то ставить поболее чем надо с хорошей сетью . Конечно если нет в аппарате защиты от низкого напряжения , вот в Селко она есть и при 200вольтах он уходил в защиту оставляя работать только вентилятор , да еще на "корочку" записывал сие безобразие , и итальянцы первым делом вежливо попросили отремонтировать сеть и думаю они правы 100% не стоит насиловать электронику "тухлым" напряжением . Ну а ЕВМке сам бог (завод) велел от низкого работать. Кстати про 5 ампер от ЕВМ в режиме МИГ-МАГ , и думаю это они перегнули палку сильно , так как в ТИГ и то 5А практически не востребованы. Но могу и ошибаться , и у кого есть ЕВМ , попытайте . На Меркле с 25А начинается отсчет , но иногда и 20А фиксирует , Хелви от 20А начинает .3 балла
-
@Сергей64, С этого и надо начинать.Возьмите нихром 80/20 да наплавьте-такой инструмент в руках,а вы ЦЧ4 ...,думал,вообще безрыбье )3 балла
-
Ещё я смотрел что берут электроды цч4 отбивают обмазку и этим прутком TIGом варят как такой вариант? --- С таким же успехом можете оббить обмазку с МР3...получите точно такой же пруток)..там все дело в обмазке. То,что говорят "старые камазисты" -они правы. Аппарат аргоновой сварки у вас есть? Вы внимательно читали,что я написал:заглубить ниже резьбы на 4-5мм.3 балла
-
@Дед мазай, бывает. Только, старые малярши3 балла
-
Лучше будет - вырежете остатки резьбы и наплавте чем нибудь подходящим:панч или мнжкт .В принципе,но есть определенный риск,заглубиться ниже резьбы на 4-5мм и наварить ЦЧ 4,да и полуавтоматом Г2С тоже можно.Надо иметь в виду,то,чтобы граница резания была выше зоны отбела и зоны мартенситной подкалки. При отсутствии материалов для сварки чугуна,я бы наваривал полуавтоматом.Довольно часто на производстве приходится исправлять дефекты после станочников на ст.40х,ст,45 и чугунах -это касается только наплавки.3 балла
-
В общем то вот так вот получилось, это по методике @Psihogen, только току 140а было. Корень затем перекрытие одним проходом. По внешнему виду напоминает перекатывание сопла тиговское, вроде ничего, а если металлической щёткой полирнуть...Один минус второй проход - 200мм за 3,5 минуты, медленно. @Глобул, Нитками не будет такой плавности, потом, если в серию пойдёт буду техкарты рисовать, порошок и нитки попробую, ибо чет другие сварщики у нас, из тех которых мне предлагали, да и пока я по производствам ездил попутно смотря на швы, меня печалили.
3 балла
-
спросил у наших стоимость заправки гелия, что то передумал менять баллон - для шариков 12т/р а марки А - 22т.р т.е в переводе на евро -160евро и 293евро. Вопрос - а стоит ли головка таких денег, конечно весь баллон не уйдет но потрачено будет не "стакан"...3 балла
-
@Учусь, у4 нитками сделай. Не буду писать многа букав -- сам разберёшься, там ничо сложного, но @PecToPaH, тут дал единственно верное решение -- нитки.
3 балла
-
Доброго дня,да конечно часто,это происходит из-за несоблюдения параметров ширины резины по отношению к ширине диска. Приветствую,хочется сказать,что если диск не содержащий магния,заварен присадкой содержащий магний,так именно и произойдёт,трещина будет рядом со швом,другие используют такой способ при даче гарантии на шов.Когда сварка происходит рядом со старым швом,ситуаций много,иногда переделываю иногда нет,зависит от качества предыдущего мастера,желания клиента и вообще всегда беру номер телефона клиента,чтоб при возникновении каких либо нюансов,был шанс обговорить их с клиентом,так как инициатива иногда может сыграть против инициатора. Очень правильно,что клеймите свой шов,так как при возникновении каких либо споров,предьяв,оно вам очень поможет. Интереснейшие наблюдение,никогда не обращал внимания,часто приносят диски в руках,но теперь благодаря вам,тоже обращю внимание,в качестве спортивного интереса ,знаю что по чаще случаев мнутся диски правые,так как водитель мошинально уходит от удара.,а вот какие трескаются не задавался мыслью.3 балла
-
Во время самой сварки греть не пробывал.Ведь сама ГЦБ тоже нехотя подогревается самой сваркой. Вы же готовите места сварки,выбираете фрезами\прочим.Все точки известны и понятны.Как Сергей Крех(форумчанин наш) писал,что иной раз много раз в голове прокручиваешь все движняки,пока деталюха греется в печи.Сама подготовка\выборка\моральный настрой отбирает больше времени,чем сама сварка. Если образно,то металл от плавного подогрева медленно раскрылся и плавного остывания после сварки - закрылся.Про хим.процессы не знаю,но такой подход им не мешает.3 балла
-
Правильно думаете , убирайте до чистого металла поры не оставляете даже самую малую пору , иначе он опять усе испортит и "размножится " при сварке . http://websvarka.ru/talk/topic/10443-svarka-aliuminiia/?p=353797 http://websvarka.ru/talk/topic/10443-svarka-aliuminiia/?p=3227843 балла
-
3 балла
-
Был дракончик.Делал в 2015 году. А рыб мне просто нравиться делать.Это же хобби а оно должно доставлять радость.
2 балла
-
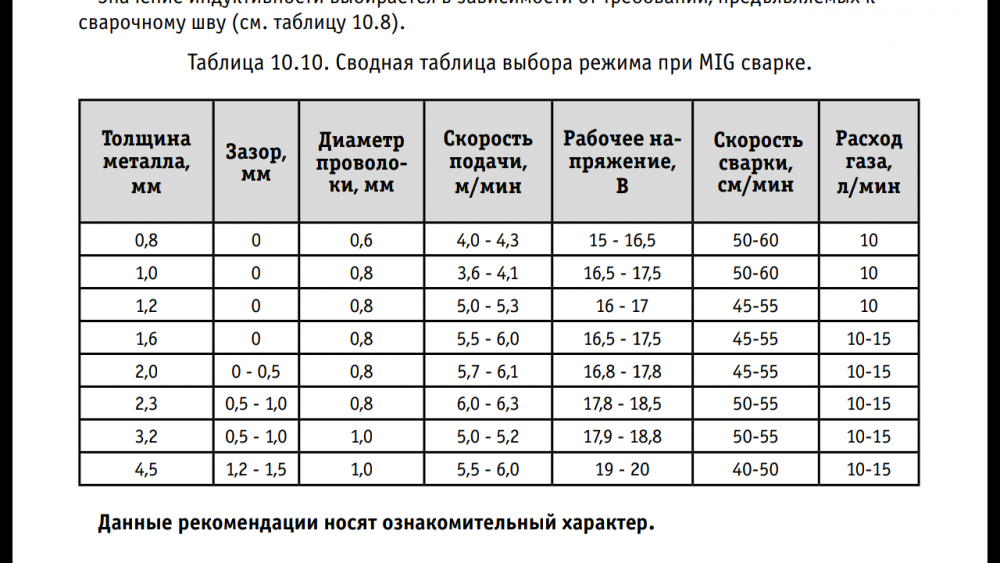
Если взять обычный полуавтомат без синергетики, где только две регулировки - ток( скорость подачи) и напряжение, то на каждый вольт от нижней границы до верхней вы можете выставить любое колличество ампер, опять же в рамках границ выдаваемых аппаратом. Только загвоздка в том, что сварка определенным диаметром проволоки, способна происходить в ограниченном диапазоне соотношения силы тока( скорости подачи) и напряжения. Опытный пользователь подстраивает эти параметры грубо на глаз и точно по дуге. Неопытный в двух регуляторах может потеряться. Ибо вариаций вообще куча, а рабочих вариаций не так много. Для облегчения выбора, производители стали оснащать бюджетные аппараты такими таблицами. Можете посмотреть, там есть ответы на ваш вопрос. Каждой толщине проволоки свой диапазон напряжения и скорости подачи( силы тока). Все что мимо не даст номально варить. В дорогих аппаратах подобные таблицы зашиты в мозги. И вы выбираете нужную программу исходя из газа, типа проволоки и толщин материала, а аппарат сам задает рабочий диапазон. В габаритах которого вы еще можете вносить корректировки по вкусу и ситуации. Потому нет необходимости писать в названии аппарата вольты вместо амперов. Они сами собой подразумеваются при определенной силе тока. По которой проще ориентироваться при выборе. И что до тонких материалов и мощных аппаратов -если в синергетическом списке они есть, то работа с ними само собой подразумевается.
2 балла
-
Сова симпатичная. Может немного другой стиль для сов подобрать, а не ставить на них крест? А то всё рыбы да рыбы, и все с ротором. Это не то чтобы плохо, рыбы офигенные. Только, как то слишком узнаваемые. Можно ещё летучих мышей сделать, например.2 балла
-
@selco,Валерий,у меня проблемы и на постоянке и на переменке.Не совсем понятно,как напряжение на дуге влияет на поджиг и как именно источник должен быть заточен.В любом случае предпосылок к замене источника пока нет,будем работать на том,что есть,но все же интересно.Микс наверное закажу пару баллонов.)2 балла
-
Так-то хренотень абстрактная, материал- в нашем случае АМг2М, толщина 3 мм. Эвик, да, огонь , парни осваивают машину быстро, компьютерное поколение, да это и фанатики сварки... уже мелькали неоднократно в фотках на форуме...2 балла
-
Это зависит не от сварщика, а от требований к нему, то есть правы америкосы в главном: bad action is bad direction (бэд экшн из бэд дирекшн) плохая работа, это плохое руководство, и больше ничего. Медленно греем металл в одном месте, при этом наваливая кучу наплавленного, при этом получаем ещё и прослабленный шов по высоте усиления. Зато чешуйки красивые. Саня, нырнул ты на гаражный уровень, побултыхался, и хватит -- всплывай давай. Там должно быть четыре нитки на 200 амперах минимум.2 балла
-
5А это мы про МИГ говорим или все же про ТИГ? 5А применимо к ТИГ. К МИГ я как то привык напряжениями оперировать. Т.е. у МИГ обычно пишется минимальное напряжение и максимальное. Ток 5А для МИГ ... Это какой проволокой надо варить? Неее, может и ошибаюсь... Сейчас не до этого, чтобы смотреть у кого и какие параметры указаны. Я расписал из собственных соображений. Для тонких толщин проволока под алюминий 0.8 вполне нормально себя ведет. Я к ней даже больше привык чем к 1.0 и толще. Насчет того что ее не любят, ну так как говорится: "вы ее не умете готовить". Ни чего не путается и подается стабильно и это я говорю про AlSi, а не про АlMg. Ну а теперь о главном. Для тонких толщин, такие как жестянка авто и элементы кузовов из алюминия, все тонкое. И варить проволокой 1.0 будет проблематично. Точнее можно конечно, но оно надо? Потом зачищать болгаркой. Или делать так, чтобы весь толстенный слой уходил вглубь. В общем, я лентяй и делать себе дополнительную работу, я не люблю. И "насрать", а потом вычищать, я не люблю и облегчаю себе работу, делая оптимально перед, а не после. Потерянные 20-40 ... Да хоть все 100А при сварке жестянки в целом не нужны. Спросите реального сварщика, а не такого как я. @BUTCHER, прошу проконсультировать в этом направлении из личного опыта. Т.е. когда нужны эти необходимые амперы. @Steelcar, поэтому запас может и нужно иметь, но если этим не пользоваться, то в итоге пустая трата денег. Даже если раз в жизни понадобится, то общая переплата за аппарат не отобьет этих вложений. А насчет перекоса фаз ... Ну с этим не поспоришь. Конечно трехфазик в этом плане будет приятнее для сети. не во всех режимах они одинаково хороши. Сказать, что разово можешь, это не тоже самое, что легко и постоянно. не обижаю. Подхожу к делу с пониманием. Из личных соображений есть понимание, что тут лучше, а там другое... Как электрод в ТИГ. Можно одним везде и всюду, а можно каждый раз менять, 1.0, 1.6, 2.4 и т.п. А можно один поставил 3.2 и лупишь... Понятно, что 1.0, в некоторых режимах как присадок в ванну будет вливаться2 балла
-
@VIG, раньше когда фотографией увлекался тоже своим часам фото сессии устраивал хорошие часы... были
2 балла
-
@selco, Валер, заезжай, буду рад повидаться. Про стены и так расскажу и покажу, и про кран-балку, и про подъёмник, и про много чего ещё. Сделаю здесь тему, думаю, будет интересно.2 балла
-
@Steelcar, смотря что за трехфазник. В особо мощных, может не быть программ под проволоку 0.6 и 0.8 AlMg, AlSi. Соответственно и роликов тоже.2 балла
-
@Георгий 11, действительно. если на фото хрень наподобие сэлмы 250 или плазера,то там все ч/з жопу сделано-шкала в обратку. хотя по виду-искуроченый сумрачными гениями ТДМ2 балла
-
@Георгий 11, кол вам по спецтехнологии.. чем ниже флажок-тем ближе катушки и больше ток2 балла
-
@Точмаш 23, Спасибо за ответ, поры теперь вычищать по новой, я так думаю, и после прогрева наплавлять дефектные места.2 балла
-
Делал я раньше портсигары с нержи, и розы делал, роза примерно час делов, портсигары пару дней. Продано роз 2, 3 подарено знакомым портсигары 6 шт, 5 продано за символическую плату знакомым, один оставил себе.
2 балла
-
Всем привет. Давно читаю форум. Очень многое для себя нашел интересного на форуме. Заходил в мастерскую Александра с ником Миротворец, сначала на форумах, затем на яву. Родился и вырос в небольшом городке в сибири. С 2007 года варю метал. Работал в строительстве, на производстве. Аттестован НАКС РД. Получил высшее образование по программе оборудование и технология сварочного производства. Освоил РАД титана. Сварщик не просто профессия, это призвание!2 балла
-
Если-бы источник позволял задирать амперы до бесконечности при одинаковом напряжении(27 В, к примеру, из 673 поста).... Это в теории, не беря в расчёт именно ПА сварку с её режимами... Откорректировал после дописанного: Снизить подачу- по сути уменьшить ток, т.к. ВАХ источника не позволит добавить ток в пределах выставленного напряжения. Да, при разной скорости подачи и Ф проволоки, но в пределах ВАХ источника... Соответственно в синергетике некоторых ПА, есть коррекция как по напряжению, так и по скорости, но в этом режиме меняются они вместе. С Амперами будет больше вопросов, вспомните свой ответ в 677 посте про логическую цепочку... Хотя, считайте, как хотите.1 балл
-
Самоуничтожение темы произошло, в начале было интересно теперь пошли прения "депутатов".... сотрите несколько страниц и оставьте сравнительные факты.1 балл
-
Вообще они стоят всегда плотно, но в этом случае видать был брак и расстояние 2-3 мм.1 балл
-
Как на таком угловатом кулере паяете соты? Я только глушил одну. На табличке рабочее давление 2.5 атмосферы, а вместо заглушки вкручен штуцер с отверстием 3 мм. Заводская сборка, машине год. Человек солярку ищет, да и не едет толком. Заглушки же должны быть.
1 балл
-
Ну вот, приехали. Фантазировать в моем положении опасно: отсоединив эти конденсаторы, я рискую получить омертвевшего ИЖа в собственность. Назначение синих капелек - сберечь рядом размещенные диоды от пробоя коммутационными выбросами, и только.1 балл
-
выбирайте выражения!!! Не на базаре и не бабка ... да, простое. Да, функциональное. Т.е. простота во всем. И ни кто не говорит, что это плохо (я про ЕВМ). Не я стал про экран кричать и пальцами тыкать! Я бы не сказал, что монохромный дисплей меня радует, но он работает и на морозе (проверено и не только лично мной) и он дает информацию в удобном виде. Учитывая функционал аппарата, то светодиодиками не обошлось бы. Поэтому это тот же минимум как для ЕВМ, светодиоды. Телевизор, наверное хорошо. Главное это отображение информации, чтобы просто и понятно было. А цветной или монохром ... Это уже производитель решает... пока дело не доходит до ремонта. Монохром значительно дешевле, хотя дороже светодиодов. Еще раз говорю, что с данным функционалом, я не понимаю как можно было реализовать на светодиодах. Поэтому фотохромный дисплей принимаю как данность и необходимость. Основной спор появился основываясь не на экране... А на функционале, стоимости и привычке считать что-то первым к чему нужно стремится. И когда начали сравнивать, то тут некоторых понесло в разнос... а дальше эмоции эмоции и опять эмоции. Ни кого в секту ни кто не агитирует. Надо учитывать, что тут многие себе покупают оборудование. Поэтому трата денег из личного кармана и внушительных размеров не дает возможности делать ошибок. А попробовать одно, потом другое могут позволить не все. Да и просто попробовать не все могут даже если на выставке. Вот и получается, что надо полностью понимать все нюансы того или иного оборудования.1 балл
-
Да... сильно "адаптированный" вариант отличного анекдота... там итоговый вариант: - Жить будете в трущобах Калькутты род видом одноглазого дервиша - пед***ста....1 балл
-
@Steelcar, спасибо за советы. Про сендтраки, это довольно интересно, никогда не задумывался про их использование на грузовиках, но вы правы, при правильном использовании должны нормально работать. По синтетическим тросам - мы с Константином уже думали об этом, но настораживает их живучесть, как у них со стойкостью на абразивный износ, и как ведут себя при случайных защемлениях. Опять же, они наверное нежнее при жесткой эксплуатации, люди их часто используют на более легкой технике, но от внедорожника весом в 2-3 тонны грузовик сильно отличается... Но это все ИМХО, я в этом плане немного консерватор. Наверное пока попробуем пожить со стальным тросом, благо он уже есть в комплекте с лебедкой, и находится в хорошем состоянии. Отдельно стоит упомянуть про травмоопасность тросовой лебедки как таковой - я может где-то не прав, но трос при сильном натяжении запасает ОЧЕНЬ много энергии, и стальной трос в этом плане опасен массой, он при обрыве вполне может стать причиной очень серьезных травм (вплоть до смертельных). Полимерный трос легче, но все таки, ИМХО, тоже довольно опасен. Ни разу не видел как далеко отлетает оборвавшийся полимерный трос, но лучше считать что он (как и стальной) смертельно опасен. А вообще, я в нашей "команде" больше техник и скептик . А за советы еще раз спасибо.1 балл





















.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)