Лидеры




Популярный контент
Показан контент с высокой репутацией 23.03.2018 во всех областях
-
Немного длиннопост , поэтому под спойлер ( а то уже примелькался ) . Как всегда , будня , фото , размышления .
 20 баллов
20 баллов -
Стартер какого-то редкого трактора)Разбит корпус подшипника .Нельзя было найти,можно только восстановить.Надо,так надо.Работа очень точная - деформаций быть не должно.Подогрев местный -300.Чугун газонасыщенный,сложный.Облицовка после панча,бр.ХЦрК. Осталось токарной обработкой убрать часть катета.
11 баллов
-
Пополнение парка.Ножки конечно можно было приварить,ездить мне с ним некуда,но пришла мысль сделать полностью разборным,мало ли что.Собственно вот что получилось,в принципе,при желании,можно и колеса закрепить в свободные отверстия,для перевозки на руках.В общем идея понятна,дальше можно колхозить по потребностям.
10 баллов
-
А вот попробуй хоть один раз сделать плохо и некрасиво- так реакция будет незамедлительная. Схватили и побежали -это и есть СПАСИБО. Вот когда схватят и будут смотреть тебе прямо в глаза с широко открывающимся ртом, вот тогда вспомнишь предыдущее написанное предложение.8 баллов
-
Фред, проварка трещин по угловым сотам
7 баллов
-
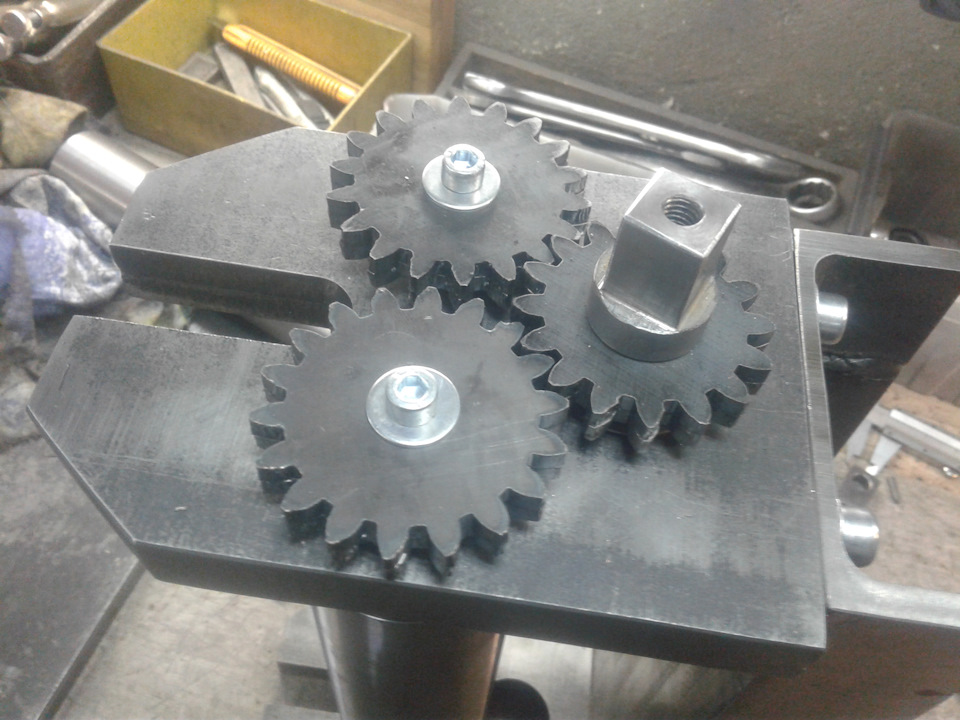
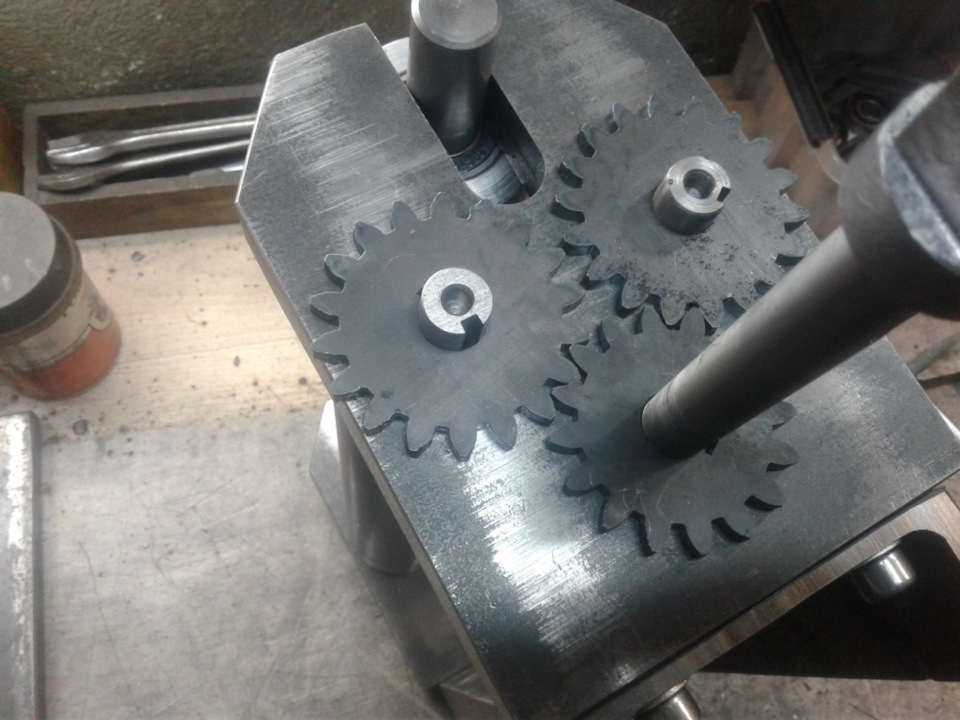
Задача: Гнуть полуцилиндры для корпусов защиты, толщина 3 мм. Ширина 150-190 мм. Сейчас гну с помощью раздвинутых тисков и латунного молотка Но долго и остаются следы от молотка и тисков И приходится потом шлифовать с помощью ленточной шлифмашинки Решено делать вальцы! Точим валы 300 мм, прессуем подшипники Режем боковые стенки Пилим-зачищаем швеллер, готовим боковые стенки Собираем Следующий этап, сборка привода шестеренчатого Окончательно собираем и испытываем Тройку и двойку катает запросто Следующий этап сделать одновременный прижим и электропривод
6 баллов
-
Раздвижной каток для раздвижного культиватора.
5 баллов
-
как - бы тоже радиатор припой п-14
5 баллов
-
Я пробовал порошком варить заборный профиль -- неполучается -- тока мало для порошка. Он хорош только на толстом железе, а если ещё посмотреть на его цену, то можно поперхнуться и постараться скорее забыть о его существовании. По пульсу -- это от ста тыс. руб. за аппарат. И опять же его эффективность на малых токах приводит к вполне нормальному разбрызгиванию. Точно такому же как и без пульса, а то и больше. Брызги начинают пропадать на уровне 100 ампер и выше. Конечно зависит от того аппарата, на котором я делаю эти выводы. Сообщаю, что это Selco.4 балла
-
. Я вот тут подумал почему к примеру на ютубе , когда выкладываешь работы по сварке блоков или головок автомобиля , появляются "эксперты" которые пишут что все ты делаешь не так и так далее , и ничего не получится и работать не будет . И такие же комментарии , пишут по другим поводам , работам , не связанных с авто или сваркой . К примеру со строительством дома . Почему каждый суслик агроном ? Или как женщины говорят , мужики всю жизнь как дети , только игрушки меняются . Игрушки это наверно у взрослых детей автомобили , многие увлекаются , поэтому и все ГУРУ. А то как спросишь почему ты решил что головку заварить так нельзя , ответ типа я уж знаешь сколько их "перенаварил" ...аж 17 штук. И мне вот интересно если профессиональный стоматолог , который занимается этим делом долгие года , выложит ролик как он лечит зубы , там тоже кучу будет советчиков и диванных экспертов ? И может к ним пойти зубы полечить ?.4 балла
-
Тут немного не понял3 балла
-
Дыма не много есть только в начале и то от моей лени, не обезжирил. В конце на видео видно не много обгоревшую границу. Каюсь У тебя дым из-за горения алюминия на вольфраме. пс: Ещё не забывай, если электрод окунуть пару раз в св. ванну и поработать им пару минут, то смело можно от него откусывать 1 см, иначе заточка не поможет. Наверняка большинство аргонщиков про это даже не знает, а потом после заточки грешат на газ, подсос, сквозняк .3 балла
-
@RWS87,ну если применять мр3 обмотанную медной проволокой или взять электроды ЦЛ-11,без разделки и зачистки и без подогрева тогда точно ничего хорошего не получится.Вы спросите у своего опытного шофера знает ли он вообще технологию сварки чугуна и изделий из него.Так рассуждать как ваш шофер,может только дилетант.3 балла
-
если речь идет о удешевлении- Со2+ омедненка. смесь существенно удорожает производство. импульс, помню использовал только для немецких заказов. зачистка запрещалась в принципе. но швы как на картинке- можно линейку прикладывать хоть вдоль, хоть поперек. импульс любит хорошую подготовку(до белого металла) , а вот скорость где-то минус 30-40%. таки да. брызги. их нет. зависит от аппарата. есаб: на малых токах( проволока 1,2 , подача от 0 до 6-7) если четко настроить режим захоложеной струи(дуга выглядит как продолжение проволоки и длиной 1-2 мм, не более) брызг нет. вообще. потолки, вертикалы,горизонты все ваши. далее- переходная зона(самая гнусная) т. е. смешанный струйно-капельный перенос. брызгает. избегаем сварки при подаче от 7 до 9-9,5. от сих и выше уже настраиваем дугу по потребности( для провара или облицовки) стыки и углы. при правильной настройке брызг нет. совсем.если есть: магнитное дутье, плохая подготовка, говнопроволока, говноаппарат. или аппарат неисправен, сварщику пофиг работа. вышесказанное верно для старых трансформаторных есабов четырехсотой серии( очень удачных). у инверторных есабов все несколько сдвинуто вверх. диапазон с брызгами существенно уже. у евмов еще лучше с этим.( я про проволоку 1.2). проволокой 0.8 я вам Джоконду нарисую. в любом пространственном положении и без брызг. мне просто НРАВИТСЯ варить. хотя через месяц уже пенсия светит ): по порошку: хороший порошок для наших реалий слишком дорог(металлопорошок) а дешевый(рутиловый) часто с брачком, порит, сыреет и выносит мозг покруче говноэлектродов. признаю- есть аппараты, не любящие малые токи. попадались. а есть наоборот. крут был двухмоторный есаб с роликами втрое диаметром от стандартых. можно было варить от нуля реально. прошу вышесказанное считать одиноким бредом в темноте.( да и кому это надо в самом деле- сюда люди пообщаться приходят) выводы:1. импульсный п\а для черняги не нужен( если вы не варите спецзаказы за валюту или для росатома, скажем) 2. смесь удорожает себестоимость( помимо самой смеси - горелки +30% мощности. + культура производства) 3. мы говорим- Партия, подразумеваем- Ленин. мы говорим- Ленин, подразумеваем- Партия. мы говорим- подача, подразумеваем-ток. обратное тоже верно.2 балла
-
@Heavy_Metall, Удачи в ремонте. Надеюсь, всё правильно сделаете. Игорь Вам всё рассказал. Да и другие тоже, всё верно.2 балла
-
http://kaifolog.ru/uploads/posts/2018-02/1518921289_014.jpg2 балла
-
Ещё можно экономить на соли и спичках. Время - это самый дорогой ресурс.2 балла
-
с вашим подходом, лучше вычислить необходимый момент (тянуть за рычаг через весы). ну а дальше арифметика2 балла
-
Да включите же свою голову. То мужикам верите то тому что на заборе написано. Вас попросили с разных ракурсов сделать фото. Даже тут сделано абы как. Что сложного то? Я бы да же не стал отвечать, но Алексей добрее меня и ответил Вам сказали подключить провод горелки именно туда где выходит латунь из которой торчит газовый шланг. Где он у вас с обратной стороны, так вам виднее. Его надо фоткать и выкладывать. Далее... Если латунька с обратной стороны подключена, то смело к ней и подключайте провод от горелки. Как вам уже не раз сказали. Бардак в проводах да это кусок железа с проводами. И последнее. Что кабель с прищепкой, что кабель на горелку ни где и ни как не должен замыкаться на корпус аппарата. Корпус аппарата должен быть изолирован от выходной части, так же и от входной, при этом его надо ЗАЗЕМЛИТЬ!!! Т.е. подключить дополнительный провод заземления, чтобы вас не убило. Следовательно если есть диодные выпрямители, то они так же должны быть защищены от контакта с корпусом. Подающий механизм подключается проводом и к нему же подключается горелка. Следовательно - подающий так же должен через прокладочки и шайбочки изолирован от корпуса аппарата и болты крепления не иметь контакта с корпусом аппарата.2 балла
-
Осталась. Обрати внимание на эту бронзу:порообразование минимальное, сплавление очень хорошее. Думаю, она превосходит МНЖКТ. МНЖКТ на перекрытии ПАНЧа может давать кристаллизационные трещины, а эта нет.2 балла
-
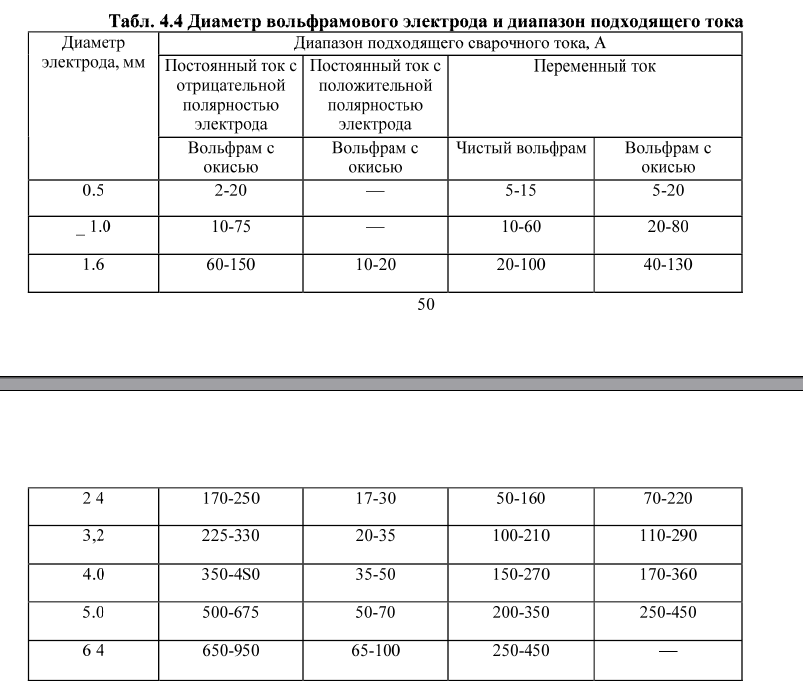
Антон , фигня и я того же мнения . Дым у тебя валил даже не от того что макнул , ты превысил допустимые токи (кстати ты не озвучил каков диаметр электрода был в твоем видео) и посему электрод сгорал как свечка и белый дым валил да и электрод наверное покрылся белым налетом. Саня хитрый и опыт он току поставил поменьше и подольше варил не спеша. Антон ты в видео озвучил такое что на 1мм электрода на обратной полярности где то 20А можно . НЕТ и НЕТ 1мм электрод максимум 10А выдержит да и то скукожится до неузнаваемости , ему и 5А обратной полярности будет уже по "горло". В общем смотрите таблицу и она архи не точна , но можно где то брать нижнее значение тока за истину и минусовать от него по 5 - 10 ампер на любой диаметр. И при твоих 55А электрод надо 4мм и то мало и берем выше 5мм а то и 6мм.
2 балла
-
С такими суждениями, шли бы вы братцы асфальт ложить, там действительно все считают, что качество и красота это лишнее.2 балла
-
@OBN_RacerMan, вот это кое кому из "инженеров" очень хочется показать. Вот прямо так настойчиво указать в этот проект, вот прям носом их туда ткнуть. С размаху.
2 балла
-
я пересмотрел видос. в начале хорошо макнул. и проблемы скорее всего из-за того, что в начале слишком длинную дугу держал. наверное по этому многие на видосах по этому вопросу и отступ от края делают. сложно первую прихватку поставить. после того как электрод хлопнул, чуть тока убавил (ампер до 50-55 примерно) и всё вообще гладко пошло. в принципе даже на видео видно, что шов уже стал. на тестовых образцах сначала пробовал на 50А, но провара не было по факту. хотелось что-то похожее на более-менее нормальную сварку показать. вышло как вышло. переснимать не стал, пусть народ видит что фигня это всё я если что нормально к критике отношусь. по этому сразу cпросил не фигней ли я страдаю2 балла
-
Начало сезона ремонта.
2 балла
-
2 балла
-
Речь пойдет о бронзе ХЦрК Образцы-корпус центробежного насоса,колпак баллона. Оборудование-ВД 306,горелка ЭЗР3 и баллон аргона...все по -простому в данном случае. Швы пролиты керосином.На корпусе одна маленькая пора,а на колпаке шов герметичен.
2 балла
-
1 балл
-
@Глобул, квадрат у вас зачётный! И где такой берёте? На стойки для лесовозов-самое то.1 балл
-
Обязательно новый? Или можно будет? Под отчёт? Токи какие?1 балл
-
Чисто из спортивного интереса - у них "или только одно" "или только другое", или просто в одном есть всё, а в другом только одного нет? Модель Picomig 185 D3 Synergic TKG — нет импульсного режимаМодель Picomig 185 D3 puls TKG — есть импульсный режим----------------------------------------------------------------------------- P.S. А-а. .уже разобрался... именно третье - в одном случае нет именно "пульса", в другом есть всё.1 балл
-
@Gusarov,простая замена на смесь+ порошковая проволока вполне спасет отца русской демократии1 балл
-
скажу больше: даже если профессиональный патологоанатом.... и где взял? ещё осталось?1 балл
-
@Котя, а зачем переходник вообще? снимите разъем с горелки и поставьте раздельные на ток и газ.1 балл
-
Зачем прощать, мы просто дискуссируем, иначе ни когда не научиться Любая фигня является опытом, не зависимо какой он, положительный или отрицательный, а это великая сила1 балл
-
Опытный ШОФЕР !! А ездить шоферов - сварщики учат?!1 балл
-
@Mikhailsvarka,Доброго дня,один из показателей производительности сварки является коэф.наплавки ,у рдс к примеру уони 13/55 он равен 9,5 г*А/ч,у полуавтомата он равен примерно 12-16 г*А/ч. Чем он выше, тем производительней процесс сварки, у полуавтомата при сварке в со2 коэф.равен 12-14 г*А/ч для того чтобы его поднять до 16 г*А/ч нужно перевести перенос металл из крупно капельного в струйный,при этом не завышая параметры сварки,для этого применяют смесь аргон 80%+со2 20%.Соответственны полуавтоматом вы экономите время и ресурсы. @Mikhailsvarka,можете посчитать если интересно Сварка CO2.doc расчет режимов сварки.doc пособие по нормирование электродных материалов.djvu1 балл
-
Взяли 200-ый оверман в ст. Каневской. Очень приятный и очень новый магазинчик, продавцы сами изучают сварочное дело, и в связи с этим шарятся по нашему форуму. Дали поварить, покрутить настройки. Так что если захотите Аврору, очень рекомендую обращаться сюда: https://yandex.ru/maps/?mode=search&ol=biz&oid=237490057231 Говорят вебсварка наиболее близко к реальной жизни, в отличие от других, поэтому выбрали нас.
1 балл
-
@Anton VL, не сбивай новичков с пути праведного! Лучше о функционале сварочника поснимай, о горелочке, которую как карандашик держишь, это будет полезней.1 балл
-
Варим дальше какие-то штуковины, лишних вопросов не задаём, все равно никто не знает что это и для чего. Ток 90-150А, стенка трубы 3 мм, пластина 6 мм. Материал АМГ6. Баланс на сундуке на 9.30 утра! Электрод 3.2 мм wl-20
1 балл
-
@круазик,я с военки когда уволился тоже протоны стали падать.Сидел репу чесал,то ли качество сварки после меня снизилось,то ли мои косяки безвозвратно потеряны).1 балл
-
1 балл
-
@Hlorofos,Хорошо ! Под мою финансовую ответственность шеф отдаёт на месяц. От тебя паспортные данные для отправки в личку. Данных у меня по его настройке никаких нет. Точнее всё, что у меня есть, отправлю. Развлекайся !1 балл
-
Субару аутбек
1 балл
-
1 балл
-
Нямнямки с капустой)
1 балл
-
1 балл
-
Очередная посылка от Романа , спасибо! Говорить не буду о качестве и ответственности уверен все и так в курсе . просто СПАСИБО! Круги не пробовал ,но понял что они супер. Фрезы испытывал и очень нравится, алюминий режут отлично, стружка круче чем от фрезера летит.
1 балл
-
@Hlorofos, Если на баллоне стоит поверочное клеймо организации, проводившей переаттестацию ,где указан год до которого годен баллон,то обязаны принять.Допустим,баллон выпущен в 12.78.83,то он обязателен к приемке до декабря 2018 г. - это положение никто не отменил до настоящего времени,а все остальное самодеятельность . Есть приказ №116 Ростехнадзора от 2014 г. согласно которому срок службы баллонов ограничен 20 годами,но это касается баллонов,выпущенных после 1 февраля 2014 г. На все остальные баллоны,выпущенные до этого года срок эксплуатации установлен в 40 лет.1 балл
-
всем привет! пару слов? я на сварке дуговой с 92го г. по трубам. на моей практике убыло 3 свар.аппарата и вот этот 4-ый его зватьТОРУС-200.Ребята по мне лучше и мобильней аппарата я не видел 5кг.весом 200 амп. в саду нет 220вт. он работает в отличие от шведа 160ампер который!так ещё и аргоном варит ! напоминаю ток постоянный! варит очень мягко! у меня он уже 4года и не жалею нисколько.тысяч 100я на нём заработал а покупал 12,500р.Вот и считайте ...вот только вчера он у меня сгорел.в мастерской сказали :надо было от пыли почистить.вот так.1 балл