Лидеры




Популярный контент
Показан контент с высокой репутацией 22.03.2018 во всех областях
-
Задача: Гнуть полуцилиндры для корпусов защиты, толщина 3 мм. Ширина 150-190 мм. Сейчас гну с помощью раздвинутых тисков и латунного молотка Но долго и остаются следы от молотка и тисков И приходится потом шлифовать с помощью ленточной шлифмашинки Решено делать вальцы! Точим валы 300 мм, прессуем подшипники Режем боковые стенки Пилим-зачищаем швеллер, готовим боковые стенки Собираем Следующий этап, сборка привода шестеренчатого Окончательно собираем и испытываем Тройку и двойку катает запросто Следующий этап сделать одновременный прижим и электропривод
 25 баллов
25 баллов -
Речь пойдет о бронзе ХЦрК Образцы-корпус центробежного насоса,колпак баллона. Оборудование-ВД 306,горелка ЭЗР3 и баллон аргона...все по -простому в данном случае. Швы пролиты керосином.На корпусе одна маленькая пора,а на колпаке шов герметичен.
10 баллов
-
. Я вот тут подумал почему к примеру на ютубе , когда выкладываешь работы по сварке блоков или головок автомобиля , появляются "эксперты" которые пишут что все ты делаешь не так и так далее , и ничего не получится и работать не будет . И такие же комментарии , пишут по другим поводам , работам , не связанных с авто или сваркой . К примеру со строительством дома . Почему каждый суслик агроном ? Или как женщины говорят , мужики всю жизнь как дети , только игрушки меняются . Игрушки это наверно у взрослых детей автомобили , многие увлекаются , поэтому и все ГУРУ. А то как спросишь почему ты решил что головку заварить так нельзя , ответ типа я уж знаешь сколько их "перенаварил" ...аж 17 штук. И мне вот интересно если профессиональный стоматолог , который занимается этим делом долгие года , выложит ролик как он лечит зубы , там тоже кучу будет советчиков и диванных экспертов ? И может к ним пойти зубы полечить ?.9 баллов
-
Дыма не много есть только в начале и то от моей лени, не обезжирил. В конце на видео видно не много обгоревшую границу. Каюсь У тебя дым из-за горения алюминия на вольфраме. пс: Ещё не забывай, если электрод окунуть пару раз в св. ванну и поработать им пару минут, то смело можно от него откусывать 1 см, иначе заточка не поможет. Наверняка большинство аргонщиков про это даже не знает, а потом после заточки грешат на газ, подсос, сквозняк .9 баллов
-
@Mikhailsvarka,Доброго дня,один из показателей производительности сварки является коэф.наплавки ,у рдс к примеру уони 13/55 он равен 9,5 г*А/ч,у полуавтомата он равен примерно 12-16 г*А/ч. Чем он выше, тем производительней процесс сварки, у полуавтомата при сварке в со2 коэф.равен 12-14 г*А/ч для того чтобы его поднять до 16 г*А/ч нужно перевести перенос металл из крупно капельного в струйный,при этом не завышая параметры сварки,для этого применяют смесь аргон 80%+со2 20%.Соответственны полуавтоматом вы экономите время и ресурсы. @Mikhailsvarka,можете посчитать если интересно Сварка CO2.doc расчет режимов сварки.doc пособие по нормирование электродных материалов.djvu9 баллов
-
Очередные пандусы. П.С Не спрашивайте почему у первого такая рама
8 баллов
-
Варим дальше какие-то штуковины, лишних вопросов не задаём, все равно никто не знает что это и для чего. Ток 90-150А, стенка трубы 3 мм, пластина 6 мм. Материал АМГ6. Баланс на сундуке на 9.30 утра! Электрод 3.2 мм wl-20
8 баллов
-
Опытный ШОФЕР !! А ездить шоферов - сварщики учат?!7 баллов
-
7 баллов
-
С такими суждениями, шли бы вы братцы асфальт ложить, там действительно все считают, что качество и красота это лишнее.6 баллов
-
@RWS87,ну если применять мр3 обмотанную медной проволокой или взять электроды ЦЛ-11,без разделки и зачистки и без подогрева тогда точно ничего хорошего не получится.Вы спросите у своего опытного шофера знает ли он вообще технологию сварки чугуна и изделий из него.Так рассуждать как ваш шофер,может только дилетант.6 баллов
-
@Дальнобой, одна из причин - "рукожоп". Ты то его как мастера не знаешь, а сколько таких, да еще и на ютубе обучают. И конкуренция имеет место быть, сундуки вполне себе доступные на данный момент, любой может себе позволить. Люди демпингуют, что бы выжить. Работы в этом году в половину меньше нынешнего, на своей шкуре чувствую. А на счет ИП, не все так и плохо, любой банк и кредит даст, да может чего и на похороны от пенсионных взносов останется. Ну а клиент жирный пойдет, тут и расчетный счет пригодится, для оплаты по безналу.6 баллов
-
6 баллов
-
Немного длиннопост , поэтому под спойлер ( а то уже примелькался ) . Как всегда , будня , фото , размышления .
5 баллов
-
@OBN_RacerMan, вот это кое кому из "инженеров" очень хочется показать. Вот прямо так настойчиво указать в этот проект, вот прям носом их туда ткнуть. С размаху.
5 баллов
-
Начало сезона ремонта.
5 баллов
-
@Anton VL,Я так же варил Авророй на дс, но дуга не бегала и дыма нет как у тебя. https://youtu.be/ebsAhY_CvnA5 баллов
-
Был по осени в Астрахании, выгружался. В соседнем боксе узрел аргоновые баллоны.Ну как же зашёл,пообщались с коллегой,тоже ИП.Вот только хочет какую то часть распродавать из оборудования, а там баллонов косой десяток,станок для прокатки легкосплавных дисков,полуавтомат не так себе и такой же аргонник, хочет закрываться,аренда сжирает и налоги. Как то так.5 баллов
-
http://uainfo.org/static/ckef/img/1521482133_022.jpg4 балла
-
Зачем прощать, мы просто дискуссируем, иначе ни когда не научиться Любая фигня является опытом, не зависимо какой он, положительный или отрицательный, а это великая сила4 балла
-
@Anton VL, не сбивай новичков с пути праведного! Лучше о функционале сварочника поснимай, о горелочке, которую как карандашик держишь, это будет полезней.4 балла
-
поэксперементировал со сваркой алюминия постоянным током на обратной полярности. в общем баловство всё это. но если уж совсем припрёт, то тонкое сварить можно. только с сильно тонким тоже проблемы будут, т.к. дуга очень сильно гуляет. https://www.youtube.com/watch?v=kePvSyq5lhw PS: вообще стоит такого плана видео делать, или совсем плохо выходит?4 балла
-
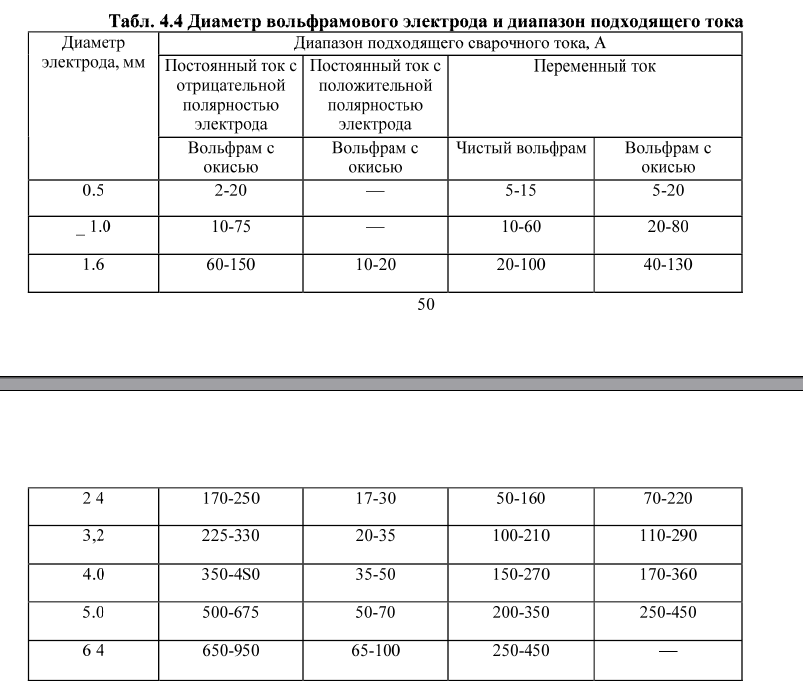
Антон , фигня и я того же мнения . Дым у тебя валил даже не от того что макнул , ты превысил допустимые токи (кстати ты не озвучил каков диаметр электрода был в твоем видео) и посему электрод сгорал как свечка и белый дым валил да и электрод наверное покрылся белым налетом. Саня хитрый и опыт он току поставил поменьше и подольше варил не спеша. Антон ты в видео озвучил такое что на 1мм электрода на обратной полярности где то 20А можно . НЕТ и НЕТ 1мм электрод максимум 10А выдержит да и то скукожится до неузнаваемости , ему и 5А обратной полярности будет уже по "горло". В общем смотрите таблицу и она архи не точна , но можно где то брать нижнее значение тока за истину и минусовать от него по 5 - 10 ампер на любой диаметр. И при твоих 55А электрод надо 4мм и то мало и берем выше 5мм а то и 6мм.
3 балла
-
Не факт. Нормально сделанный инвертор не боится продолжительной работы на максимальном токе. И нигде не написано, что они рассчитаны на кратковременную работу. ПВ 60% - это практически непрерывная работа. Человек быстрее устанет. На крайний случай, защита от перегрева есть. Если, конечно, производитель не сэкономил на чём только можно и на чём нельзя. Например, на конденсаторах на входе силовой. Есть такая тенденция. И @Hlorofos правильно говорит, ПА на 220 и 250 ампер очень удобная штука на выезде. Позволяет делать практически всё и везде. 3 фазы не всегда есть.3 балла
-
я пересмотрел видос. в начале хорошо макнул. и проблемы скорее всего из-за того, что в начале слишком длинную дугу держал. наверное по этому многие на видосах по этому вопросу и отступ от края делают. сложно первую прихватку поставить. после того как электрод хлопнул, чуть тока убавил (ампер до 50-55 примерно) и всё вообще гладко пошло. в принципе даже на видео видно, что шов уже стал. на тестовых образцах сначала пробовал на 50А, но провара не было по факту. хотелось что-то похожее на более-менее нормальную сварку показать. вышло как вышло. переснимать не стал, пусть народ видит что фигня это всё я если что нормально к критике отношусь. по этому сразу cпросил не фигней ли я страдаю3 балла
-
@Миротворец, если не нужна острая заточка, делаю проще, если не сильно макнул электрод, балансом 50/50 быстро формирую новый чистый шарик. Антон только учится, сварка его хобби, хоть и серьезно подошел к вопросу, практики очень мало, так что простим ему макание!3 балла
-
Варятся блоки успешно.И просто трещины,и "кулак дружбы" латкой из металла. Дайте ему на ю-тубе видео глянуть форумчанина "Krech" Сергея (ютуб Ютубный) и если соображалка у вашего водителя работает,то он после просмотра поймёт,что возможно делать грамотно и всё держит. Через мою горелку тоже малёхо блоков прошло,замечаний нет,техника ездит.Блоки были от легковых меринов\фольцвагенов до импортных тракторов(где сам трактор по цене нескольких иномарок).3 балла
-
И опять за окном снег. Но - цветет таки.
3 балла
-
@Mikhailsvarka, если наваливать полуавтоматом такие же катеты как и мма, то выйдет в полтора раза дороже, однако проволочкой 0.8 мм можно выдерживать катеты в не выше 3 мм. Таким образом цена выравнивается, скорость сварки в разы увеличивается, надобность выравнивания соединений болгаркой практически отпадает. Плюс тепловложение гораздо ниже -- конструкцию меньше коробит. На толстых металлах проигрываем по цене сварочных материалов чуть ли не в два раза, но варим в сумме в три раза быстрее -- делайте виводы.3 балла
-
Взяли 200-ый оверман в ст. Каневской. Очень приятный и очень новый магазинчик, продавцы сами изучают сварочное дело, и в связи с этим шарятся по нашему форуму. Дали поварить, покрутить настройки. Так что если захотите Аврору, очень рекомендую обращаться сюда: https://yandex.ru/maps/?mode=search&ol=biz&oid=237490057231 Говорят вебсварка наиболее близко к реальной жизни, в отличие от других, поэтому выбрали нас.
3 балла
-
@Hlorofos,если ИП был ориентирован на физические лица (оказание услуг населению), то и аренда и налоги вполне могут задавить, даже если пряморукий (что в некоторых случаях отягчающие обстоятельство (делать качество и отвечать за свою работу)).3 балла
-
Первым делом вычищай все до бела. Щетка в таких условиях не помогает. Я для начала пескоструем выбиваю всю грязь (достаточно одного быстрого движения и ее нету) Далее убираю под ноль торчащие концы сот, затем фрезой снимаю верхний слой и остатки сот. А далее электрод 1,6 и сопло №4. Расход аргона минимальный. Причем шов начинаю не с соты, а с доски. Шов получается всего в 2,5-3 мм. Это учесть что присадка у меня в наличии только 2 мм. Присадку подаю в саму соту.3 балла
-
Осталась. Обрати внимание на эту бронзу:порообразование минимальное, сплавление очень хорошее. Думаю, она превосходит МНЖКТ. МНЖКТ на перекрытии ПАНЧа может давать кристаллизационные трещины, а эта нет.2 балла
-
скажу больше: даже если профессиональный патологоанатом.... и где взял? ещё осталось?2 балла
-
Антон , я знаю как он держал и примерно так это выглядит , шарик в полужидком состоянии да и его диаметр больше чем диаметр электрода и того гляди соскочит с электрода , впрочем что он и сделал на 65А , вот и дуга по сему танцы устраивала . 4ММ еще может что останется от заточки и то я сомневаюсь , а заточка нужна хоть какая для того чтобы дуга не танцевала да и посжатее была для плавления металла . P.S. Моя табличка из СССР книги и ей можно доверять но в меньшую строну , и я примерно догадываюсь почему такие значения и все просто для мех. сварки и там головки и даже цанга водой охлаждались ну и тепло забирали с электрода и в СССР к этому относились серьезно.2 балла
-
Да ладно тебе, знаем...-)))) На токах от 60-70А бывает мазанешь элетрод, перетачивать лень, дугой за 15-20 сек сжигаешь алюм и вуаля, дальше все опять чисто и красиво. Это не правильно, знаю, но на всякой фигне практикую. Что то в мировозрении изменилось за последнее время. У меня. Нафига убиваться и доводить все до максимума. Никому , кроме себя этого не надо. Не течет, не отвалиться - вот главный критерий потребителя... А красота требует и времени и затрат всяческих.2 балла
-
Выбор сварочного инвертора(далее просто "инвертор"). -- Сваривать не умею, но хочу чего сделать. Можно купить любой инвертор в ближайшем магазине, где продавец знает не только модель, но еще и пытается втирать за характеристики. Очень важно, чтобы гарантийка была тоже недалеко. По характеристикам: вес >4кг, макс. ток до 160А(этого за глаза), напряжение холостого хода(ХХ) >45В, ПВ/ПН >=60%, cos phi(реактивная мощность) >80%, КПД и так понятно. По прайсу: -- до 6кРуб. - любой со сроком службы от "включил и пыхнуло"; -- от 6кРуб. до 10кРуб. - гарантия может быть длиннее, как и работоспособность; -- более 10Круб. - не, ну сделали вы забор, а аппарат так и будет стоять? -- Сваривать умею, но с выбором проблемы. Категорически запрещается слушать продавцов ближайших точек распространения. По характеристикам: то же самое с корректировкой по макс. току, и UХХ можно поискать повыше(52..80В). -- ПВ/ПН - процент включения для конкретных условий работы, сколько проработает под постоянной нагрузкой за 10 минут. Большинство вменяемых производителей тестируют в термокамере при температуре на корпусе +40 градусов по Цельсию, иные хитрят и тестируют при +20. Как говорят, наши тестируют свои аппараты, предварительно их перегрузив, к примеру, закоротив "+" и "-". Указываются 100% и ток, и еще несколько вариантов. --Напряжение холостого хода(Uxx) - некоторые электроды требуют повышенного напряжения для первичной ионизации, да и основу легче поджигать. --cos phi(реактивная мощность) - напрямую влияет на потребление аппаратом электроэнергии. Чем выше, тем лучше. --Форсаж(Arc force) - кратковременный наброс тока, когда капля металла замыкает электрод с деталью. Выводится наружу в некоторых профессиональных аппаратах, которые чисто на ручник, также распространен на дешевых для повышения цены и в инверторах с возможностью работать аргоном. --Антистик(Antistick) - предотвращение залипания электрода. Порой работает никак. Заявляется на всех поголовно дешевых аппаратах. --Горячий старт(Hot start) - кратковременный наброс тока при начале сварки для прогреву. Выводится наружу в некоторых аппаратах либо как крутилка, либо как выключатор, также распространен на дешевых сварочниках для повышения цены. --ККМ(PFC) - допа в инверторе, стабилизирующая выходные характеристики при изменении напряжения питающей сети. Ни разу не панацея, но позволяет. Встраивается в отдельные модели хороших инверторов, также используется для повышения цены у дешевых аппаратов. --Ограничение напряжения холостого хода(VRD) - снижает напряжение до 9..12В во время простоя, чтобы не приморозило, случайно замкнув через себя держак с массой. В одних аппаратах регулируется, в других мешает работать. Общее по внутренностям инвертора. Есть одноплатные и многоплатные компоновки, все они имеют право на жизнь. Большие радиаторы - хорошо, маленькие радиаторы с большим вентилятором - источник постоянного шума и вероятность неслабо нагадить на внутрянку. Существует так называемая туннельная компоновка, когда радиаторы смотрят друг на друга, лучше съём тепла, меньше (металлической)пыли на платах. Чем больше конденсаторов и чем больше их емкость на входе, тем стабильнее выходная характеристика и тем больше запас по мощности. Количество банок и их емкость соотносятся с максимальным значением тока. 2 банки - плохой, негодный инвертор. Шины к баойнетам(гнездам для держака и массы) медные, алюмяшка может поломаться, а в месте контакта с медью/бронзой(контактные площадки, байонеты) будет выделяться дополнительное тепло - отгорит. Существует несколько выходных схем: -Полумост. -"Косой" мост. -Полный мост. Я не рассматриваю наличие/отсутствие дисплея/показомера, это дело вкуса. В некоторых моделях есть отверстия в дне для забора воздуха, их рекомендуют заклеить. В случае покупки комбинированного TIG-MMA(аргон-ручник) инвертора надо следить за положением переключателя режима сварки, а не ругать производителя. Комбинированные источники питания есть 2-в-1(TIG/MMA, MIG-MAG/MMA) и 3-в-1. Зачастую наличествует перекос в качестве одной из функций. И давйте-таки сравнение устроим в Обзорах. А это прикрепить.2 балла
-
Виталий С 31,я не говорю, что он не нужен. Просто утверждение, что ток не зависит от входа не совсем верно. Это верно только в небольших пределах. Это нужно оговаривать. А то люди, читая такие утверждения могут подумать, что такие аппараты просто супер перед другими. Да и вообще выглядит такое утверждение как реклама. Тут тогда бы и ККМ не нужен был.2 балла
-
2 балла
-
@Anton VL, Да так точно и есть и американцы да и наши применяли в 50х . Дело в том что варишь как под одеялом и да возможно и чем больше гелия тем лучше (у немца в видео 90%) и самое лучшие чистый гелий но надобно аппарат адаптированный под гелий и это не главное , а главное то что пленка не разбитая неизбежно попадает в шов а это уже брак . Надо короткую дугу , присадку беспрерывно пихать , что и делал немец в видео и тогда меньше шансов попадания пленки в шов , но в ручной сварке это тяжело и только робот или мех головка справится , кстати на них можно и сопло больших размеров поставить для лучшей защиты, ну и конечно если Ал подготовлен протравлен и высушен и на нем минимальная пленка то это тоже поспособствует сварке .2 балла
-
Антон, видео нормально и делай все . Что касается обратной полярности то это даже не баловство а издевательство над металлом , сварочником и горелкой. Вот мой друг из Германии (забанен) писал что метод залицензирован немецкой компанией , там DC ток и прямая полярность . https://www.chipmaker.ru/topic/64024/page__view__findpost__p__1578888 Вот я сейчас и порыл инет , ну и могу сказать что не чего нового и дрянь сопоставимая с DC ток обратной полярности. 1224244632_9_FT552_agl_mauderer_gesamt.pdf2 балла
-
Валера, и прокаливаешь, и чистишь. Результат разный.2 балла
-
Согласен, если радиатор свежий и не загажен клеем то получается так но после всех этих клеёв или сильной коррозии заплавляю целиком. Сколько раз уже было и выжгу всё и подготовлю как положено и варится отлично, прессую, пора!2 балла
-
Андрей ты прав и вообще на каждой соте должен шовчик свой отдельный быть . Ну и теперь разберем почему так у него, и пока тренируется и скинем 30% на это , а вот 70% плохая подготовка и лезла грязь не давая как следует заварить вот и понаплавил "култышку". Ну кто мешает покарябать ножом или шабером , и нет думают щеткой прошли и этого достаточно , но думаю жизнь сама научит и подготовку поправит .2 балла
-
"Ты с какого раёна, парниша?"2 балла
-
кстати информация для начинающих, хорошо объясняет основные моменты https://youtu.be/9zcxSH_m3nM2 балла
-
Приветствую, коллеги! Всё как обычно: заказчик брал на слабо. В прицеп-молоковоз въехала Газель и вывернула мост оному с кронштейном рессоры и реактивной тяги. В общем, полный ROR. А тут мне деньжат захотелось - вляпался, короче. Что стало после аварии с кронштейном. Пришлось напрягаться и посыпать лысину тумаками. За качество фото прошу прощения.
2 балла
-
2 балла
-
что-то на чугун "поперло"... распредвал от "БМВэтора", дорогой как толерантность Европы...))) Захожу в стоймаг, а там молоток кровельщика на 600гр. Думаю надо брать, как раз у него носик загнутый, самое то для проковки. Кончик оплавил и быстро в снег... Работает на ура.
2 балла
-
Вадим , наверное , просто высказаться . За этой фразой многое кроется - чей то просчёт и тому подобное , а крайний всегда сварной - он сваривал , ему переделывать ... Одна строчка комментария , а за ней столько геммороя . Сегодня выпала удача за сваркасотрывщиками с их слонячей сборкой доделывать кучу заготовок . Выручил Форсаж с его пошаговой регулировкой тока и прямая полярность , на обратной несколько стыков сделал , нервов потрепал - можно было бы и добить на ней , но это не то , очень некомфортно ведёт себя сварочная ванна и , чтобы получить нормальный стык , приходится изловчаться . На обратке начинал с 45А (мало) , 55 - нормально , но процесс не всегда под контролем . На прямой - 52А , всё стабильно . Электроды 2,6 мм., LB-52U , толщина стенки трубы ~4мм ( в минус ) , ф 57мм.
2 балла





























































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)