Сан Толич
-
Постов
536 -
Зарегистрирован
-
Посещение
-
Победитель дней
16
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Сан Толич
-
И вам здравствовать! Из вашей тройки "игроков" Гроверс поинтереснее будет, первый и третий кроме регулятора тока ничего не предлагают и в среднем стоят при этом дороже. От этого соотношение цена/качество у Гроверса получше выходит.
-
В виде рекламы дзен подкинул мне ссылку на такую компанию Вартум, которая позиционирует себя производителем сварочного оборудования (указывая собственную разработку и локализацию силовой электроники в 90%). Зарегистрировались они правда лишь в августе 2025 г. В PDFке с сайта все само собой написано красиво. В реальности у них пока что только полуавтоматы. Сталкивался ли кто с этим оборудованием?
-
Это не полуавтомат. Полуавтоматы конкретно у авроры - динамика, overman, speedway. Из первых двух что-то посмотрите с цифрами 200/205/2000 в окончании, сойдет на первое время. В дешевом сегменте волшебных таблеток нет, в основном работают ±одинаково и с условными мангалами справятся без проблем. Это не про большинство новых аппаратов. Сам он ничего не отремонтирует, а всякие расходные (наконечники, сопла, каналы в горелку) и сменные детали (горелки, ролики) в среднем взаимозаменяемые, если один раз в них разобраться. Главное, чтобы на мордочку такой разъем выходил

-
разряды от осциллятора в перезагрузку не отправят? Среди ЧПУ-плазмостроителей была популярная тема защиты от ВЧ-помех при поджиге. У них то на входы летели ложные сигналы, то просто вешалась электроника на время.
-
Типа "педали" вместо кнопки на горелке?
-
"прищепку" надо на минус, если с газом, это чтобы наверняка. Ну и в металлоприемке или авторазборе разжиться куском крыла, нашинковать его, настройки в минимум или чуть выше и тренироваться. Если прожигать на минималках не будет, то под кузовню аппарат настроится. Так что с покупкой можно повременить, как по мне. Если аппарат как на картинке, то настроится. Видел в видео как дед один (сварщик-полуавтоматчик на пенсии) волгу 3110 себе порошковой проволокой таким (он у него под маркой Ставр) подваривал и нахваливал. Дело наживное. Можно второй рукой придерживать горелку, тогда долго дергать не придется.
-
Это уже промышленный юзер, там желательно бы образование нужное иметь или хотя бы образованность, подкрепленную практическими навыками. Я попроще категорию рассматривал в своем сообщении, у которых источники неспособны на 30 вольт и 1,2мм.
-
Одно что амперы какие-то разные 100А на 3мм электроде РДС и 100А на проволоке как-то отличаются, если в одинаковых условиях их применить. Условные 3мм в стык без зазора одним прожжешь, а вторым едва прихватишь. Поэтому нежелающие учиться и имеющие несколько дополнительных тысяч покупают полуавтомат, чтобы толщину показывал при настройке.
-
Я брал полированную разок, когда знал, что 15кг катушка быстро выработается. Так у меня ее прихватывало в наконечнике чаще, чем омедненную. Горелка видимо на пределе ПВ работала и нагрелась, ибо простое снижение режима помогло. После смены на омедненную такого замечено не было. Другого объяснения искать не стал, не то потребление проволоки, чтобы до истины докапываться. Проволоки хоть и одного бренда и диаметра, но полированная Св08Г2С, а омедненная ER70S-6.
-
По уму должны стоять автоматы для защиты проводки от перегрузки. Классические розетки и вилки сплошь и рядом рассчитаны на ток до 16А, поэтому если розетка нормальная, протянута и защищена автоматом, то перегрузка бытовой сети выльется в срабатывание автомата. Просто не жечь друг за другом электроды на высоком токе, а использовать допустимый ток и делать перерывы, хотя бы от шлака почистить после каждого, то все будет нормально.
-
как настроены сварочные процессы и как это все поддерживается в гарантийном и дальнейшем периодах эксплуатации. Если предприятие проектирует оборудование и выпускает на рынок продукцию собственной разработки, выполняет его послепродажную поддержку, то можно его назвать отечественным. Другое дело уровень использования собственных технологий и комплектующих и способность реагировать на внешние обстоятельства не переставая при этом производить продукцию. Взять пример организации, где я работаю: проектируем и изготавливаем оборудование. Чтобы его оживить сами программируем контроллеры. Вклад организации в продукт: проектирование, механическая обработка, сборка, электромонтаж. Все комплектующие (электрика, пневматика, всякие двигатели и редукторы и т.п.) - покупные, импорт в 80% случаев, завод по сути только металл перерабатывает. Но... на любое наше оборудование, выпущенное даже 15 лет назад мы можем оказать поддержку, поднять из архива чертежи, изготовить детали и узлы, сделать модернизацию, отправить контроллер с ПО, если тот перестал работать. когда что-то выбираешь, иной раз по крохам вытягиваешь информацию, если в вопросах выбора не хочешь идти очевидным проторенным кем-то путем плюс ресурс должен быть максимально информативным в избранной тематике. Сегодня такого рода технические ресурсы, переживают мягко говоря, упадок. Весь актив, который был готов делиться опытом, знаниями много и безвозмездно, мягко говоря сильно повзрослел и в силу разных причин снизил активность, а кого-то и вовсе уже нет в живых. Это видно и по этому форуму, и по чипмейкеру (другие я не читаю).
-
Я не исследовал эту тему. Написал лишь свое видение, а не утверждение, почему у проволоки временное сопротивление разрыву выше. Если это включено в ГОСТ, значит подтверждается испытаниями.
-
Я вижу объяснение только в технологии изготовления. Из-за того, что проволока через многократное волочение проходит с сопутствующими термообработками, она более однородна, чем прокат.
-
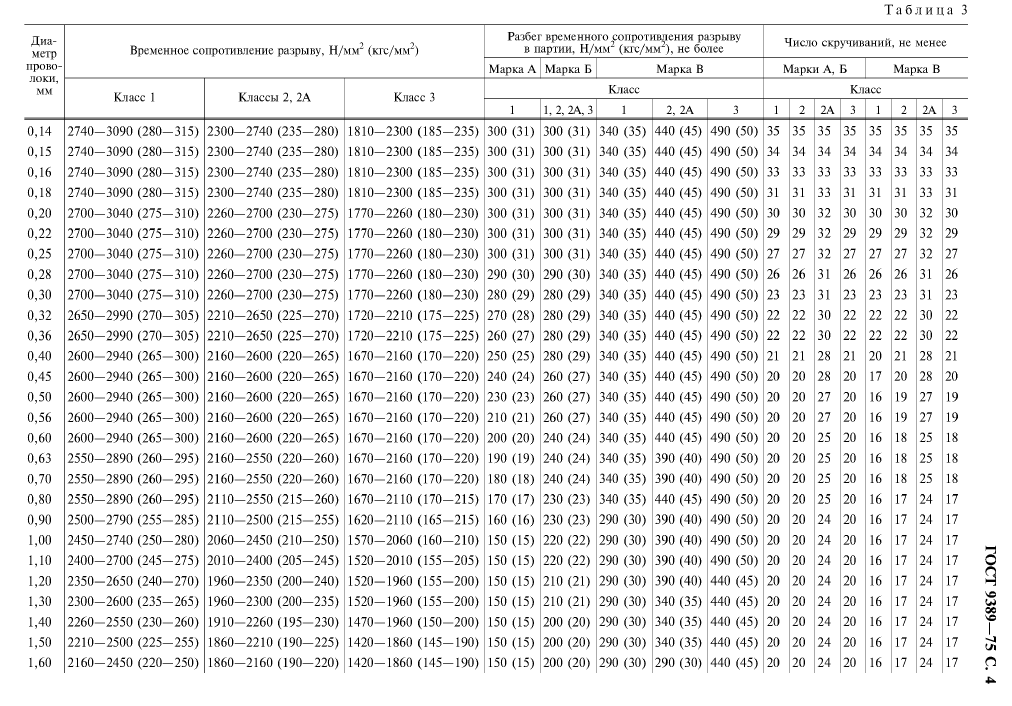
ГОСТ 9389 (в правом нижнем углу картинки написан). Приложил PDFку. Меня тоже удивили эти 300 кгс/мм2. И я полез искать данные по высокопрочным сталям (ибо на память помню мало), потом стал по проволокам отдельно смотреть. ГОСТ 9389.pdf
-
и я таки нашел проволоку с сопротивлением ~300 кгс/мм2 - пружинную проволоку В виде оффтопа приложу выдержку из ГОСТ. П.С. Сочтете лишним - удалите.
-
Дешево и хорошо бывает очень редко. В таком пистолете все решения будут компромиссом между ценой и характеристиками. С другой стороны он стоит не дорого, и если в нужный час будет выручать, то приобретение уже будет не зря.
-
В среднем состав оборудования небольшой пескоструйной обработки: бак с песком, смеситель, рукав, сопловой аппарат, потом уже на выбор камера (чтобы песок везде не разлетался, плюс вторично его использовать можно) и циклон для обеспыливания воздуха, который из камеры выходит. Так что при уличных работах циклоном точно можно пренебречь, а камеру сделать очень условную лишь для того, чтобы собирать в нее песок. В этом случае типовой однофазный 2,2 кВт поршневой компрессор со 100-литровым ресивером будет достаточен, т.к. фактор производительности будет малозначим (пока песок добавляете, успеет накачать). Нормального качества поверхности правда с таким пистолетом можете не получить.
-
Самой большой, какую можете себе позволить. У нас поршневая трехцилиндровая Ремеза с примерно 800 л/мин на выходе кое как тянула поделку под маркой нордберг.
-
Может хим.состав не досмотрели? Легированная возможно проволока (проданная под видом Св.08Г2С), и ее по хим. составу как Св.08Г2С соответственно проверили, не глядя на остальное?
-
От трехфазника. Однофазным Неон у нас трудится, случилось выгодно купить. Трехфазного Эвика мы б/у купили. Там, так сказать, экономика билась нормально. Понадобился бы он на месяц-другой позже, купил бы тот, что сейчас здесь продается, ибо наш без телеги.
-
К слову о Гроверсе в мастерской у друга Grovers WSME 315 отработал, прежде чем сломался. Не нон-стоп конечно, но почти каждый рабочий день с основным уклоном на ремонт алюминиевых деталей (колесные диски и автосервисная тематика) он его хоть раз да включал. Вчера панель Эвотига вернулась с обновкой ПО (1 день на заводе, остальное дорога).
-
У гроверса как минимум есть прошлое, которое здесь хорошо описано.
-
Случай когда чистка хорошей суммой добавляется к цене ремонта?
-
Надо рассчитывать мощность нагревателя под требуемые температуру и расход воздуха. И размеры доступных нагревателей могут оказаться весьма велики для удобной переноски на своем же поясе. Если рабочее место стационарно, то может просто в область поясницы направить поток теплого воздуха от тепловой пушки? Ее легко подобрать и по температуре и по скорости потока. Да и регулировать в неких пределах просто передвигая пушку дальше/ближе и меняя скорость ее вентилятора. Плюс скорость и стоимость внедрения высокие.
-
У нас просто 40л баллон с действующей аттестацией можно за 6-8 тыс купить.