Сан Толич
-
Постов
536 -
Зарегистрирован
-
Посещение
-
Победитель дней
16
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Сан Толич
-
Я протираю поверхности светофильтров салфетками для мониторов, но у меня маски прилично дешевле, чем 9100.
-
Это поддерживаю полностью. Надо тоже сундук за недорого поискать. УДГУ 351 неподалеку продают относительно не дорого, но что это за зверь такой? Есть смысл его рассматривать или лучше другое что-то (китайское) искать?
-
Чуть подробнее можно? Тока в пределах 200А не хватит, чтобы нормально сварить, т.к. много тепла уйдет на нагрев деталей? Или только фактор ПВ влияет?
-
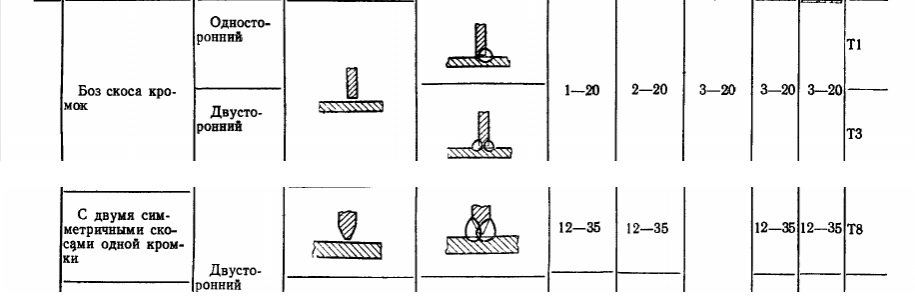
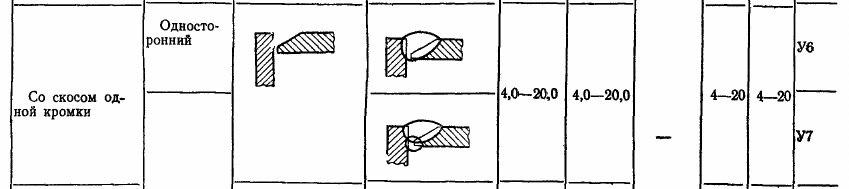
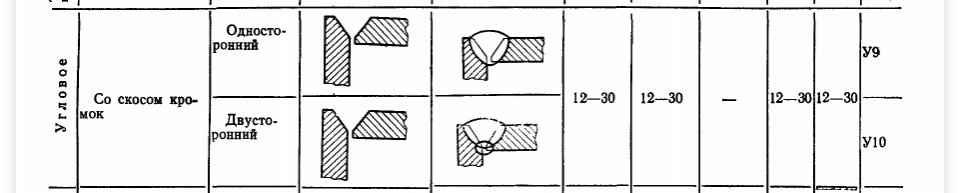
Подскажите, осилит ли аппарат работу? Вводные следующие: аппарат Неон ВД-201АД AC/DC (ПН (I= 200А, t=+40°C): 60 %, есть режим MIX), швы У6 и У7 (или У9, У10), Т1, Т3 и Т8 по ГОСТ 14806 (материал деталей - алюминий). Толщины деталей в соединениях 12 и 20мм, 15 и 15мм, 25 и 28мм. Детали габаритные (длины швов до 400-500мм), сами изделия по форме как коробки. С учетом того, что все это будет сильно греться при сварке все равно будут паузы на остывание. Горелку купить не проблема, БВО в целом тоже можно купить. А вот по достаточности мощности аппарата есть вопрос, который в начале сообщения и задан. То ли своими силами тем что есть обходиться, то ли отдавать туда, где есть более мощный аппарат, т.к. покупать второй источник с большей мощностью пока что нет смысла, ибо в 95% большей мощности от РАДС в наших условиях не требуется.

-
Откиньте прижимной ролик подающего устройства и крутите катушку рукой, наматывая на нее проволоку. Всегда так делаю. Можно конечно разьем горелки открутить и вытянуть горелку. Потом торчащую из аппарата проволоку или отрезать или также намотать обратно. Если эти два варианта вдруг не сработают, то смотрите как менять канал в горелке и вместе с этим самым каналом ее и снимите. Потом по месту решите: новый канал или из этого выдергивать остатки проволоки.
-
Про грунт ничего не известно, чтобы так категорично судить. Да и в любом случае потенциал с корпуса хотя бы частично будет снят, что лучше, чем нет. Да и диф.защита, если имеется, уже сработает даже при таком заземлении, ей много не надо. Я как-то менял питающий кабель в своем аппарате, задавался этим вопросом заземления. Мнения разнополярные о его необходимости встречал, но себе кабель 3-жильный поставил и корпус заземлил (и удлинитель тоже 3-жильный). Тут может @tehsvar что-то дельное скажет по теме заземления, если нужным сочтет.
-
Ежели электросеть без заземления, то колышек Т-образный в землю и все дела. Забивать необязательно, можно и ногой вдавить
-
Всякие сайты по пробиву организаций и ИП по номеру ИНН типа ruprofile, checko и им подобные показывают судебные дела, откуда по ссылкам можно выйти на арбитражные дела, где вся эта информация и имеется.
-
Разброс от того, насколько маска действительно оригинальный esab и до жадности продавцов. И самое плохое, что по факту покупаешь только на доверии к продавцу, где ни низкая, ни высокая цены не гарантируют практически ничего.
-
Иногда до маразма доходило. Просто в ряде изделий чертежи 80х годов, когда промышленность СССР и могла и делала. А в 2010-х уже все обстояло иначе, начиная от снятия материалов и комплектующих с производства, заканчивая закрытием предприятий, которые делали именно то, что надо. И при этом согласовать изменения по очевидным вещам что было крайне долго (главных героев сего упоминать не буду).
-
Наверняка в СМК описаны процедуры управлением документацией. Они базируются скорее всего на ISO и национальных стандартах (один из них я упомянул). Обоснуйте перед разработчиком необходимость наличия клейма и он вам согласует изменения. Заказчику после этого легко подтвердить факт того, что клеймение не просто разрешено, а стало носить обязательный характер. В бытность работы в отделе главного технолога регулярно этим занимались. Под нужды ВП все должно соответствовать документации. А в КД часто старые стандарты на материалы, или уже отмененные стандарты. Тогда запускали голубей и слали ПР разработчику, от него получали ПИ на срок контракта, меняли техпроцессы и так и сдавали продукцию.
-
Возможно. Если хочется сделать, так сказать по стандартам, то можно попросить разработчика оформить предварительное извещение (ПИ, ГОСТ 2.503) сроком действия на контракт или по времени (чтобы чертежи навсегда не менять). И уже ссылаясь на это ПИ ввести требование клеймения в свою технологическую документацию. Если этим заниматься не кому, то попросите от разработчика письменное подтверждение допустимости клеймения и это будет некая ваша защита.
-
еще не каждый догонит, что вылет проволоки у него по мере движения вдоль шва меняется, а потом возмущаются, то варит то не варит (когда-то себя "за руку" поймал) но это не по этой теме. А так вообще потребитель слабо защищен от манипулирования информацией. Сейчас в особенности любят тощим внутренностям сделать много функций. В итоге вроде бы купил аппарат, где много чего есть, а там и плата с ладонь, и радиаторы со спичечный коробок и все выглядит как-то не очень, но зато продвинутая панель управления.
-
Они, наверное, единственные, кто хотя бы включит аппарат и что-то на нем сделает. Понятно что в рекламных целях можно о многом умолчать или вовсе не увидеть по разным причинам. Раньше вообще по картинкам каталогов покупали или со слов продавцов в магазине, если на форумах тишина. Сейчас хотя бы хоть какая-то видео презентация есть А доверие к аппарату появится, лишь когда кто-то купит именно для постоянной работы и поделится своим мнением. С покупкой оборудования всегда так: или первопроходец с новинкой или проторенной дорожкой с проверенным.
-
А в чем причина такого навязчивого желания? Первый же устойчивый режим сварки привет к быстрому отключению аппарата по перегреву. У него и так ПВ только для кузовного ремонта и годится.
-
в ЖКХ по подвалам лазить, наверное с 90% вероятностью предложат хотя с другой стороны тоже опыт, правда несколько специфический.
-
С сетью относительный порядок. Да и сварочные токи с виду небольшие, чтобы просадить ее.
-
Наверное глупый вопрос, но все же задам. С такой ситуацией прежде не сталкивался в плане личных наблюдений. Имеем конструкцию в виде прямоугольной рамки. Имеем два простых инверторных полуавтомата (один на 380В, второй на 220В). Для более быстрого достижения результата хочется работать ими одновременно. Не будут ли аппараты чудить при одновременной работе, влияя друг на друга? С виду вроде как не должны, но ответ тем не менее интересен.
-
Металлоприемки обычно открыты. Либо во всякого рода гаражных кооперативах найти тех, кто сваркой разных изделий занимается да попросить у них обрезь. Если навыков не ноль, то можно кому-нибудь из круга общения сварить изделие какое-то простое типа мангальчика, забора, стеллажа и т.п. И металл самому не покупать и практика какая-то. Если хорошо получится, можно будет даже денег попросить.
-
Я оцениваю потенциальные трудозатраты и множу их на желаемую стоимость часа работ. Сверху дополнительные затраты, если что-то заказать/арендовать надо и т.п, за выезд само собой. А дальше, остаешься или с премией или с неоплаченной переработкой чем больше в деле знакомых и понятных операций, тем точнее расчет. Если совсем мрак с подсчетом, то количество рабочих смен по 8ч. Ну и подход к ценообразованию желательно применять бухгалтерский, где к трудоемкости и прямым затратам надо прибавлять всякого рода амортизацию, косвенные затраты и само собой прибыль. Другое дело, когда надо обосновать стоимость работ. Тут без сметы по нормам скорее всего не обойтись: показать, что кол-во часов на выполнение работ не с потолка взято.
-
Какой насос у вас в БВО?
-
Перед переплавкой деталь можно и распилить - чуйку свою с реальностью соотнести, потом она точнее работать будет
-
Пусть новую отливают. А на этой без суеты потом практиковаться, проверяя на деле все выше приведенные советы.
-
Это что за домохозяйство такое где при выделенных 25А на фазу столько энергии потратить? Разве что на Чукотке с ее тарифами. И то до 200 нагнать - надо постараться. С недавних пор еще и за каждый кВт выделяемой мощности доплачивать надо. А тем, кому по силам оплатить и пройти квест по подключению мощности свыше 15 кВт, отопить дом 300-1000 м2 большой проблемой не видится, как по мне. Тут и понимать нечего - есть включённый прибор - есть его потребление. Хозяйственно бытовой минимум приборов обычно не приводит к таким вопросам по экономии э/э, там порядка 1000 руб в месяц платежи. Вопросы начинаются при отоплении с помощью э/э, и здесь способы сэкономить не столь очевидны по массе причин.
-
С учетом мотива для покупки таких устройств заявление в полицию покупатели писать не пойдут с вероятностью 99,9%. Поэтому за мошенничество продавца в одностороннем порядке привлечь не удастся, если его приборы не работают А для того, чтобы хоть как-то благовидно обставить свою мошенническую деятельность, к приборам, которые дают такую возможность, выдаются паспорта или им подобное, что это какой-нибудь обычный бытовой прибор с ненужными функциями, которым он по факту и будет являться. Всякого рода внешние глушилки просто выведут счетчик из строя. Если счетчик сам передает показания и висит на столбе, то его выход из строя будет быстро обнаружен, и счетчик будет заменен. Сделают перерасчет по среднему и все. Для того, чтобы экономить электричество надо банально меньше его расходовать. Некоторые жулики предлагают сделать, чтобы счетчик энергию неправильно считал, что требует изменения конструкции счетчика. Теперь представьте, как вы (и тот, кого наняли на это преступление) лезете на столб, срезаете опломбированный счетчик вместе с кабелем, отдаете на несколько дней кому-то на "ремонт", а потом снова лезете на столб ставить его обратно... После чего через несколько месяцев приезжает контроллер обнаруживает несоответствие, снимает со столба это безобразие и запускает процедуру взыскания за ворованное электричество.