hvr63
-
Постов
1 398 -
Зарегистрирован
-
Посещение
-
Победитель дней
122
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
Очередной ЦАМ. 36 А - 200 Гц

-
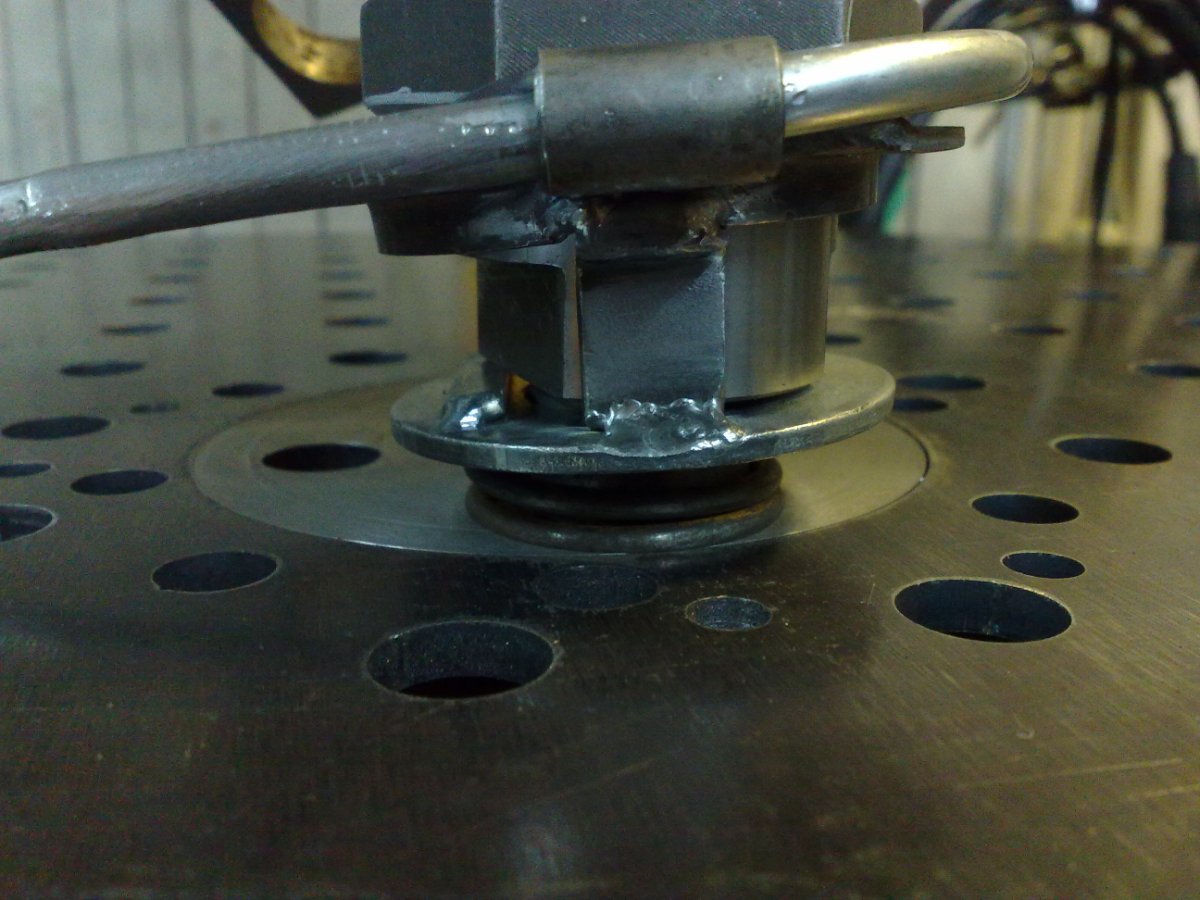
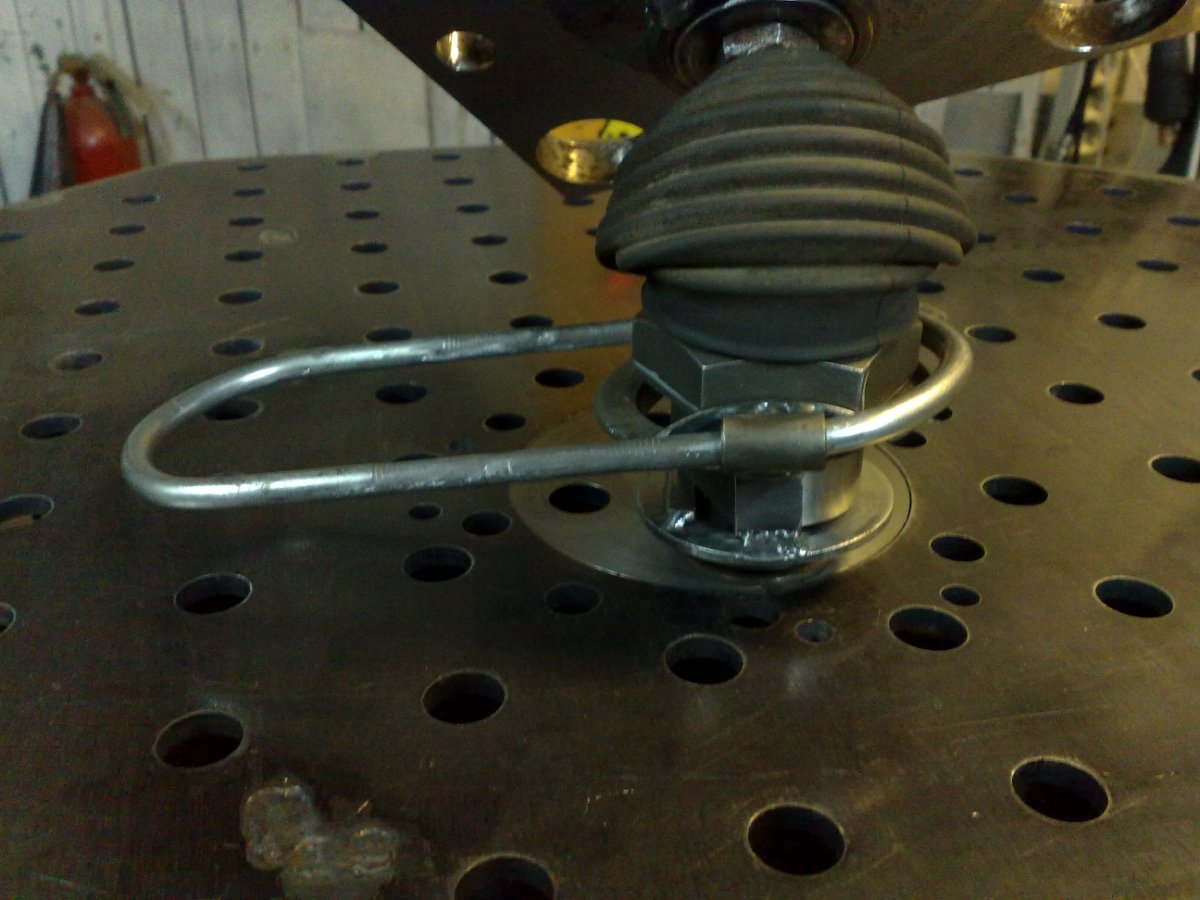
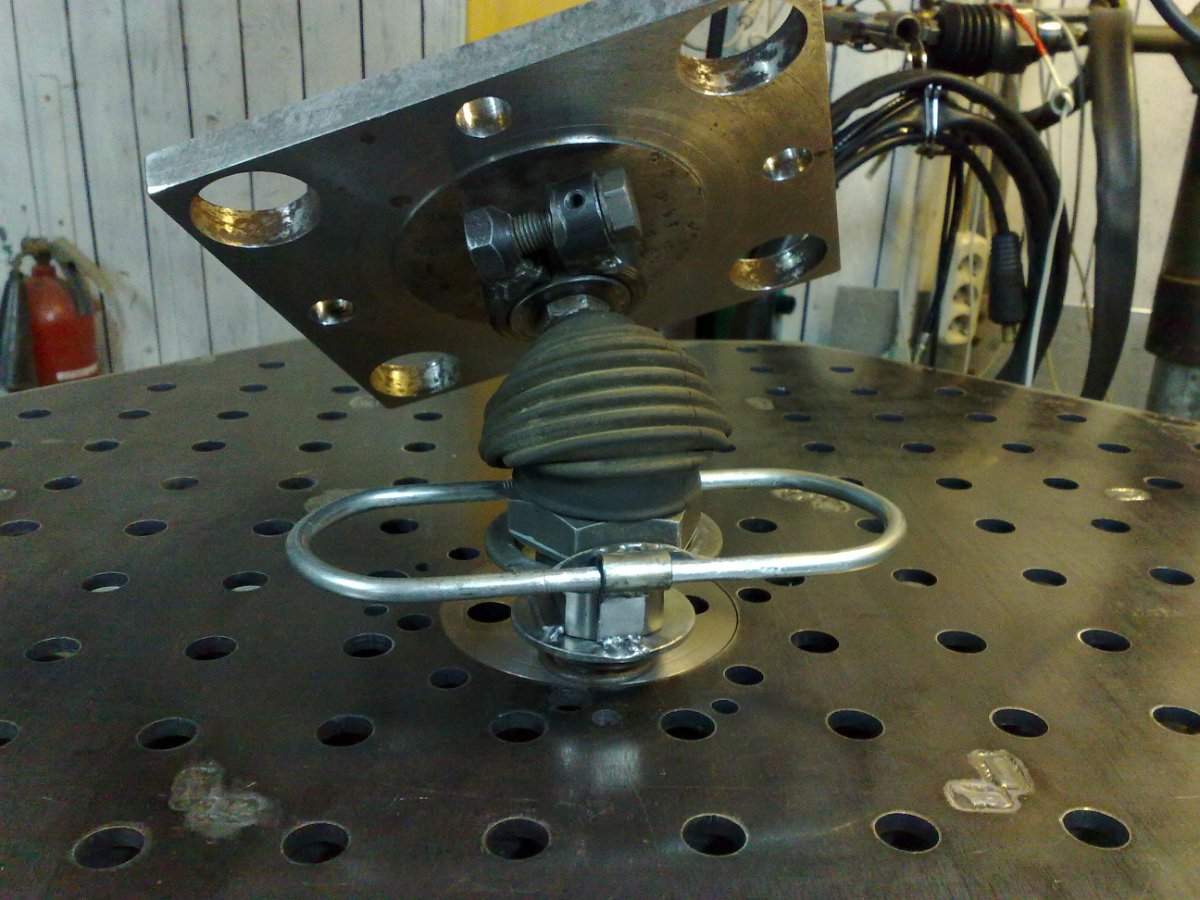
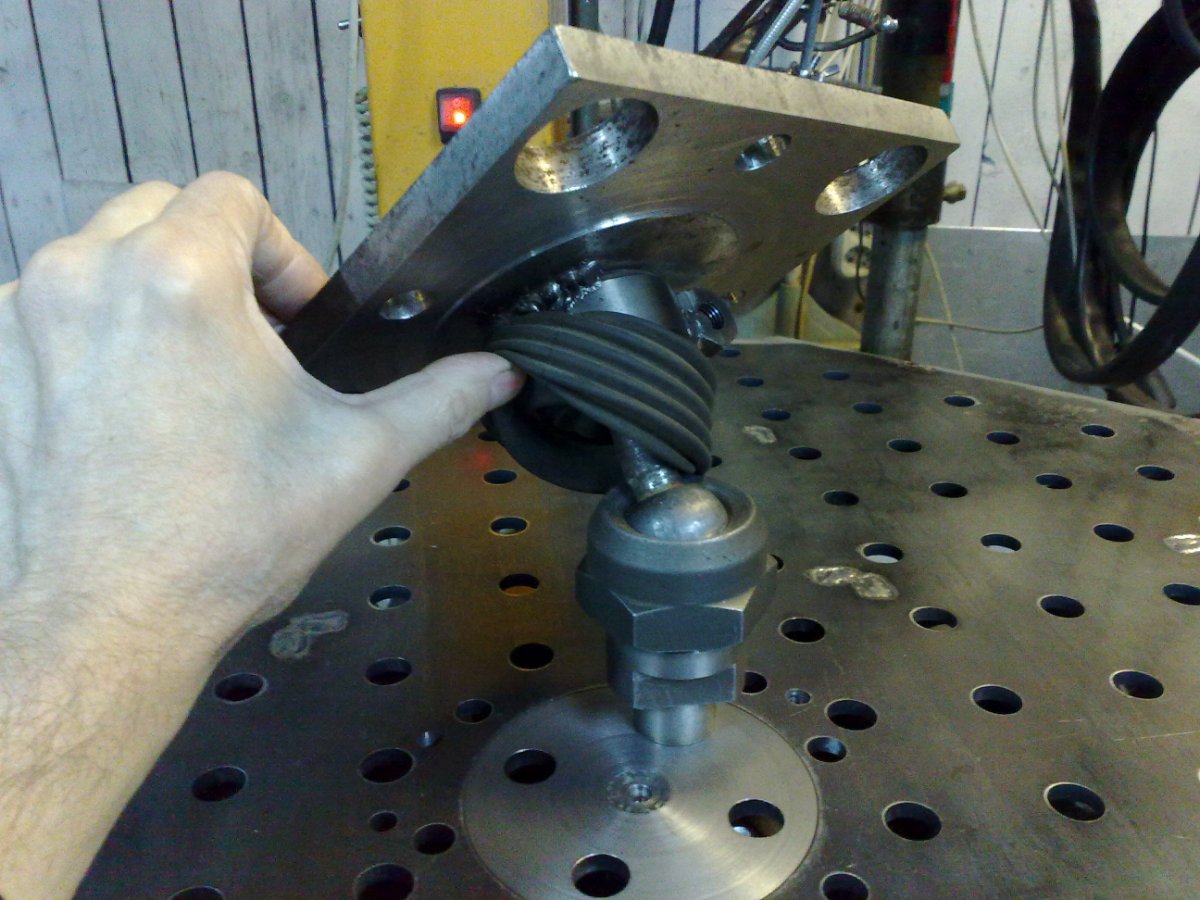
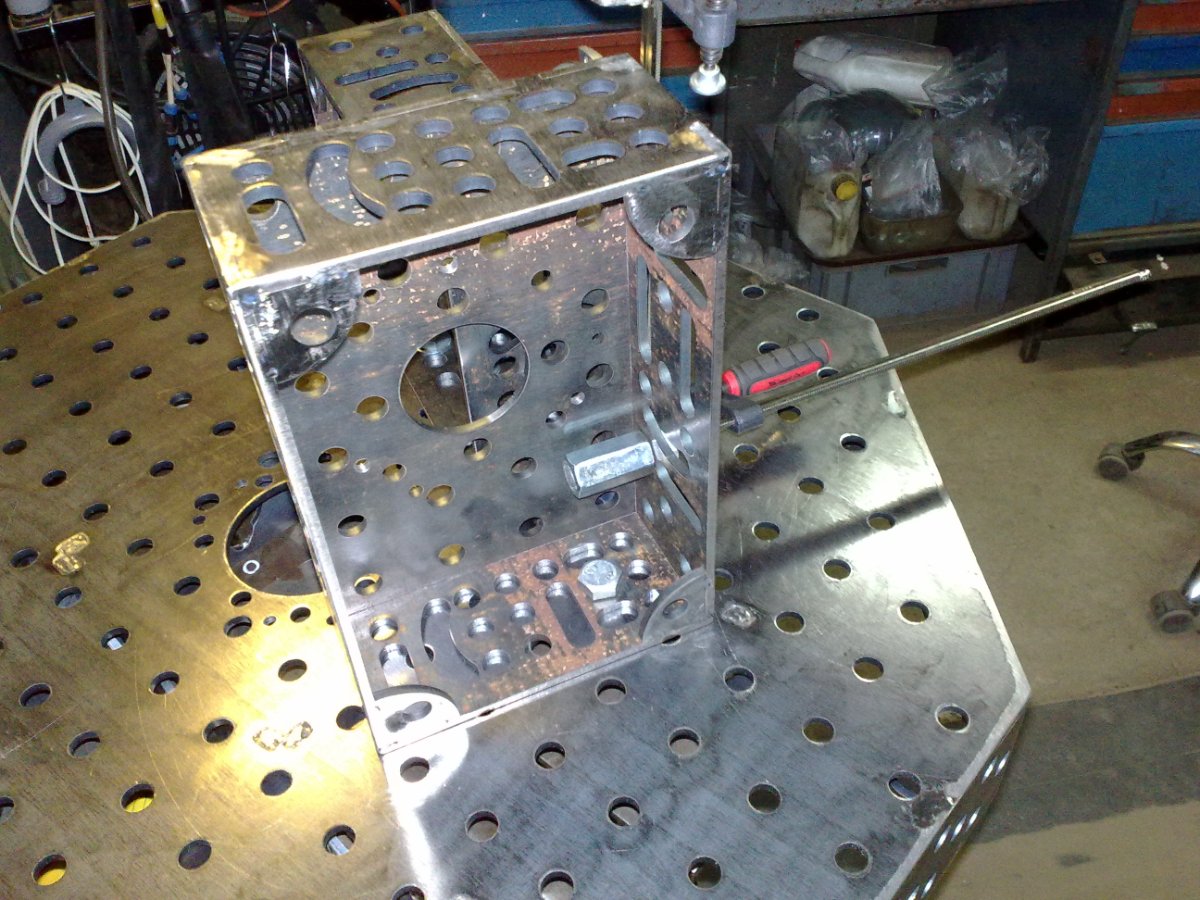
Доработка по шарнирному столику из сообщения выше. Если кто вдруг рискнет повторить, то необходимо учитывать, что у такого шарнира есть эффект сомозатягивания гайки, когда палец шаровой опоры вращается в незатянутом состояние. Гайка может так самозатянуться, что рукой уже не открутить, только ключом. Для предотвращения самозатягивания, необходимо блокировать вращение гайки относительно корпуса шарнира. Но должна оставаться возможность несложной разблокировки, для затягивания гайки. Вашему вниманию - несложный механизм, позволяющий блокировать гайку от самозатягивания и затягивать ее без дополнительного инструмента. П.С. Неказистый вид сего девайса обусловлен тем, что все было исполнено из того, что попалось под руку, ничего специально не изготавливалось, а также варил по цинку (лень было тщательно зачищать).
-
 Общие сведения о коррозии алюминия. П.С. На сайте есть еще много информации по коррозии различных материалов. https://www.okorrozii.com/korrozia-aliuminiya.html Ну и про антифризы, чтобы два раза не вставать. Приведенный по ссылке материал - первое что попалось под руку, любопытные желающие могут сами поискать информацию по этой наводке (виды антифризов, физико-химический механизм работы пакета присадок и т.п.). https://rolfoil.ru/articles/karboksilatnyi-antifriz/
Общие сведения о коррозии алюминия. П.С. На сайте есть еще много информации по коррозии различных материалов. https://www.okorrozii.com/korrozia-aliuminiya.html Ну и про антифризы, чтобы два раза не вставать. Приведенный по ссылке материал - первое что попалось под руку, любопытные желающие могут сами поискать информацию по этой наводке (виды антифризов, физико-химический механизм работы пакета присадок и т.п.). https://rolfoil.ru/articles/karboksilatnyi-antifriz/- 2 ответа
-
- 1
-

-
Спасибо! Я принял решение - заказал полудрагоценный алмазный диск.
-
Я сейчас тоже на карбиде точу, но наждак еще используется для резцов и сверл, так что приходиться стараться камень не попилить. Но это получается плохо, волнистость присутствует. Но самое плохое - дикий износ камня, со всеми вытекающими (в основном пыль). Ставить еще один наждак - это разводить еще одно грязное место, которого и так не хватает. И да, все это иногда используется для автоматической сварки. Точить приходится в меру точно, с двумя углами (второй угол - чтобы не притуплять), а то швы начинают различаться по ширине. Еще есть одна проблема. При заточке мне нужно вооружать зрение, что задает лишнюю ходьбу. Вот на приспособе особо смотреть не нужно, можно и в слепую для неответственных работ заточить.
-
Заказал себе вот этот. Начну с малого, все не 6500. https://www.vseinstrumenti.ru/product/disk-abrazivnyj-grindex-start-3st8035-10657862/
-
Вот новый диск и заточил пару-тройку электродов. Проплешины - это уже основа. Ну что, советуешь вложиться на 6500 за Кедровский диск?
-
Проведу констатацию фактов, чтобы тема не удлинялась до нечитаемых размеров. Повторю мысль первого сообщения. В заточке электродов нет совершенно никаких проблем. Электрод можно заточить хоть об стену. Мы в армии банки с ЦИАТИМом об бетонку вскрывали, потому что в комплекте инструмента для самолета консервного ножа (да и любого другого) предусмотрено не было. Кромка банки стачивалась за 1 минуту (бетонка была хорошая, американская). Рассматривать заточку на карбиде кремния (без разницы: на наждаке, болгарке, гриндере) смысла нет - дело совершенно бесхитросное. Все таки рассмотрим "алмазные" диски. Остается не совсем проясненный вопрос: алмаз, или нитрид бора. Но сдается мне, что нитрид бора - за глаза. Мне видится основная проблема в связующем покрытие диска, и в меньшей степени в износостойкости кристаллов алмаза/нитрида бора. Основные виды связующего - твердые и мягкие. По материалу связующего - никель и бакелитовая смола. Бакелитовые смолу рассматривать не будем, так-как при таком пятне контакта с затачиваемым электродом, давление не рабочую поверхность недопустимо большое. И основная особенность бакелитового связующего - самозатачиваемость. То-есть нужно постоянное перемещение по обрабатываемой поверхности, чтобы рабочая поверхность всегда оставалась плоской. В противном случае будут нарезаться канавки как и на карбиде кремния (на этих камнях связующее тоже не очень прочное). Теперь по никелевому связующему. Наверное значение имеет толщина покрытия? На том, что я использовал, толщина никеля минимальная (и стоимость минимальная). И очень плохая адгезия к подложке (мое субъективное впечатление). Новый электрод, с торцованным концом, просто срезает слой никеля. Так-как "партия учит нас" (с), что риски от абразива на электроде должны быть вдоль тела электрода, а для сбережения покрытия нужно точить поперек, для увеличения площади контакта и как следствие - уменьшение давления по покрытие. Еще, при малой толщины никеля, кристаллы сильно торчат над поверхностью и наверное из-за этого плохо держаться в связующем. Также, на дешевых кругах, низкая концентрация кристаллов. Хотя, по правильному, при низкой концентрации и большой ширине рабочей поверхности, толщина связующего должна быть большей, чем при высокой концентрации кристаллов. В общем, эксплуатанты дорогих-богатых машинков, колитесь, как дела с износостойкостью, и что с этим делать. Стоит покупать диск за 6000 р., или выгодней шоркак как семечки диски за 200 р.?
-
Вот я сам и не экспериментировал. Жду кто за свои деньги провел исследования. Я не стал так тратиться. Своял за приемлемые деньзи (на момент постройки 3000 р.). В общем, нужен диск, алмазный, или нитрид бора (выбора будет обусловлен наверное все таки ценой). На других видах образина механизация процесса заточки весьма затруднительна по реализации конструктива и износостойкости абразива. По связующему закрепления абразива на диске. Все-таки никель. Как показала практика бакелит совсем уж не стойкий.
-
Есть одна слесарная работа, предшествующая сварочной, которая меня сильно затеребила. Заточка электродов TIG. Сразу ограничу рамки диспута. Интересует сугубо проблема применения алмазных дисков в размере до D50. И в частности: какое легкодоступное место покупки (чтобы два месяца не ждать); износостойкость; рабочие обороты (влияние оборотов на износостойкость)? Пока на глаза попалось всего два варианта покупки: https://www.vseinstrumenti.ru/product/disk-abrazivnyj-grindex-start-3st8035-10657862/ https://www.vseinstrumenti.ru/product/shajba-shlifovalnaya-40-mm-dlya-tig-40-kedr-8007167-882320/ Цена большая, чтобы эксперементы ставить самому, да и диаметр маловат (мне доступны только 6700 об/мин). Сейчас применяю вот такой. Износостойкость - два раза чиркнуть. https://www.vseinstrumenti.ru/product/krug-shlifovalnyj-49-3x7-5x10-mm-wortex-0321081-5458903/
-
Это будет грамотное конструкторское решение, но случается, что это экономически неоправданно.
-
При проектировании подобного, учитывают риски влияния разряжения/избыточного давления на конструкцию и сварное соединение. Сапуны не зря человечество изобрело. А по хорошему, необходимо подходить к конструированию так, чтобы не создавать избыточных технологических сложностей и рисков.
-
К слову. При проектировании подобных сварных изделий предусматривают вентиляционные отверстия, если нет особых требований к герметичности полостей.
-
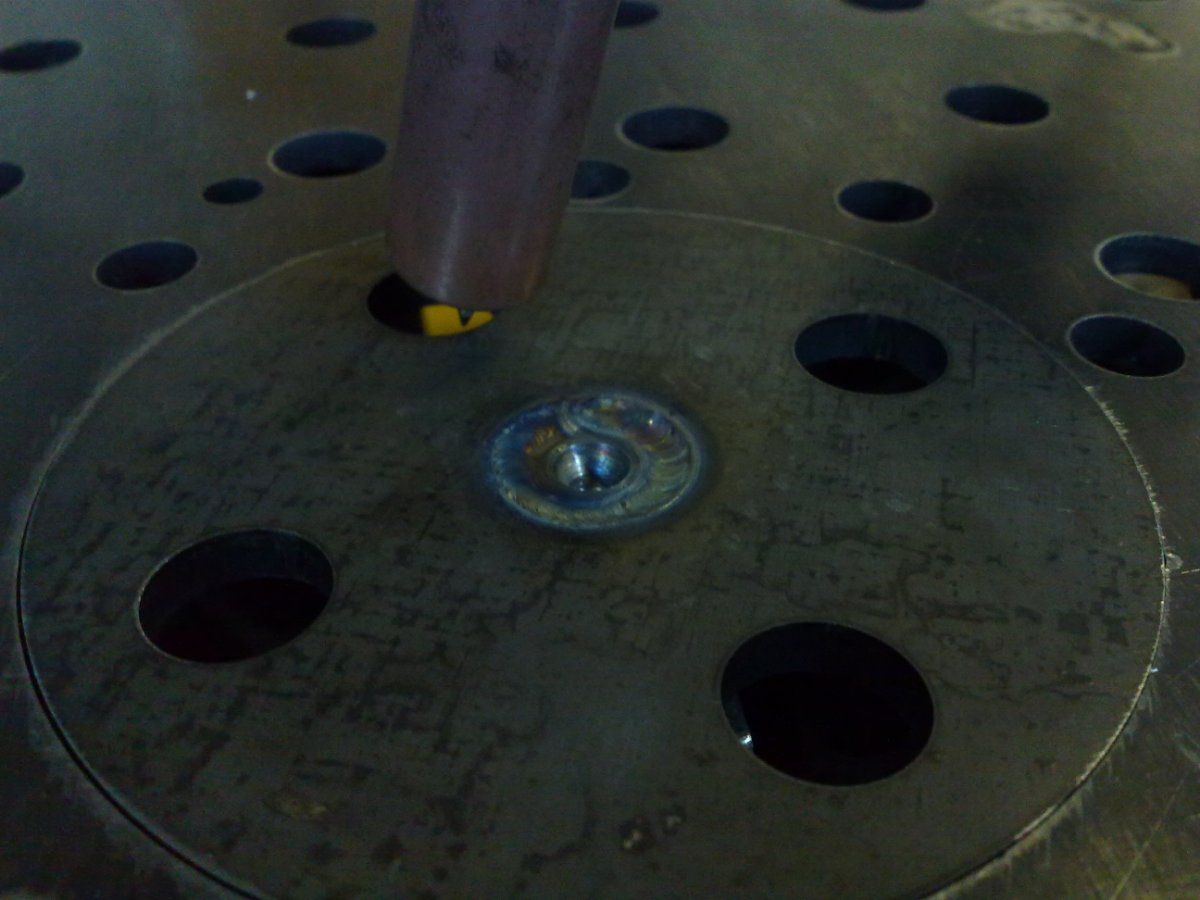
Насколько процесс увеличения-уменьшения объема воздуха скоротечен-инертен можно убедиться вынеся сейчас на улицу (у кого уже похолодало) пустую пятилитровую баклажку из под воды. Еще нужно учитывать что теплопередача у алюминия высокая, так что предварительные подогревы-охлаждения помогут не сильно. Отверстие нужно заваривать когда тепловые процессы стабилизировались, иначе, как у нас электромонтажников говорят: "можно припаять, а можно намазать".
-
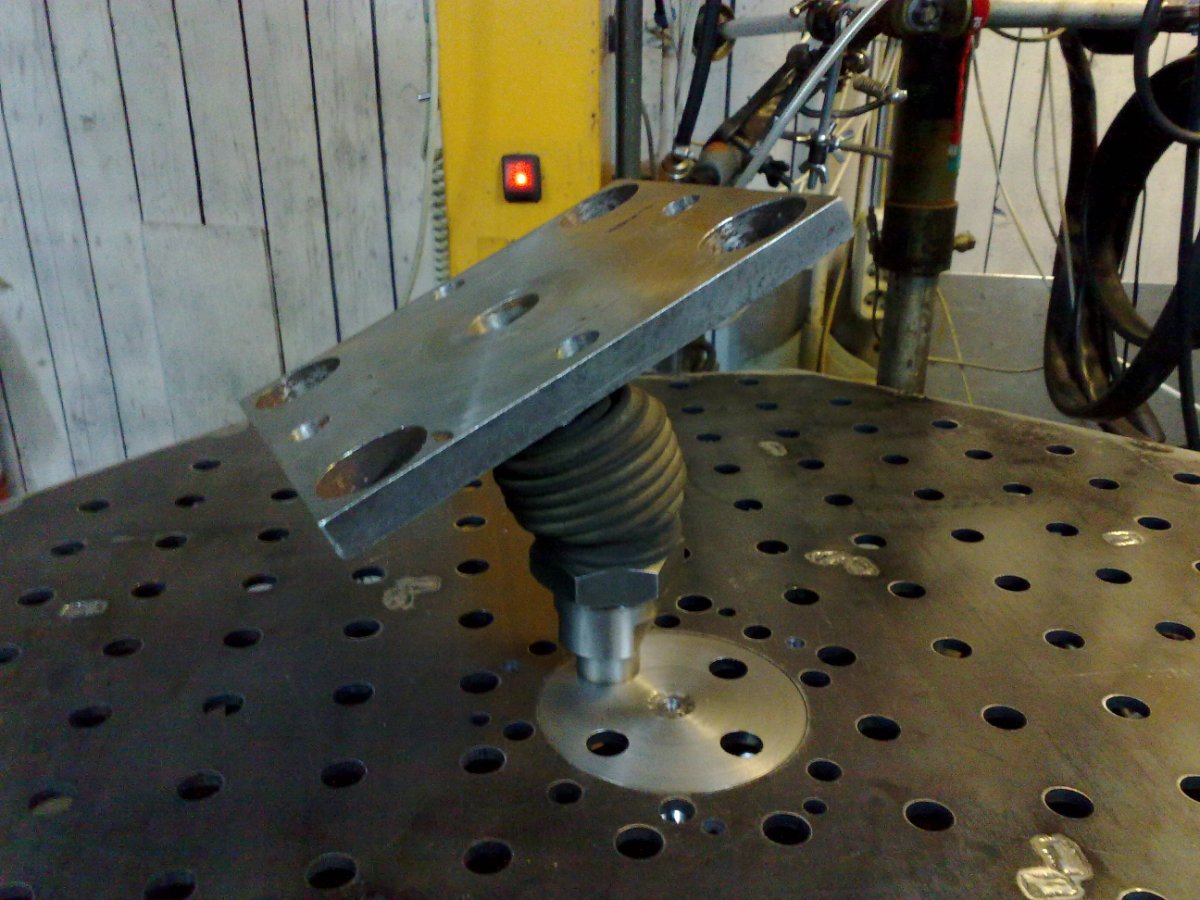
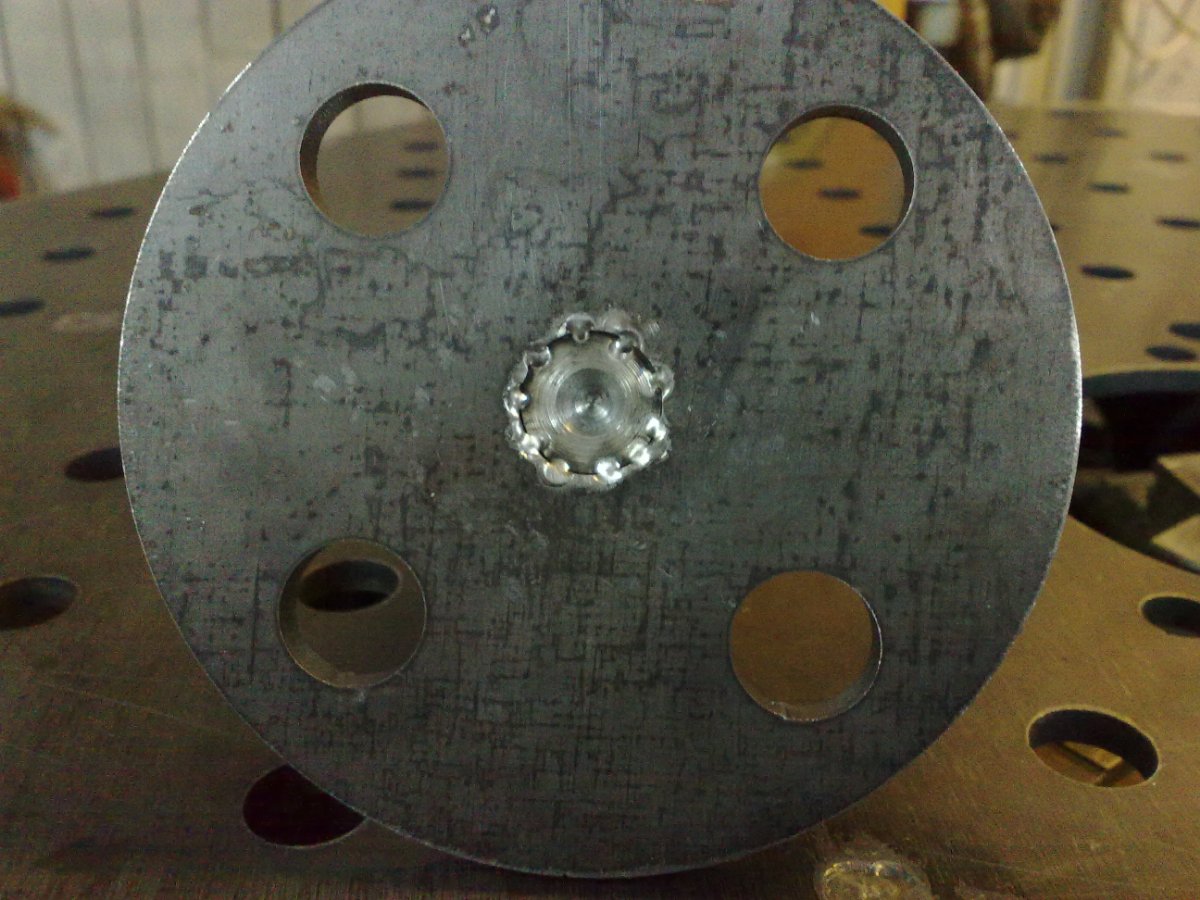
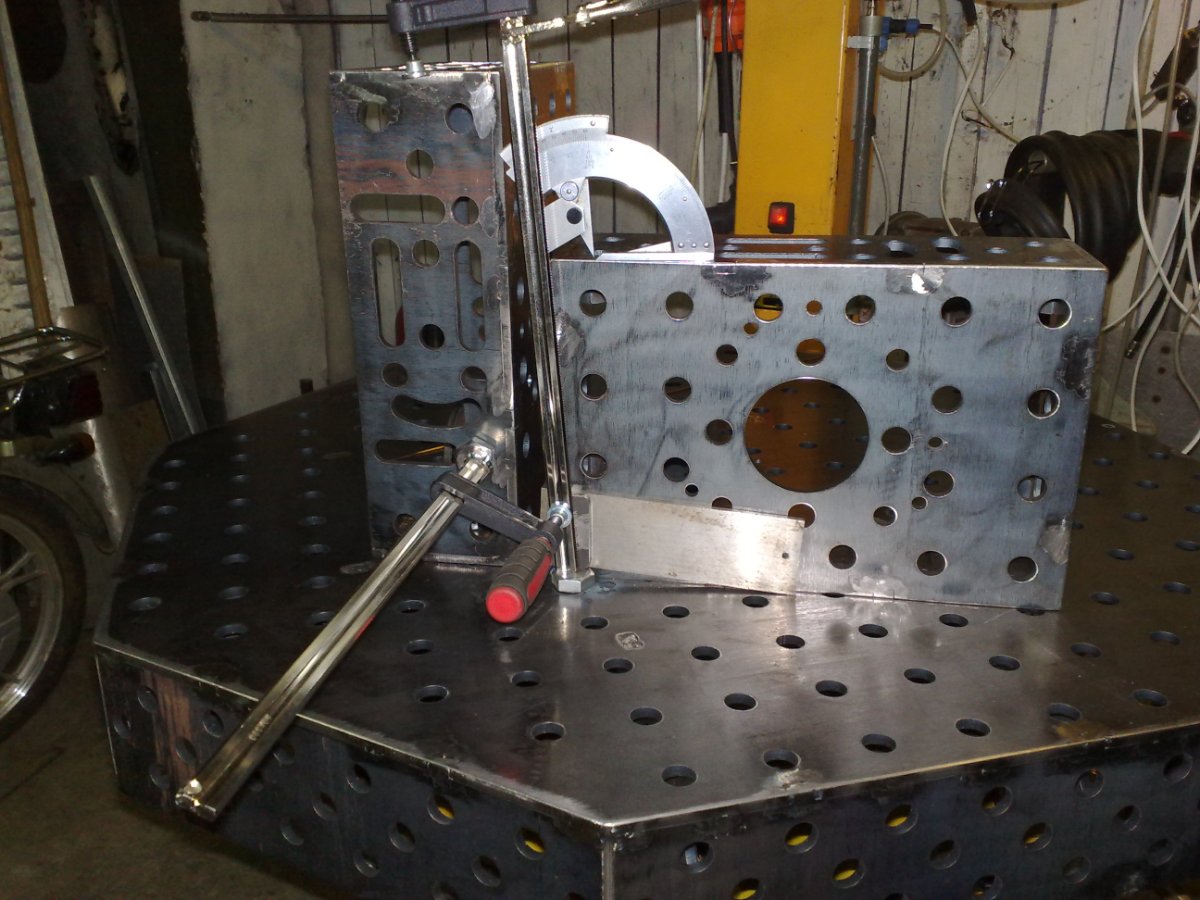
Оснастка стола. Шарнирный столик. Шарнир из цангового патрона и шаровой опоры.
-
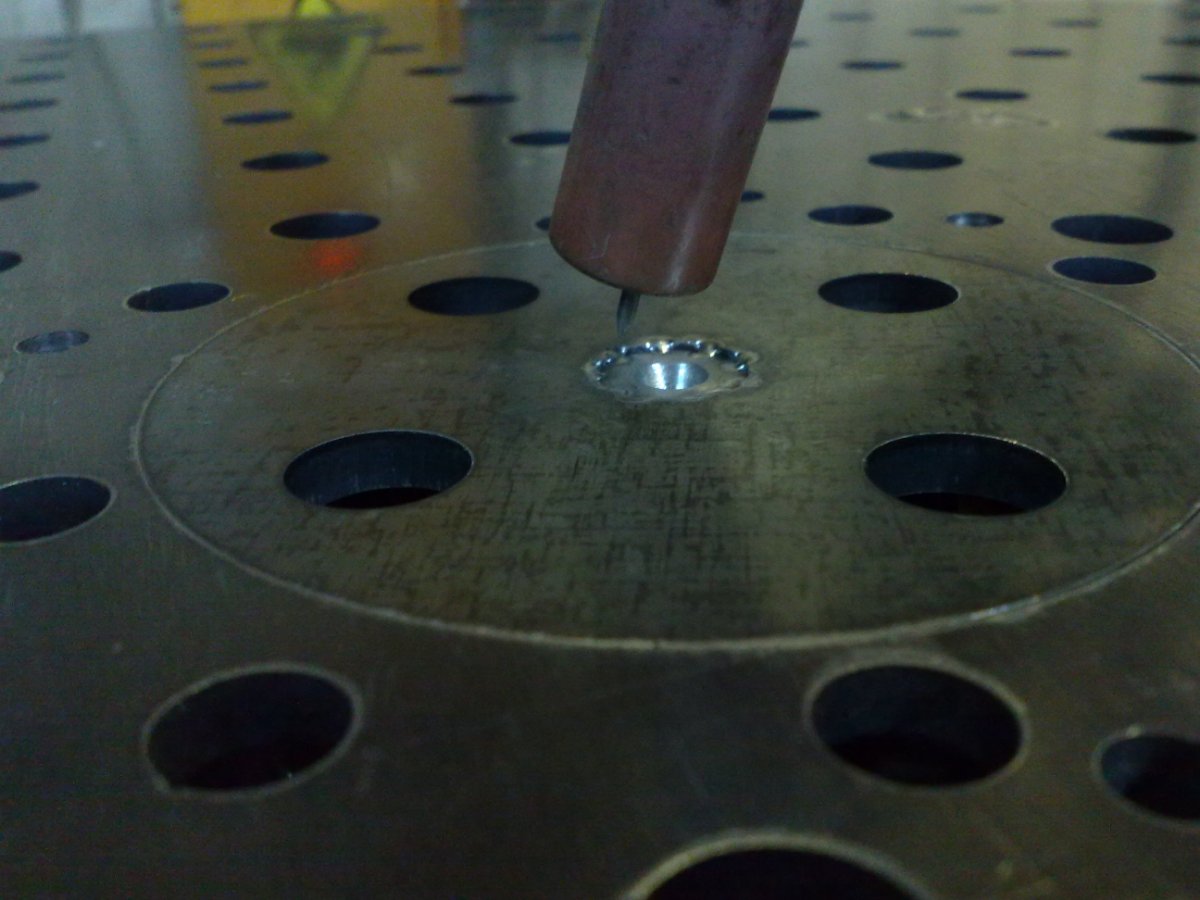
Сразу не додумал - оставил посередине дырищу, в которую все норовит увалиться. Исправил этот промах.
-
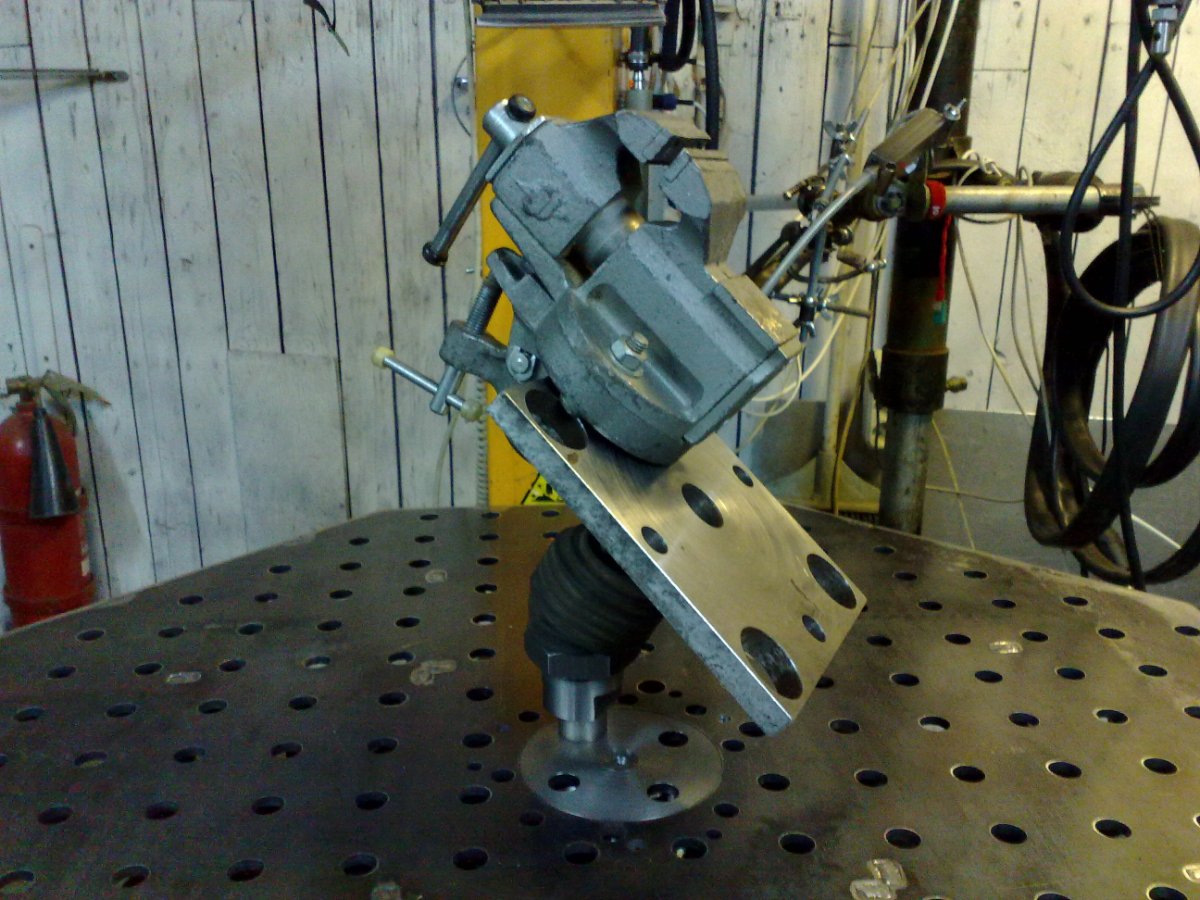
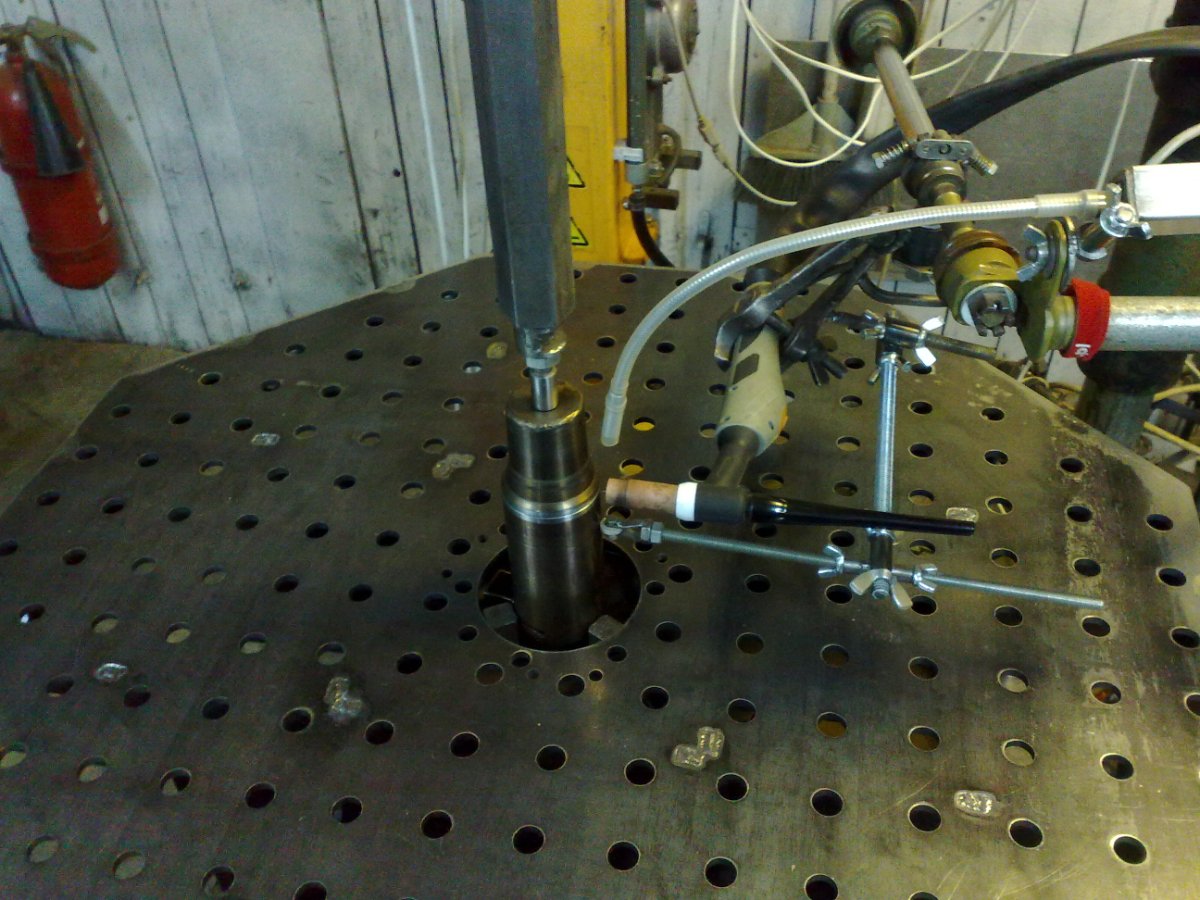
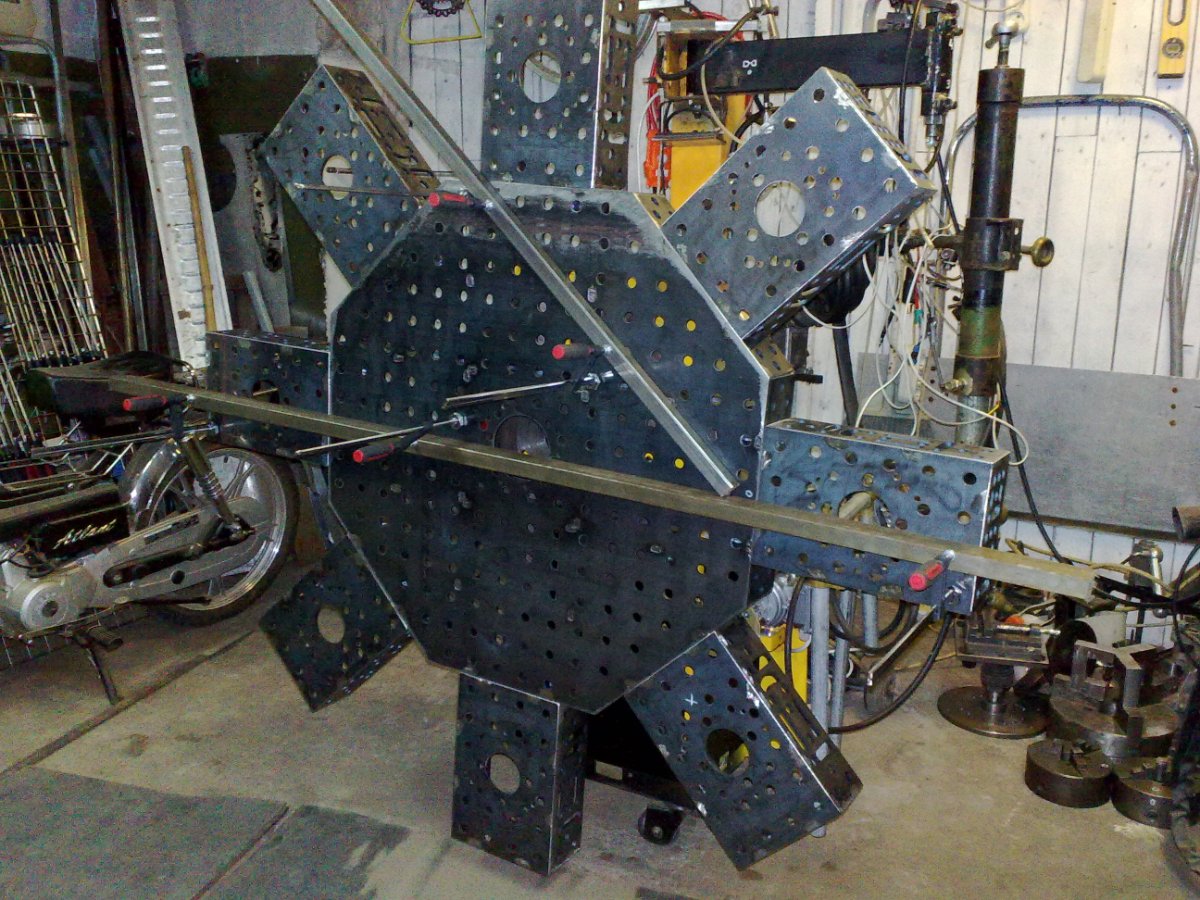
А вот и первое применение стола. Экспериментальным путем установлено - стол практически не мешает в работе
-
У меня нет ни места, ни денег для полноразмерного сварочного стола. До этого я варил, примостившись на планшайбе, на которой сейчас этот стол закреплен. Лист 6-ка взят из-за весовых ограничений. Даже при такой толщине листа, центральная часть весит 43 кг (+ планшайба 20 кг). Во-первых ставить-снимать тяжело одному, во-вторых момент инерции уже и при таком весе зашкаливает, так и редуктор можно кончить. Про практическую сторону. Это завершающий (я сильно надеюсь) этап программы модернизации старого шиномонтажного станка. Я выжал из этого станка практически все что мог. Кстати, станок начал так преображаться из-за того, что стоял - место занимал, а в металлолом сдать - рука не поднималась. Так что причинно-следственная связь тут повернута в обратную стороны. Сначала был инструмент, а задачи под него нашлись потом. Концепция всего этого перфоманса обусловлена неумолимо надвигающейся старостью. Я уже на сегодняшний момент имею травму позвоночника и основных суставов, мне тяжело нагибаться, стоять. Так что все делаю для облегчения жизни. В данном случае, чтобы не прыгать вокруг детали. И еще, я не сварщик и сваркой в принципе и не занимаюсь. В связи с этим, легко могу подобрать (взять в исполнение) сварочные задачи под тактико-технические характеристики своего оборудования.
-
Циклопическая конструкция в итоге своялась.
-
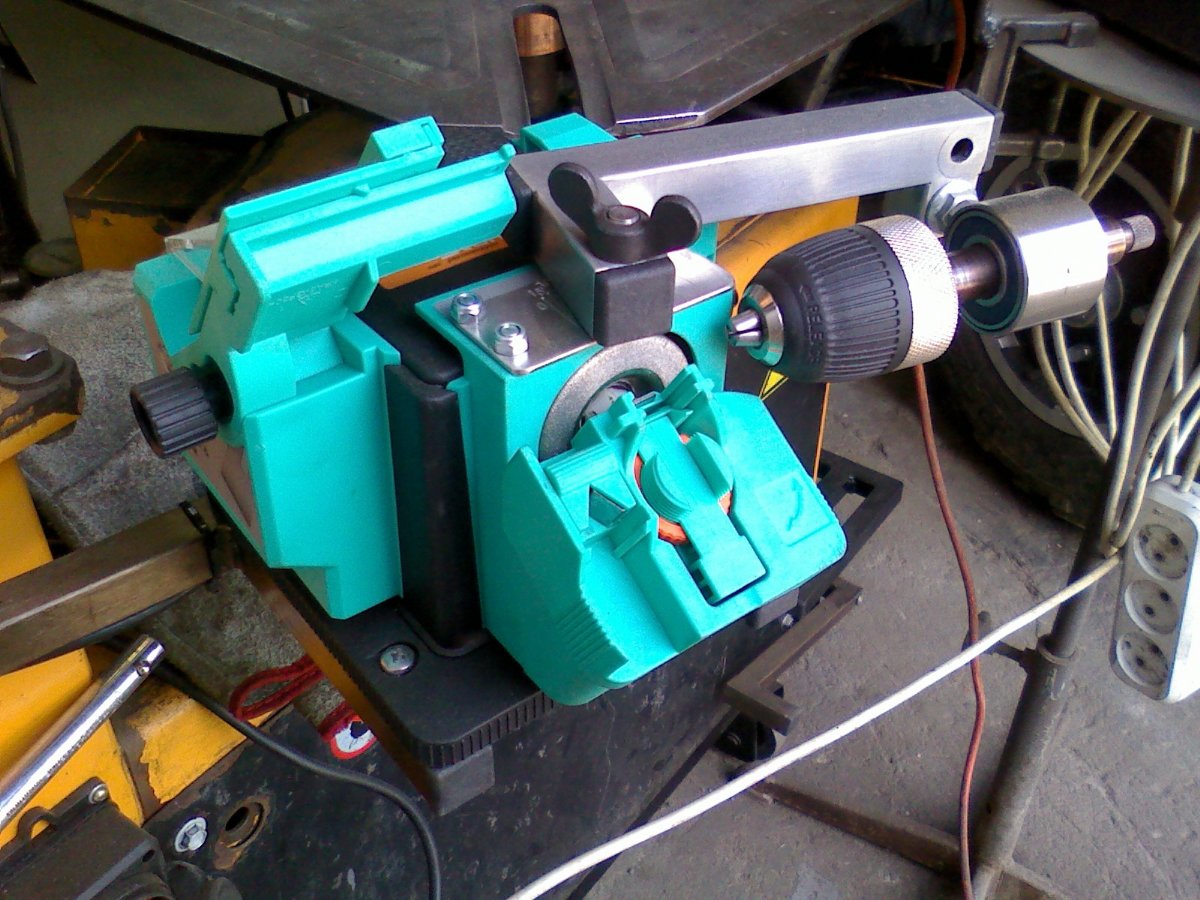
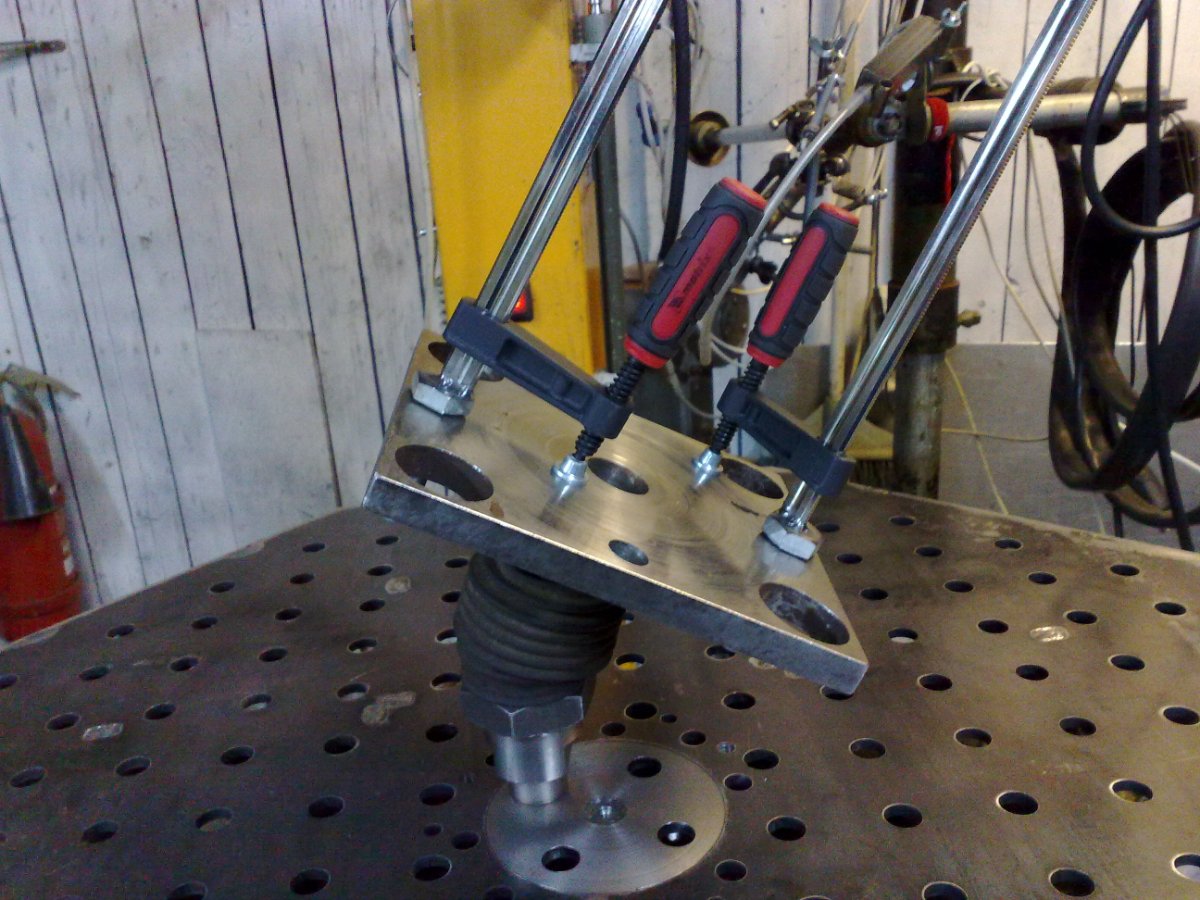
Струбцинная оснастка (изготовление).
-
http://rep.bsatu.by/bitstream/doc/733/1/Misuno-O-I-Mekhanika-materialov.pdf п. 3.3.2 п. 4.2.1
-
На потерю устойчивости считали? На беглый взгляд - конструкция склонна к потери устойчивости.