hvr63
-
Постов
1 294 -
Зарегистрирован
-
Посещение
-
Победитель дней
105
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
Это были неправильные пчелы и они готовили неправильный мед.
-
 А это может быть и перегретый мотор.
А это может быть и перегретый мотор. -
Рамы велосипедов, а тем более мотоциклов из хромомолибденовой стали не редкость. Велосипедные рамы из баттированных труб от известных производителей и из гидроформованных элементов по весу не сильно уступают алюминиевым. Только варить такие тонкие трубы аппаратом с посредственными характеристиками - так себе занятие. Могут побить.
-
Я тоже без педали варю, так-как при сварке упираюсь на обе ноги. Даже при ножном управление вращателем из-за этого возникают проблемы. Но при управление автомобилем и мотоциклом проблем переключаться с ноги на руку никаких.
-
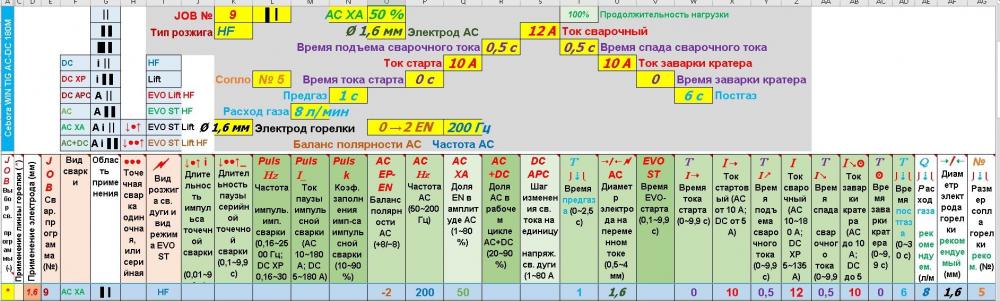
Прошивка 014 08.03.2021. Прошивка дисплея 009 21.01.2021. Электрод 1,6 мм; 12 А; 200 Гц; АС ХА 50%. 8 EN 8 PN Если бы производители сделали ПО с дифференциацией по сварочному току, то это был бы полноценный профессиональный аппарат с синергетическим управлением. Но нет, это бытовой аппарат. Так что был сделан широкой диапазон настройки, перекрывающий все используемые сварочные токи. А то что на низких токах, диапазон настроек слишком широк - это издержки. Хотя я уже сам себе противоречу, вроде аппарат бытовой, а пользователь должен быть профессионалом. Но по мне так даже лучше, свой профессиональный уровень всегда можно подтянуть под аппарат, а вот наоборот уже сложнее. На основании последних данных свою "Программу настройки сварочных режимов" переписал под новые найденные настройки, вроде ничего сложного, но получаются очень примитивные зависимости. Вот если делать все полноценно, то очень сложный алгоритм вытанцовывается. Основная загвоздка в том, что трудно задать зависимость от размера детали. Различия по теплоотводу из сварочной зоны у деталей разного размера (разной теплоемкости) очень существенные, что сильно влияет на сварочную ванну по мере прогрева. Потому на алюминии и используют педаль, чтобы хоть как-то этот эффект компенсировать


-
Сегодня, после того как накасячил на кондиционерной трубке, решил все же отстроить аппарат. Ну и заодно скажу за баланс полярности: все там работает в нужную сторону и адекватно регулируется. В чем я не варю. Не варю я в обычном режиме, а только с регулировкой амплитуды полярности (АС ХА). На тонкой стенке (1 мм) и на детале с низким теплоотводом у меня получились такие настройки. С такими настройками получается большая концентрация теплоты, так что ток 12А для быстрой сварки. Можно баланс амплитуды полярности (АС ХА) и 80% поставить, тогда это будет практически на постоянке сварка. Пердеж у меня возникал, когда процент АС ХА был маленький и баланс полярности около +3. Тестил часа два на алюминии с не зачищенной коркой оксида, дуга горит адекватно, оксид не мешает. Особое внимание уделил подачи присадки. На тонком была проблема, что конец прутка окислялся и не плавился. Теперь добился, что пруток можно от дуги не убирать, плавиться вместе с ванной, как на нержавейке (ну конечно лучше убирать, но хоть теперь присадка дугу не срывает).

-
Айда в тему про Сибору, а то для данной темы это слишком специфические проблемы.
-
Сегодня столкнулся с этим пердежом в полный рост. Можно сказать не смог заварить. Варил трубку кондиционера. Что заметил. Когда пердеж начинается, такое ощущение, что сварка происходит на токе розжига. Электрод сразу оплавляется. И чувствуется ток очень большой, у меня сварочная ванна на трубке сразу провалилась. С этим надо что-то делать.
-
Их конструкторская школа держится на историческом авторитете конкретных личностей, чьи фамилии носят компании. Я сталкивался только с авто- мотопромом, а там Феррари, Мазетати, Дукати и еще много кто. Перед этими личностями надо снять шляпу и никогда ее больше не надевать. Но как и у каждой нации, у итальянцев есть свой менталитет (пресловутое понятие, многими отвергаемое). Очень хорошо это показано в советском мультфильме "Ограбление по...", там, где итальянец, в образе Мастроянни, французы - Делон, Габе и наши с американцами грабят банк. У меня еще с начала 90-х все оборудование итальянское. Вроде все добротно, много чего до сих пор работает, но повторюсь, во всем есть какой-то итальянский оттенок. Что характерно, мое мнение, китайцы практически полностью повторили такой подход, внеся в него много чего от себя.
-
Техническая составляющая итальянских конструкций восхитительна. Но, повторюсь, во всем присутствует какая-то нотка разгильдяйства. Это, наверное, ни хорошо, ни плохо, это особенность конструкторской школы.
-
Может просто лень было урезать для младшей модели. Мое суждение о итальянцам сложилось по конструкторской школе в автомобилестроение. Все, с чем мне приходилось сталкиваться очень сильно напоминало Жигули, в плохом понимание этого слова. Окончательно меня добил Maserati Shamal https://ru.wikipedia.org/wiki/Maserati_ShamalПод капотом у него было точно также как в Жигулях 2101, вот прямо один в один. Какие-то итальянцы не ответственные что ли.
-
Нет, функционал, по сравнению с проф. моделями урезан. Они просто взяли программное обеспечение от старших моделей и адаптировали его (урезали), чтобы не создавать конкуренцию более старшей моделе. При урезании не особо тщательно все сделали, может спешили выйти на рынок с новой моделью, а может просто итальянцы.
-
У меня на Тритоне тоже такого нет. Все от аппарата зависит. Сибора 180 это бытовой аппарат, в отличии от Тритона. Алюминиевую банку я на Тритоне не напрягаясь варил, а на Сиборе, из-за этой особенности, через мучение.
-
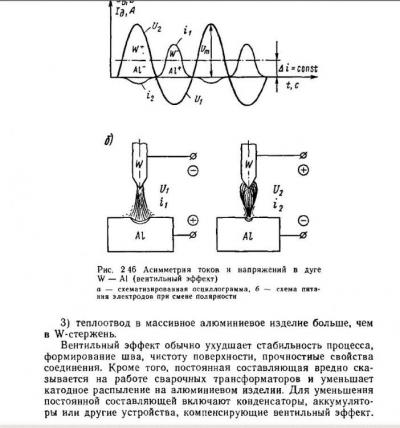
Конечно же я не про розжиг, а про особенности горения дуги на переменном токе. Вот тут все предельно просто и понятно описано. Понимание физики процесса поможет найти настройки.
-
Попробуй частоту уменьшить до пропадания пердежа. Есть такая проблема на Себоре. Как я понял не любит она плохих условий розжига дуги. Напомню, что на переменке, дуга каждый раз должна зажечься при переходе через ноль полупериода. Я заметил, что такое происходит при окислении ванны, например если долго держать на одном месте.
-
Наверное литейный брак. Большая загазованность отливки.
-
Основная проблема при сварке ЦАМ - низкая температура кипения цинка, которая ненамного выше, чем температура плавления алюминия. Когда цинк закипает, ванну выплескивает из-за большого давления газа, который выделяется в пузырь (физика примерно та же, что и при кипение воды, или кавитации, энергия давления газа приличная). Чтобы варить с алюминиевой присадкой нужно ухитриться расплавить присадку прежде, чем закипит цинк. Я варю (очень редко), держа дугу на присадке (4043), которая плавясь плавит и ЦАМ, или очень интенсивно подаю присадку в ванну, чтобы ванна охлаждалась до температуры ниже кипения цинка, или прерываю сварку каждый раз, когда цинк готов закипеть.
-
Вовочке в школе задали написать лабораторную работу по физиологии таракана. Первый опыт. Вовочка положил таракана на стол и свистнул. Таракан побежал. Вовочка записывает в тетрадь: у таракана хороший слух. Второй опыт. Вовочка оторвал таракану лапы, положил на стол и свистнул. Таракан остался лежать на месте. Вовочка записывает: таракан без лап не слышит.
-
https://promputsnab.ru/poleznoe/zheleznaya_doroga/252-relsovaya-stal-marka-i-harakteristiki-zheleznodorozhnyh-zhd-putey.html
-
При наплавке хорошо.
-
Куски будут по ванне плавать, если очистка будет плохая.
-
Нужно понимать, что сварка ведется на приличной доле постоянного тока (от этого такая приятность в горении дуги), в связи с чем можно в шов напихать кусков оксидной пленки, что на небольших толщинах свариваемого материала не есть хорошо.
-
- Это черная смородина? - Нет, красная. - А почему она белая? - Потому, что зеленая.
-
А у меня все наоборот. Если бы был, в свое время, хоть самый ослячий хамелеон, то один глаз бы не пострадал, тот, который первым выглядывал из-за обычной маски и который ловил больше зайцев от КЗ и излучение от остывающей ванны.