Сан Толич
-
Постов
536 -
Зарегистрирован
-
Посещение
-
Победитель дней
16
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Сан Толич
-
В расчетном листке, где зарплата по статьям расписана, надо посмотреть. Если там это не выделено, значит доплаты за вредные условия нет. Тогда и разбираться почему ее нет.
-
А для чего? На более-менее приличных предприятиях своя система присвоения разрядов. И если устраиваться туда сварщиком, то вопрос о разряде возникнет сразу же при вступлении в должность. Через сварку образцов оценят профессиональные навыки и примут на соответствующий им разряд, а потом на очередной аттестации разряд или повысят или сохранят, а может и понизят. Важно самому этот вопрос сразу поднять, а то примут по 3-му, чтобы на з/п сэкономить. А в свободном плавании что даст разряд?
-
Вот и усредните по выше изложенным заключениям на отметке 130-140. Вообще все индивидуально. У кого-то в общем объеме работ сидит, т.к. сдают конструкцию, а не порезанный профиль, кто-то фиксированную стоимость множит на количество стыков, например когда хоть какая-то партия изделий есть.
-
У меня толщины 25+15 мм. Алюминиевые "шарики" в начале шва вырезать не хочется. Чем их будет меньше, тем легче. В целом после первых проб и настроек я пришел к мнению, что бояться точно не стоит, но и действовать не наобум.
-
Такое сейчас повсеместно. Если есть панель управления с выбором газа и диаметра проволоки, то там при выборе металлов буде Fe, CrNi, AlMg, AlSi, Cusi хоть за 15 тыс. источник, хоть за 315... Обычной пропановой горелкой (без применения кислорода) греть алюминий перед сваркой нормально? Тогда я отчасти решу проблему пробития оксидной пленки в начале сварки. А бОльшую мощность вытащу применением проволоки 1,2 в таком случае.
-
Явно больше, чем столько, чтобы посылать самому... Есть в этой работе много типовых операций: отрезать профиль по длине, сварить стык, снять усиление (зачистить шов). Вот за каждую операцию придумайте цену да помножьте. И сверху к этому накиньте 20-25%. А там если что, то уже поторговаться немного. А вообще среднюю по больнице у коллег можно поспрашивать, чтобы в рынке быть с ценами.
-
Не мой случай. Аппарат на три крутилки, без синергии. Нет возможности. До начала сварки подача с фиксированной скоростью плавного старта. А во время сварки делать электрические измерения я не готов. В первом приближении с подачей относительно неплохо: на всю длину деталей в 150 мм прохожу шов одним проходом без спотыканий. Будь проблемы с подачей, то я полагаю, что практически на любых настройках дуга уходила бы в наконечник. Зато меня правильно поняли) У меня в приложении WeldConnect для аппаратов фрониус можно выбрать CMT, PMT, Pulse, Standart. Вот стандарт я и выбираю.
-
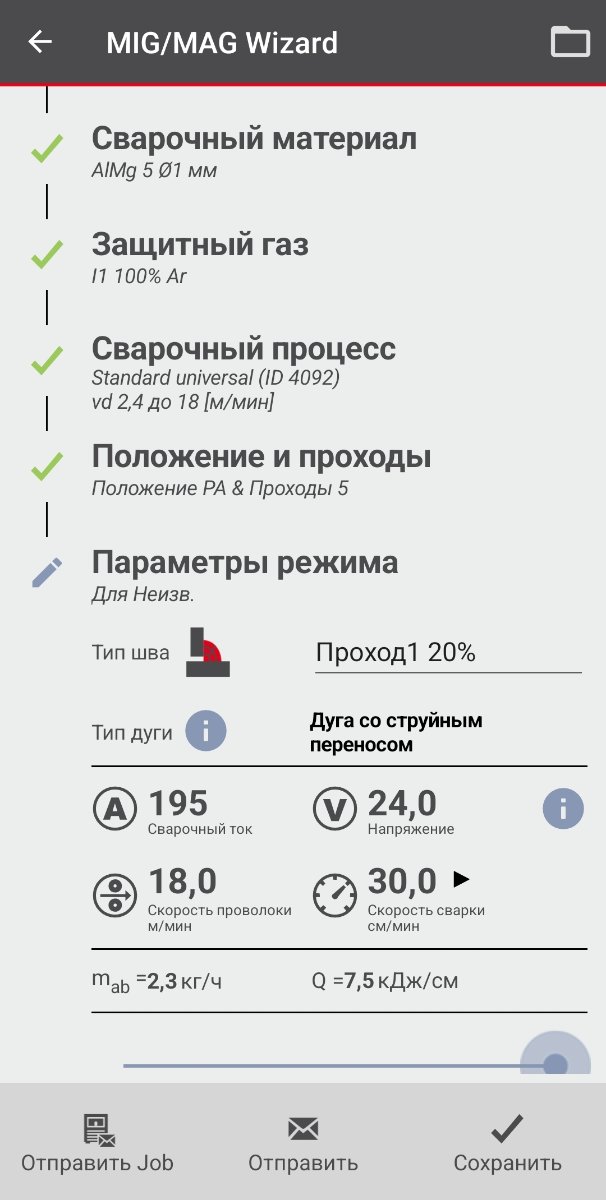
Пошагово то что вводил там: 1. неизвестный источник; 2. алюминиевые сплавы; 3. тавровое соединение (толщина 12мм, высота шва 13мм, усиление 3мм); 4. Al; 5. AlMg5; 6. 1,0; 7. 100% Ar; 8. Сварочный процесс Standart - universal ID 4092; 9. PA; 10. каждый проход по 20%. Ответ приложения на картинке ниже. Не истина для меня, но как точка отчета весьма содержательна. Напряжение без регулировки индуктивности в плюс не повысить, как оказалось. Нормальный перенос металла при 18 м/мин и 24 В при нулевом положении ручки индуктивности, а 28 В можно было поставить уже при 2/3 от максимального положения. Без ее регулировки дуга удлиняется. Пробовал максимум аппарата поставить - 31 В ну и индуктивность на максимум: дуга все равно слишком высокая и в придачу наконечник выступил в роли плавящегося электрода и укоротился на пару миллиметров К слову, наконечник обычный E-Cu для стальной проволоки 1,2.

-
Освежу немного тему вопросами новичка. Попробовал впервые сварку алюминия полуавтоматом. Марка материала тренировочных деталей мне не особо известна, но скорее всего какой-либо сплав АМг. Детали толстые: бруски примерно 35х35 и 35х18, длиной порядка 150мм. Проволока 5356, 1.0мм. Полуавтомат обычный без импульсных режимов (максимум можно поставить 31 В и 18 м/мин, ток 350). U-ролик и тефлоновый канал само собой стоят. Горелка 36я, сопло 16 мм, расход аргона 15 л/мин. Детали тщательной подготовки не проходили, просто почистил сверху лепестковым диском (диск новый брал). Столкнулся со следующими проблемами: 1. По всей видимости не пробивает оксидную пленку в начале сварки. Металл проволоки просто скатывается в шарик, который немного приплавляется к менее массивной детали. С прогревом во время сварки эта проблема в целом уходит, и на горячую сварка стартует в целом без проблем. 2. При старте проволока часто отгорает до наконечника, иногда к нему прилипает, но не приваривается. Примерно 50/50 после обгорания может от нажатия кнопки двигаться, иногда надо отрывать шарик бокорезами, Иногда внутрь наконечника отгорает, тогда его откручиваю и выпускаю немного проволоку и ставлю его обратно. Возможно дело в плавном старте, т.к. аппарат до начала сварки медленно проволоку подает. И он не регулируется никак. Со второй проблемой более менее вылетом проволоки бороться получается, и вообще сварка алюминия к вылету проволоки более требовательна мне показалась. Больше интересует как на холодную сварку начинать, может быть подогревать детали, хотя в наличии только пропановая горелка с туристическим баллончиком. И еще не очень понятно как мощность вытащить из аппарата, кроме как использованием проволоки 1,2мм. Подачу выкрутил на всю, а напряжение сильно поднять не могу - дуга уходит в наконечник. Получилось что-то типа 18 м/мин и 28 В. Аппарат своим показометром порядка 190А намерял, а хочется побольше. У меня при подборе соотношения напряжение/индуктивность при этой подаче от 24 до 28 В напряжение можно подобрать, выше уже дуга слишком длинная и в наконечник может уйти во время сварки. Ради интереса посмотрел в приложении от фрониуса: оно мне при 18 м/мин рисует 24В и 195А, что несколько походит на полученные результаты.
-
Писал про электрод - ОК 53.70, он хоть и допускает прямую полярность и даже сварку на AC, но полярность была обратной - типичной для электродов с основным покрытием. На инверторе кроме регулятора тока нет ничего. Буду впредь считаться с этим явлением и принимать соответствующие меры При случае может быть и поэкспериментирую с разными электродами и полярностью, чтобы наблюдения свои расширить.
-
Столкнулся намедни с магнитным дутьем во всей красе: два уголка 25х3 надо было сварить под 90° так, чтобы полки были наружу (кронштейн для полки в кладовку, но это не суть). Прилепил детали на магнитный уголок, подогнал. Электрод ОК 53.70, 3мм (потому что на виду лежал, а остальные в пачках, и банально поленился вытаскивать). И тут меня ждал сюрприз дуга мечется из стороны в сторону, звук какой-то посторонний добавился, как бурление какое-то, разжечь электрод та еще задачка. Даже дуга между окрашенным магнитным уголком и деталью возникала, хотя прищепка на детали была. Кое как прихватил в общем, немного подстроившись под эти внезапные обстоятельства. Далее без магнита все было как обычно. Поджиг как обычно, и сварка как обычно. В общем с первым кронштейном помучался при прихватке, с оставшимися дело чуть-чуть попроще пошло, т.к. просто уже был готов к этому. Рутиловые 2,5мм электроды попробовать не успел, чтобы сравнить. При этом при сварке на полуавтомате (газ - смесь) при использовании магнитных уголков такой гадости у меня не возникало. Спокойно прихватывал детали. И вопрос возник: влияют ли диаметр электрода и защитная атмосфера на силу магнитного дутья?
-
Приветствую всех! Очень интересуют СИЗ органов дыхания, которые эффективны, удобны при продолжительной работе со сваркой и плазменной резкой и в то же время официально продаются (без всякого рода сомнительных предложений с маркет-плейсов, где подлинность товара зачастую - это вопрос веры). Особенно интересно в сравнении с продукцией 3М. При работе на ЧПУ-плазме пользуюсь респиратором Исток-400, но он не особо удобный и слабовато прилегает к лицу. Также для сварочных работ недавно куплена полумаска Jeta Safety 6500, которая в целом уже ощутимо удобнее. Хотелось бы ознакомиться с опытом эксплуатации СИЗ у тех, кто много времени их использует. Маска с PAPR ввиду относительно небольшого количества работ видится пока избыточной.
-
25-я серия, а если конкретно, то Parker SGB2500. Найду в запасниках держатель наконечника и дойду до токаря.
-
Даже искать не надо, знаю к кому идти) Если с нуля делать, то мероприятие весьма хлопотное, начиная от покупки медного прутка. Потом точить, сверлить, фрезеровать... а они 5шт за 500+ руб. продавались. Пусть на более созидательное станочники время тратят... Другое дело, если в новом держателе резьбу с М6 на М8 переделать "мяса" хватит, то тогда это в корне меняет дело и ваш совет про токаря очень и очень к месту.
-
Я в магазине сварочном беру. Использовал E-Cu, с резьбой М8 их у меня еще достаточно. А вот с резьбой М6 взял уже CuZr. Наконечники E-Cu менял в среднем на 5-7 кг проволоки, CuZr вроде как на 15 кг замахнулся не менять. Просто удобно: новая катушка, новый наконечник Прошляпил в свое время момент и не заказал переходник с резьбы М6 на М8, а сейчас найти его не могу, и теперь унификация расходников терпит неудобства.
-
Как по мне, так лишнее это все. Примерно 1/3-1/2 системы пройти 50й трубой, потом перейти на 40ю и этой трубой и вернуться в котел. Сопротивление при таком диаметре в случае применения насоса будет небольшим. Если насос будет самый стандартный, который можно быстро купить почти в любом хозяйственном магазине, то у него Ду вообще 25. Недостаток скорости системы можно компенсировать производительностью насоса. Взяв насос с максимальным подъемом 6 метров (цифры 25-60 в обозначении) можно хорошо поварьировать скоростью.
-
Столкнулся с привариванием проволоки к наконечнику. Проволока 1,2мм Св08Г2С, полированная, наконечник CuZn (резьба М6). 25я горелка, длина 5м, канал новый. Газ: смесь ~80/20. Напряжение 20В, подача мне неизвестна ибо аппарат при ее настройке амперы рисует на индикаторе, ставил 200А. В целом этот индикатор более менее под проволоку 1,2 китайцами видимо и был настроен, поэтому на дуге примерно те же 200±5%А и должны быть (наблюдения за индикатором и разок клещами замерял). На слух перенос металла нормальный (хотя когда сам свариваешь и кто-то на одних и тех же настройках, по разному воспринимается звук). Разве что вылет проволоки возможно маловат: сопло почти касается деталей. Так вот, к чему эта вся прелюдия. С прогревом горелки после примерно минут 5-6 сварки проволока иногда отгорает до наконечника, т.е. перестает подаваться и залипает. происходит это как в начале шва, так и в процессе, какой-то регулярности нет. Проволоку можно выдернуть потом пассатижами на 2-3 см и она дальше нормально подается. Из ситуации вышел понятным мне методом - убавил немного напряжение. Больше данной проблемы не испытал. Но... перед этим на этих же настройках 20В и подача на "200А" выработали 15-кг катушку омедненной ER70S-6 того же диаметра 1,2мм и той же торговой марки (а может быть и того же завода, что полированная) и такой проблемки не было. Началось именно на полированной. Сначала я грешил на канал в горелке. переставили на аппарат трехметровую 36-ю горелку (нам наконечник уже с резьбой М8), проблемы не стало. Потом вернул пятиметровую 25-ю с новым каналом и снова словил проблему. В итоге пришел просто к небольшому снижению напряжения. Исходя из этого настройку тормозного устройства я не перепроверял, а прижим ролика остался тем же самым, что для омедненной. Технических средств объективного контроля диаметра отверстий в наконечниках нет, поэтому выводов должных о том, нормальные ли они сделать не могу (в диаметре проволоки почему-то не сомневаюсь). А вопрос вот в чем: существует ли возможность "прилипания" полированной проволоки к наконечнику из-за нагрева, если расходные части горелки работают на верхнем пределе возможностей этой самой горелки или просто из-за излишне высокой дуги при КЗ-переносе?
-
Гидравлическим расчетом определяется заужение. Определяют количество участков и их Ду. Если несколько грубовато выразиться, то цель заужения - обеспечение необходимой скорости теплоносителя на каждом участке системы для того, чтобы мощность радиаторов обеспечить. По мере остывания теплоносителя при удалении от котла как раз и нужно быстрее его прокачивать, чтобы не так сильно успевал остыть в радиаторах. И все равно заужение не исключает необходимости их балансировки.
-
Когда в теме много ответов в течение определенного времени, то форум ее подсвечивает огоньком как сильно обсуждаемую в момент времени "сейчас". Если в этой теме за час-другой пара десятков сообщений появится, то и она горячей станет на некоторое время.
-
Возможно он не от этого браузера. У меня самсунг, и я пользуюсь его браузером, так вот адблок именно для этого браузера и скачивал когда-то. Возможно для какого-нибудь Хрома нужен уже другой адблок.
-
Не очень ясно где курсор на телефоне, но от рекламы там надо защищаться блокировщиком, который либо ставится отдельно, либо включается в браузере. вам осталось еще 4 сообщения до этого)
-
Лучше по отдельности. В деньгах плюс/минус тоже самое, но потенциальный риск побыть какое-то время без оборудования меньше. Когда нужна разноплановая сварка алюминия, нержавейки и прочей экзотики, то без AC/DC TIG не обойтись. А ежели он будет, то острая потребность в "дубль пульс" полуавтомате может и не возникнуть. Поэтому на полуавтомате можно или сэкономить или купить хороший источник, цена которого обусловлена качеством комплектующих, а не наличием разномастных функций.
-
@Вадим31 вилки и розетки у меня обычные на 16А, просто в каучуковой оболочке. Провод в одном случае КГ-ХЛ 3х2,5 (длина 20м), во втором случае КВВГ 7х1,5 (длина 60м), вот его жилы я парами и соединил и теперь он 3х3. КВВГ просто был в остатках, не пропадать же ему. Для круглогодичного использования он конечно жестковат. Но и нужен откровенно говоря очень редко, когда надо в дальний угол участка залезть со сваркой. Дома каких-то мощных работ (по потреблению тока из сети) со сваркой обычно нет, поэтому промышленными вилками не заморачивался. В крайнем случае могу вилку скинуть и в щиток подключить. Если много работ на выездах, где приходится варить большим током, то резонно сделать метров 15-20 с жилами 4 кв.мм и остальное, насколько хватит желания и средств с жилами 2,5 кв.мм кусками метров по 15-20. Кабель лучше КГ-ХЛ (но не КГТП-ХЛ), не дешево, зато гибкий и всепогодный в целом.
-
Все начинается от питающей сети, чья розетка примет на себя нагрузку от сварочного аппарата. Сделаешь хороший удлинитель - спалишь розетку. А на удлинитель вилки и силовые можно купить, которые на 32А (как на картинке). И переходник с силовой розетки на обычную вилку сделать не проблема. И переходник с силовой розетки просто для подключения прямо к щитку тоже. Все упрется в точку подключения. Поэтому если много разноплановой работы на выезде, то лучше сделать силовые вилки с розетками и переходники для них на сечении 2,5-4,0 кв. мм (или их комбинации из нескольких частей разного сечения). У меня "на вынос" ручник на 160А и полуавтомат на 200А. Удлинители 25м с жилами 2,5 кв. мм и 60м с жилами 3 кв. мм (в качестве жил спаренные провода по 1,5 кв. мм). Оба аппарата от них нормально работают.
-
Дедов гостовский молоток с деревянной ручкой и не надо тысячи платить) Просто иметь парочку и все, чтобы при намеках на поломку заменить, а тот, что под сомнением отремонтировать. У меня березовое полено без сучков в сухом месте на такой случай имеется А со сварочными аппаратами все гораздо сложнее. Не многие понимают, что скрывает под собой корпус, плюс маркетологи дело знают и проталкивают посредственность за бОльшие деньги. В эпоху засилия рекламы только искушенный покупатель готов трепетнее фильтровать предложения, да и хоть как-то углубиться в вопрос выбора. С дедовым молотком такое не прокатит. Там все на виду) а ежели нужно что посерьезнее, то и в вопросе не грех разобраться, сегодня с этим проблем нет: только и успевай фильтровать информацию.