Лидеры




Популярный контент
Показан контент с высокой репутацией 27.03.2018 во всех областях
-
10 баллов
-
Бывает клюква в сахаре. Бывает зефир в шоколаде. А у меня, за что ни возьмусь, или сосна в нержавейке получается, или нержавейка в сосне. Без нержи ничего не получается . Карма... Дверь на кухню, только она вверх ногами стоит, и пока без лака. Ролики - это верх, подвесная дверь. Завтра лакировать буду.
 8 баллов
8 баллов -
Это ножничный подъемник, будет выполнять роль помоста в подвале гаража, по совместительству регулируемый верстак длиной в 4,5 метра и лифт. У меня подвал в гараже по всей площади последнего и высота потолка 2,15 метра, машину обслуживать не возможно при таких параметрах, городить помост я не захотел, занимает место, сделал приямок в него будет установлен этот подъемник, в состоянии покоя подъемник будет вровень с полом, при необходимости будет подниматься на нужную высоту для обслуживания автомобиля, как и говорил будет превращаться в верстак и при необходимости можно будет на нем спустить/поднять тяжести с первого этажа. Максимальная грузоподъемность 1 тонна, рассчитывал на 3, по расчетам необратимые деформации происходят на чуть меньше чем 5 тоннах, на деле ему придется максимум поднимать не более 200-300 кг, а зачастую только мое бренное тело в 80кг. Не уверенность в качестве своих сварных швах и побудила заложить конский запас прочности. Как то так: Попробовал вчера приварить нижнюю втулку, та что на виде В эскизом ранее. http://i.yapx.ru/BJF3g.jpg6 баллов
-
@Mikhailsvarka, Почитайте я думаю вам это пригодится @nadar,и вам то же пригодиться присадочная проволока для сварки нержи.pdf svarka_esab сварка нержавейки.pdf tig-svarka-rus.pdf6 баллов
-
Г-сплав во всех отношениях сварка и эксплуатация , сосед стойку под дрель купил и через день сломал.
5 баллов
-
Сталь становиться нержавеющей,если в ее состав ввести 12,8% хрома.Хром равномерно распределяется в легируемой стали и образует на поверхности окисную пленку-сталь становиться нержавеющей.Для того,чтобы увеличить стойкость нержавеющей стали в различных агрессивных средах в нее добавляю никель.Добавка 8% никеля делает сталь немагнитной -аустенитной. Выгорание легирующих элементов во время сварки,в данном случае хрома,приводит к коррозии - ржавлению.Учитесь подбирать правильный режим сварки.4 балла
-
В перерыве между пациентами (буханка с японодизелем уже на подъёмнике, жду пациента для обсуждения некоторых нюансов. А Германа все нет, а до полночи недалеко) ... Сегодня немного пользовался "саперкой", что в уазике лежит. Заржавела вся (в УАЗе ржавеет всё), надо почистить пока на глаза попалась, а то потом будет долгий потом. На фото уже прошёлся щеткой. Лопатка почти раритет, для меня так точно раритет. Ещё клеймо (коминтерн) И ещё клеймо (не конд) Вот про это клеймо отдельный разговор. Искал на лопате изъян, косяк существенный из-за которого заклеймили вещь. Сколько лет инструменту, в скольких руках побывала, чего повидала, но так и осталась лопатой, черенок родной, копать даже асфальт может (я копал), а за что же клеймо такое? Я так понял, что из-за этой заклёпки, больше ничего не нашёл. Вот тебе и подход к делу в былые времена. Ещё нашел трещинку, которая появилась в процессе эксплуатации, металл подмят и деформирован, наверно по ней стучали (может дрова кололи) Забыл показать обратную сторону лопаты Трещину заварил, шов зачистил с одной стороны, с другой без зачистки хорошо получилось (как мне кажется) Думал покрасить хамерайтом, но черенок замазывать не хотел, а аккуратно обойти его вряд-ли получится, чтобы железку хорошо прокрасить, потому просто покрыл лаком лопату целиком. А, ну естественно перед покраской заточил (заточка была изначально, но побилась), теперь это оружие в умелых руках ). Лопату на сушку, пойду КПП поставлю, пациенту по фото придется все объяснить, ждать надоело)
4 балла
-
@selco,мастерство)))(шутка).Это я на своих деталюхах эксперементировал,аппарат самогонный,там клампы,поэтому мажь сколько хочешь.По поводу поддува аргоном:редуктор с двумя ротаметрами в наличии,шланг тоже есть,скотч только бумажный,алюм.или не хотят покупать,или еще какие проблемы,не знаю,постоянно напоминаю.Но обечайку 350 мм.в диаметре скотчем по торцам не мотанешь,нужна приспособа,не делают,попробую с порошком сварить.Показать руководству нужно,что на выходе получается,объяснить экономическую составляющую,что его не напасешься,дешевле аргоном поддув делать,может после этого что нибудь сдвинется с мертвой точки.Да и самому было интересно,что за «чудо порошок»,с аргоном качество обратной стороны выше. @selco,у меня вопрос немного не по теме,но все же.Как грамотно организовать поддув при сварке клампов?Алюм.скотч не сгорит,если шов будет в 30 мм.от него?Или как лучше сделать?Всю голову сломал.3 балла
-
@Георгий 11, Георгий , а ты как залез в 51 и обмазал ее пастой ? Деньги руководство тратит впустую и лучше бы тебе купили доп. баллон аргона метров пять шланга с внутренним диаметром от 6 и до 8мм , редуктор и пару рулонов алюминий скотча и поддув у тебя в кармане но и самое главное не надо после него не щеток любых не шарошек, не твоих сил сварил скотч отклеял и готово .3 балла
-
Приобрели флюс от эсаб,попробовал трубу с ним поварить,в принципе неплохо,но непонятно чем шлак потом удалять.Написано,что мет.щеткой,скорее всего из нержи,но такой нет,да и в 51-ю трубу мало какая влезет.Чем еще его можно удалить,к примеру если шарошкой,то проблем не будет?3 балла
-
https://www.youtube.com/user/XirisAutomationInc/videos3 балла
-
@nadar,вы в цифрах указывайте,а то высокая температура понятие растяжимое.3 балла
-
2 балла
-
@midtower, харош бредить.2 балла
-
чего? Вот вам три в одном до 30 рублей: https://aurora-online.ru/catalog/welding/invertornie_poluavtomati/40340/ От нормального производителя.2 балла
-
@konstantinXX,Да действительно ошибся,сталь AISI 321 отличается от AISI 304 только наличием титана,если у вас требования к межкристаллической коррозии тогда присадка св-06х18н10Т если таких требований нет тогда Св-06х18н10 подайдет .ЭСАБ рекомендует при сварке сталей 308 и 430 присадка Св-07х25н13,Св-07Х19Н10Б хотя на счет последней у меня сомнения.Если взять СТО 00220368-011-2007 группа сталей С-06 сталь нержавеющая феритного класса сталь С-07 аустенитного класса 12х18н10т то проволку рекомендуют св-07х25н13 @konstantinXX,лучше заказать er-309 или св-07х25н13 и не ломать голову.2 балла
-
@Cora, это бот рекламный, кажись )2 балла
-
@Mikhailsvarka,швы у вас потеряют в прочности,вы присадкой 304 при сварке 430 нержавейки получите мартенситную структуру шва,шов при этом будет менее пластичет и склонен к появлению трещин.Присадка er-309 или наш аналог Св-07Х25Н13 .2 балла
-
О-оо такая и у меня в уазике лежит,я её когда то с леса приволок.Раньше таких лопаток у нас в лесу много валялось,только ручки трухлявые были.Ручку заменишь и пользуйся.
2 балла
-
... давненько изготавливал циркулярку , стол ездил по направляющим (уголок вершиной вверх ) , ось полированная , колесики чугун ( с проточкой ) , П.С. на ней и дерево пилили , и камень- народ балдел ..2 балла
-
А я бы в квадратной трубе стенки внутрь бы подбил и тогда в эту вмятину швов наложить можно потолще.Я так в лесовозных дышлах втулки ввариваю,там тоже нельзя что бы шов выступал и в то же время нужна прочность.Чтобы втулка не отсочала.2 балла
-
2 балла
-
Вот говорят, что у атлантов труд тяжёл... ну это смотря как посмотреть...2 балла
-
Автора надо указывать. Это Гарик Губерман. Мне моя брезгливость дорога,мной руководящая давно:даже чтобы плюнуть во врага,я не набираю в рот говно._____________ Весьма порой мешает мне заснутьВолнующая, как ни поверни,Открывшаяся мне внезапно сутьКакой-нибудь немыслимой херни._____________ Когда нас учит жизни кто-то,я весь немею;житейский опыт идиотая сам имею.2 балла
-
"Перед светофором останавливаются два авто — Жигули и Бентли. Водитель жигулей, крутя ручку, опускает стекло и спрашивает водителя Бентли: — Ну как тачка вообще? Водитель Бентли, немного охренев, -- нормальная... -- Не ломается? — Да вроде нет, а почему спрашиваешь? — Да смотрю, что-то не очень народ их покупает".2 балла
-
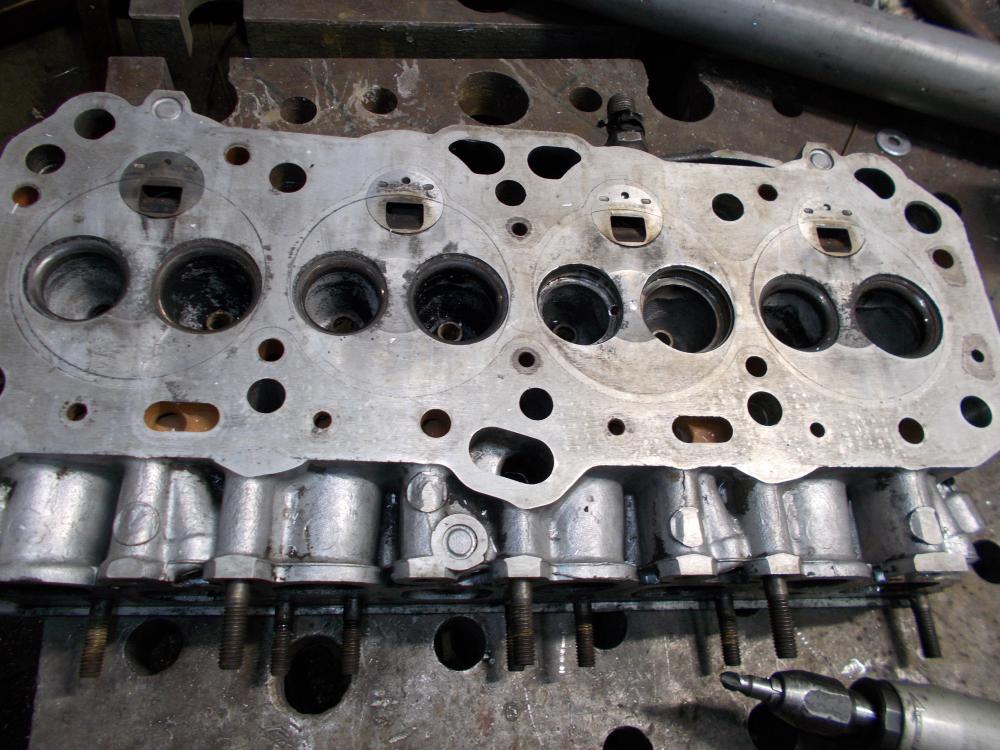
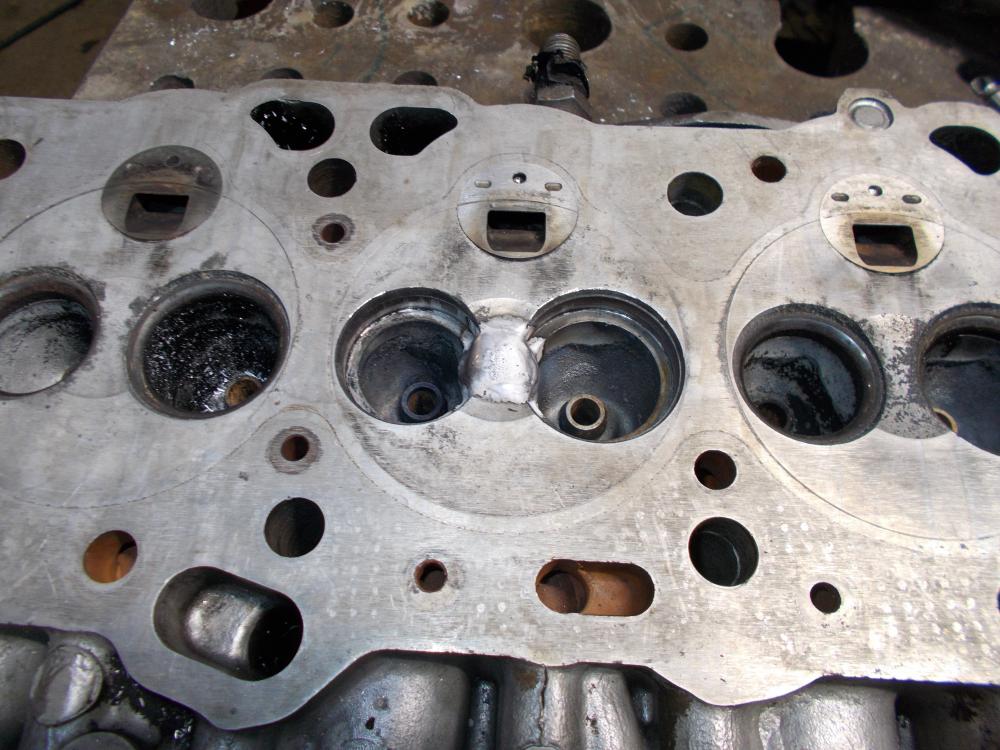
Как говорится, кому-головная боль, кому-заработок. ГБЦ от Кенворта. Ставили её на блок, да не попали по центровочным шпентикам. Вот и результат.. Сколы разделываем и заливаем ПАНЧем. Американский чугун-весьма и весьма неплохой. Не даёт ни пор, ни грязи. С чугунной головой покончил-накидали алюминиевых. От Ниссана Х-трейл. Поедена антифризом. Сервисмены попытались это дело задиметить, но в некоторых местах-только продули сквозные отверстия. Ничего особого, расковырял и заварил. ГБЦ от Саньён-Истана. В этот раз принесли серьёзно перегретую. Трещины пошли в разные стороны от форкамеры. Опять ковыряем и варим. ГБЦ от Мицубиси-Спэйс Гир. Межседельную трещину уже пытались залечить по технологии Seal-lock. Безуспешно. Я уже говорил механикам неоднократно, что на тонком и ажурном алюминиевом литье данный метод не работает. Всё не верят. Что ж, в очередной раз не случилось чуда... Бормашинка и аргон. Масштабную трещину залечил, но повторная опрессовка показала, что пузырит из-под сёдел в крайних цилиндрах. Как говорят в небезызвестных структурах, "дело вернули на доследование". При замене ремня ГРМ двигателя Тойоты-Кэмри обнаружилась поломка маркетного диска датчика оборотов коленвала. Недостающий зубчик наварил стержнем от электрода ЭА-395 и обточил УШМкой. На той же Тойоте-спёкся катализатор. Потроха выбили, но на замену нашли картридж несколько меньшего диаметра. Проводим "полостную операцию". Вставляем картридж, обернув его асбокартоном и обвариваем, поочерёдно вырезая и водворяя на место половинки корпуса. Этим самым катализатором поперхнулся не только тойотовский мотор, но и П/А Брима-250. Закашлявший аппарат отправился в стационар, а кронштейны уличных прожекторов и каркасы барных стульчиков-варил скучавшим в дальнем углу П/А Меркле PU-300K. Варил в смеси 80/20 в режиме "пульс".
2 балла
-
Вы у клиента попросите "Регламент ремонтных работ",там приводятся примеры ремонта трещин. Не поленитесь,описано даже максимальная длина швов ремонтной сварки,сверх лимита выбраковка узла. Такие детали сразу выбраковывают.Если будет предпосылка к ЛП,по вашей вине, "таскать"по кабинетам будут долго.2 балла
-
А если выхлопной коллектор, изготовленный Вами разрушится во время полёта? Вы лично ответите за последствия? P.S. 30 лет нзад я закончил авиационно-техническое училище, специальность - авиатехник, именно обслуживание самолётов и авиационных двигателей. (сложилось так, что сменили место жительства и пришлось расстаться с авиацией). У меня волосы встают дыбом, когда я вижу подобное ...2 балла
-
@Миротворец, Здоровья, удачи ,Всех благ!1 балл
-
наверное всё-таки 308-й присадкой. Да и про потери прочности при сварке ферритных аустенитным материалом, по крайней мере ЭСАб ни чего не говорит. А говорит дословно следующее: будет потеря коррозионной стойкости по шву в средах с содержанием сернистого газа, хлоридных средах. Что не удивительно.Для сварки 430-й допустимо применять только 308-ю с обозначением L. О чём собственно ЭСАБ опять таки говорит в описании данного материала.1 балл
-
Да приварить то не проблема,вопрос в том как держать нагрузку будет.Я так перестраховщик,по мне чем толще наварено тем лучше.1 балл
-
Всем огромное спасибо за поздравления!!!1 балл
-
@Миротворец С Днем Рождения!!!1 балл
-
Либо она Вам не подойдет, либо придется переделывать. Эта пила - по дереву и скорость полотна у неё в 10 раз выше, чем надо для металла.1 балл
-
Доброго дня,ну как минимум если зазор стягивает,сделайте пропил болгаркой или ставьте по чаще прихватки.1 балл
-
На днях с кентом обменялся редукторами, ему отдал свой GCE или как его там китайский, на редуктор отечественного производства. Проверил работоспособность, она просто отличная, пшиков и накачивания в шланг, как на кетайском вообще нет. Похож на самоделку или какое то внутризаводское исполнение, материал изготовления по ощущениям из нержи.
1 балл
-
Африка https://youtu.be/DZ41cFN_oQA Развлекательная пауза для всех. )1 балл
-
@selco,впервые вижу просто,поэтому и спросил.Все равно неудобно,кто бы что ни говорил,можно габарит увеличить для удобства,вот мне даже включсть аппарат сзади неудобно,но приходится).1 балл
-
В Европе. У нас такого нету. Ну с этим то я вам вполне могу помочь. Наверное что-то из медицины. Например это: https://ru.wikipedia.org/wiki/%D0%A3%D0%BC%D1%81%D1%82%D0%B2%D0%B5%D0%BD%D0%BD%D0%B0%D1%8F_%D0%BE%D1%82%D1%81%D1%82%D0%B0%D0%BB%D0%BE%D1%81%D1%82%D1%8C1 балл
-
Раздвижной каток для раздвижного культиватора.
1 балл
-
Немного длиннопост , поэтому под спойлер ( а то уже примелькался ) . Как всегда , будня , фото , размышления .
1 балл
-
-Душа отпылала, погасла, состарилась, влезла в халат,но ей, как и прежде, неясно, и фактом,что делать и кто виноват. Автор: И. М. Губерман1 балл
-
прошу прощения за сарказм. Удержаться трудно. Ни вы первый ни вы последний. Я бы тоже так думал, что можно, если бы меньше знал. Если есть желание разобраться, то сравните и почитайте ВАХ П\А и ВАХ ТИГ и ВАХ ММА (ВАХ - Вольт Амперная Характеристика). И тут же на форуме уже не раз это разжевывалось. Искать лень мне. Поищите сами. Много нового почерпнете. Форум, этот, полезный и много важной информации. А главное, что бредни тут отсутствуют. Не дают бредовым мыслям развития Удачи!1 балл
-
С вашими познаниями в электронике ответ ниже: Ну а если более конкретно, то вам нужна схема управления двигателем. Следовательно регулировать напряжение и ток вы будете на источнике. Но этот пульт вам не нужен. Вам этот пульт нужен для регулировки оборотов двигателя. Но этот пульт ни чего не может регулировать и нужна специальная плата с ШИМ . И!!!! ГЛАВНОЕ!!! Из ММА аппарата вам не получится сделать МИГ\МАГ сварку ВАХ (характеристики) источников координатно отличаются! Поэтому ответ на ваш вопрос опять же выше ... А насчет того, что вон сколько видео и вон кто-то получил... На заборе много чего написано.... Работать по человечески не будет. Проще брать электрод и варить или купить не рабочий или полуживой П\А и его воскресить до нормального состояния. Это будет куда меньше нервов и денежных знаков затрачено. Увы, это реальность.1 балл
-
так вы остальное переведите Нет конкретного вопроса - нет конкретного ответа!!! Вы конкретнее спросите! Один регулятор тока, второй регулятор напряжения. И еще пара диодиков и пара резисторов. Оно вам за чем? Что хотите в итоге? Какая такая схема? Ее тут практически нет. Резисторы с полосками по поиску расшифровываются: Цветовая маркировка резисторов. Диодики из разряда маломощных выпрямительных диодов. Есть китайский производитель. у него есть сайт. Там контактные данные и сервис. Там и задаете интересующие вас вопросы. Тут я ни знаю кто бы обладал свойствами гадалки. Поэтому помочь вам помогут, но если будет более подробное описание вшей задачи и вопросы с ответом из разряда ДА\НЕТ\ВОТ...1 балл
-
Уж лучше помолчу... прихватки рутилом и подгонка материала S-1.2мм. впечатлила сегодня.
1 балл
-
Если кому интересно чем закончилось дело.... Видео будет попозже. На фото не все.
1 балл
-
Всем привет! Тут такая шляпа. Кран, 25т. При погрузке ТТ-55 (трелевка) почти угробили кран. Как такое возможно,? Оборвали первую секцию от поворотной опоры!!! Замерили штангелем толщину стенки секции 3.5мм!!! Мягко говоря я сильно удивился. 25т и 3.5мм - для меня мало совместимы. Болтать заканчиваю. Вопрос, у кого какое мнение по поводу восстановления?
1 балл
-
А как на счёт безопасности полётов? Вы себе представляете сферу авиастроения? Допуски по запасу прочности, сертификация исполнителей, формуляры изделий и т. д... Или всем уже всё "далеко до лампочки"?! А что у Вас за производство, что за профиль?1 балл
-
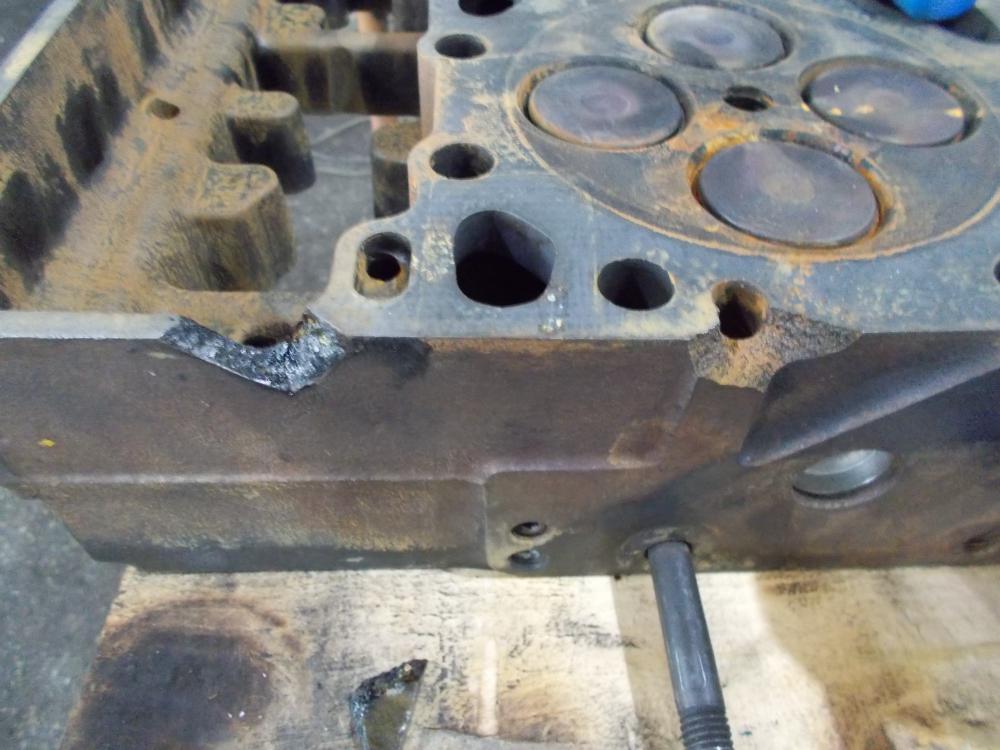
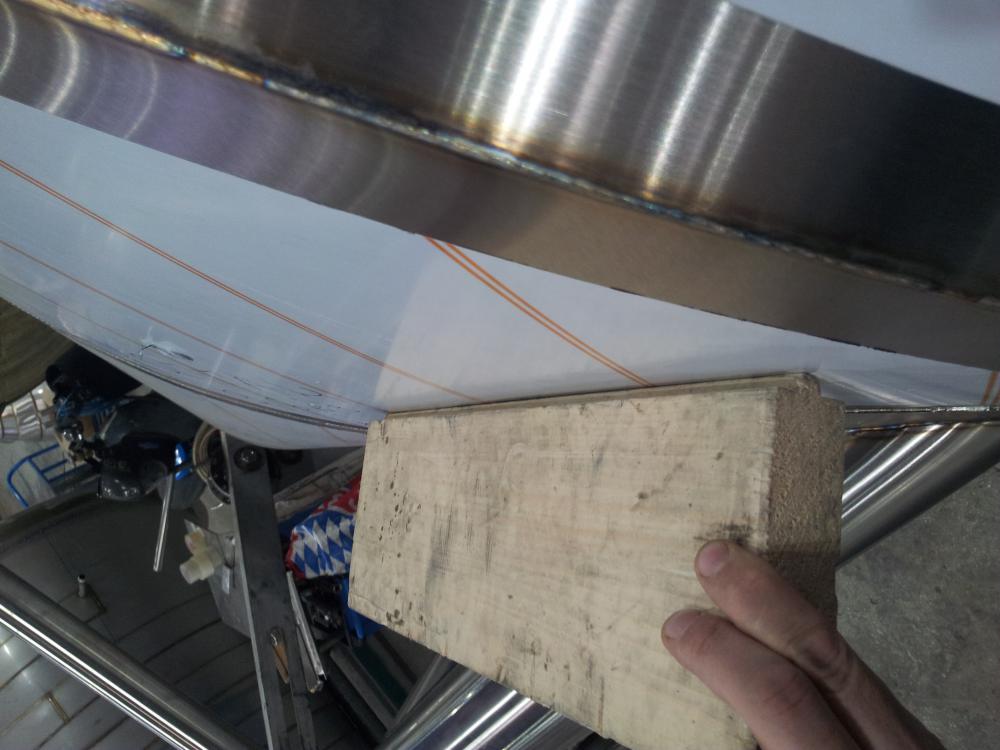
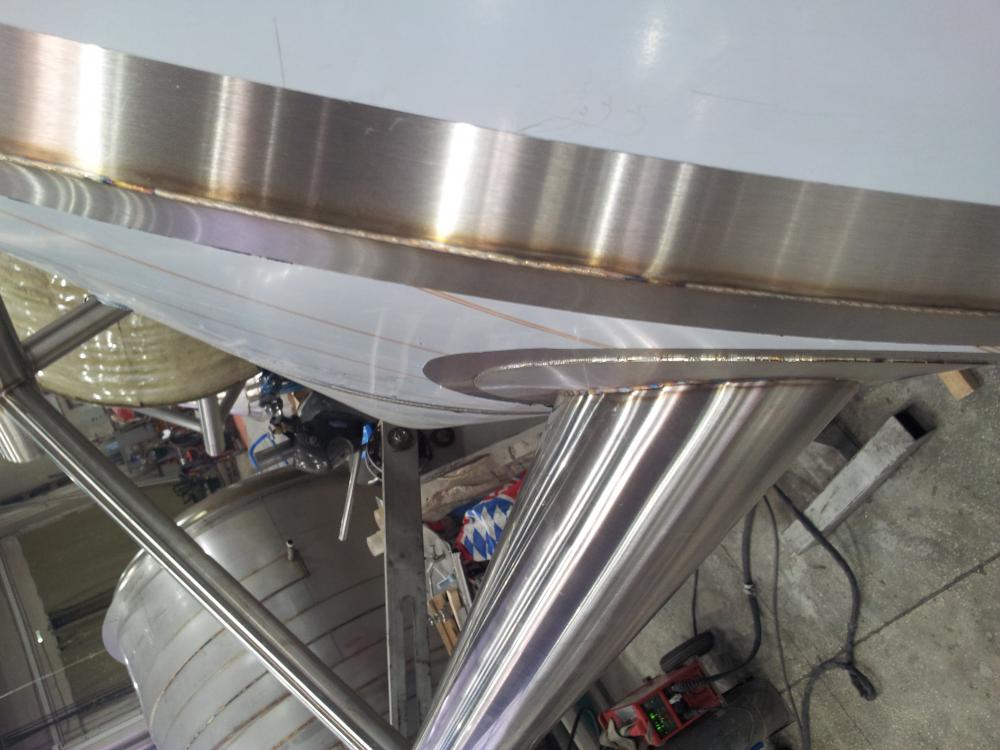
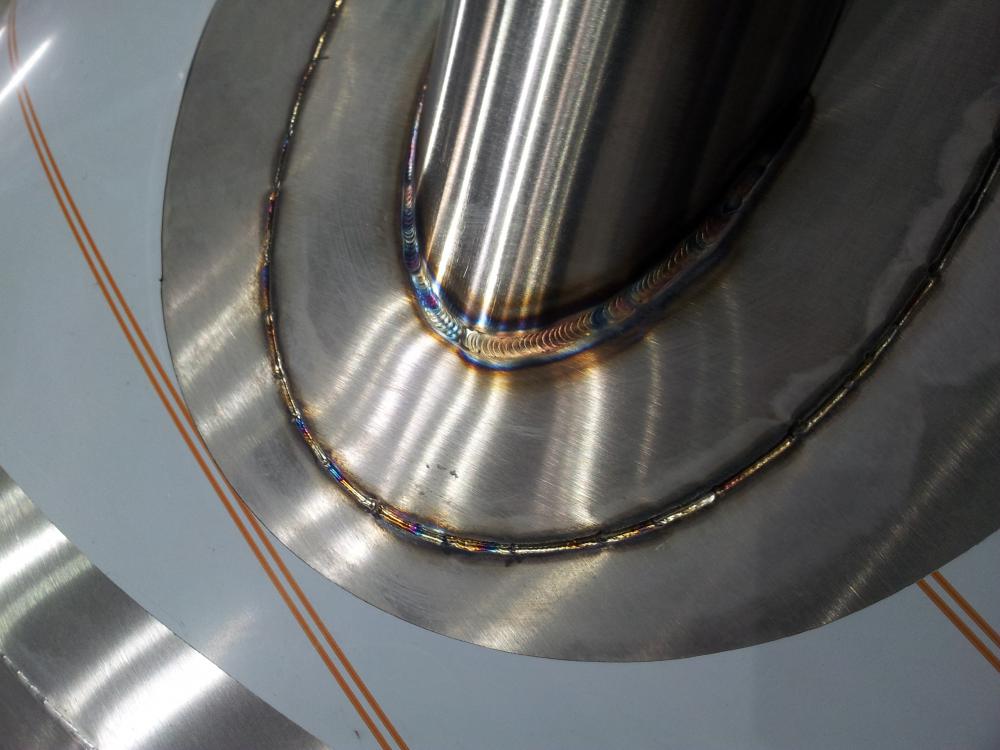
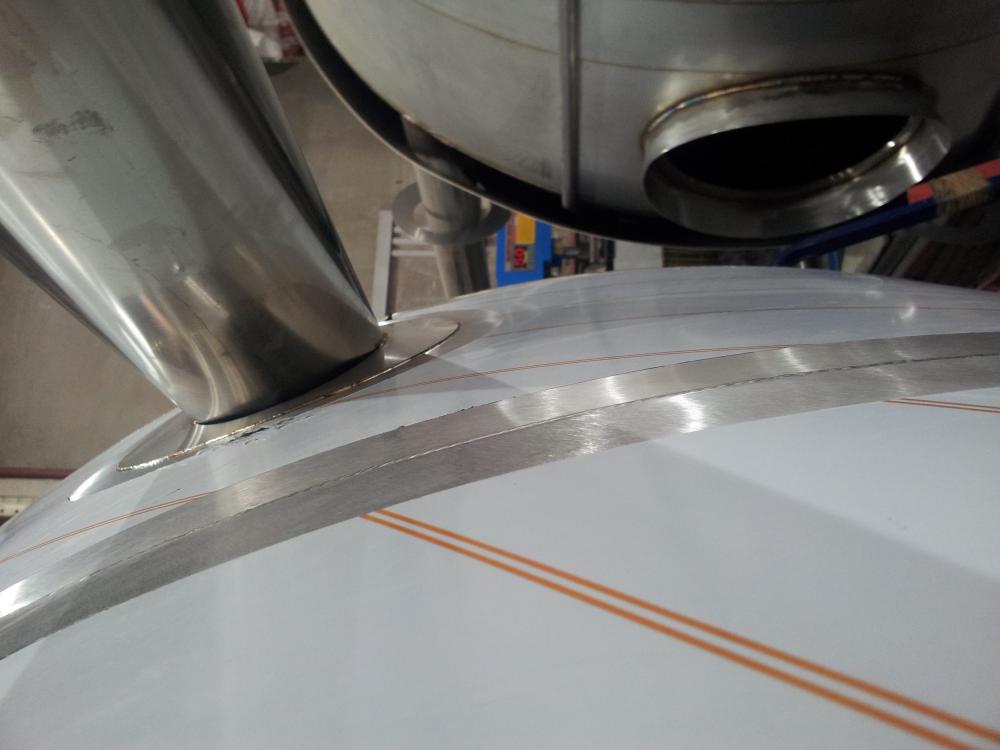
Деформация, в этом слове скрыта целая наука, а так же философия, но к философии вернусь в конце темы, а пока наука . Накладки на ноги 1.5 мм, к конусу металла так же 1.5 мм в прошлом не варили, только прихватывали из-за виновницы, деформации. Пример с доской и вид первого фото, это ошибка. Но не совершив ошибку и не выяснив, куда потянет металл, мы никогда не сможем сделать ровно. При данной ошибке и впадинах с обоих сторон во внутрь металла я выяснил, что его вытаскивает в домик именно под ногу, а следовательно следует в будущем создать дополнительное ДАВЛЕНИЕ НА КОНУС под ногой бруском, дабы щеки с обоих сторон конуса не много надулись, таким образом создав некое напряжение, тенденцию вверх, что собственно и спасает 3 фото. Так же варить с охлаждением, как можно дальше друг от друга, не более 15 мм стыка и как можно тоньше и быстрее, А.50, не вылезая за высоту острия кромки верха накладки, 4 фото, зубочистка и шов (ювелирка) Лучше сваривать по старой советской школе крест на крест, чередование, друг на против друг друга. 6 фото, зазора нет, стенки ровные. Теперь к философии: Да простит меня Бог, за то, что скажу то, что понял. Много раз задавал себе вопрос, для чего Он создал дьявола? И в работе с деформацией увидел ответ. Сотворив ошибку намеренно, что собственно Он сделал и я, заварив быстро, перегрев металл намеренно, увидел кривое и в будущем при творении нового, сотворил прямое. Так намеренная ошибка становится эталоном совершенства! В лице кривого(лукавого) исправить других! А дальше сами поразмыслите уважаемые. Всегда ваш, vnuk
1 балл