sherwood
-
Постов
834 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент sherwood
-
 Это образно написал. Понятно что расслаблять нельзя, просто на малых оборотах очень часто било и как только надо работать всегда испытывал не приязнь работать этим (воздушной) инструментом. А с этой машинкой как то легко. Понимаю что в отверстии если фреза коснется минимум с двух сторон металла ее может заклинить и тогда все будет не предсказуемо, фреза должна касаться металла только одной стороной. Но все равно спасибо, за напоминание.
Это образно написал. Понятно что расслаблять нельзя, просто на малых оборотах очень часто било и как только надо работать всегда испытывал не приязнь работать этим (воздушной) инструментом. А с этой машинкой как то легко. Понимаю что в отверстии если фреза коснется минимум с двух сторон металла ее может заклинить и тогда все будет не предсказуемо, фреза должна касаться металла только одной стороной. Но все равно спасибо, за напоминание. -
Купил все таки машинку от Dewalt, без щёточную, на 25000 оборотах фреза становится как просто цилиндр и обработка металл небо и земля по сравнению с УШМ+патрон или воздушная бор машинка. Сначала напряг руки думал будет как то бить или опять отпрыгивать, но немного попилив руки как то сами расслабились и обтачивать метал стало так легко как напильником только в разы выше производительность. На удары и намека нет, если нажать сильнее просто быстрее пилит. В общем не пожалел, вспоминаю как было долго и мучительно обрабатывать швы алюминия или пропиливать пазы в профиле (напильником). Будет время попробую на меньших оборотах, например как на УШМ 10000 для того что бы сравнить, будет ли биение/удары или нет.
-
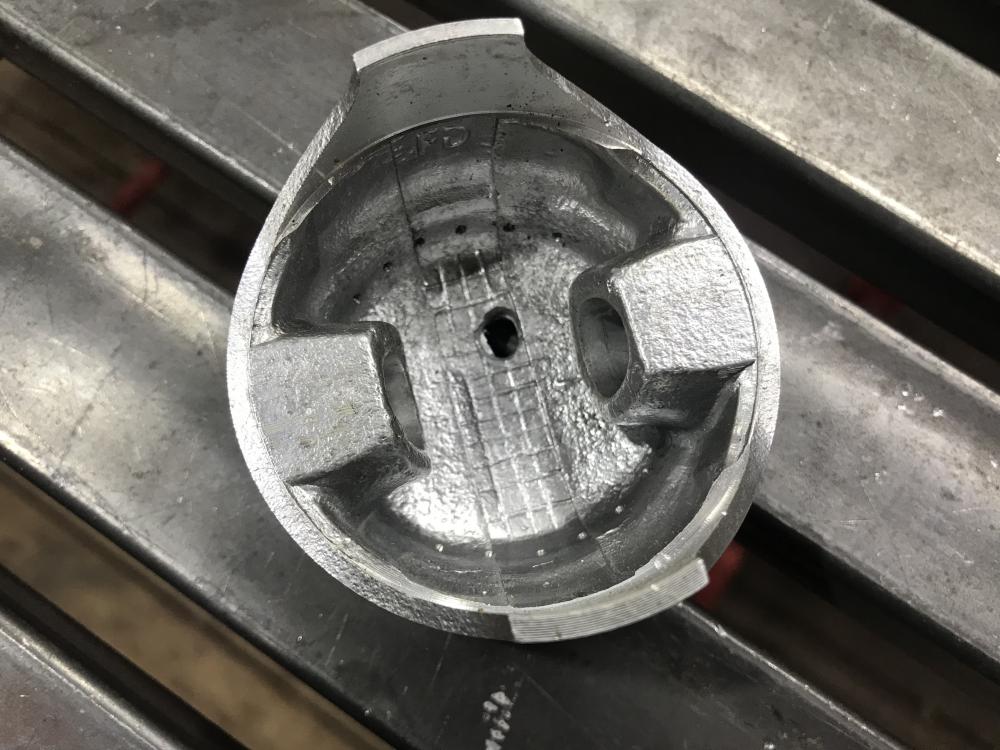
Оказалось что этот поршень не от мотика а от какой то косилки. Еще раз на них удивился, хотели вставить алюминиевую проволоку и расклепать. А Вы говорите Пакистан, у нас не хуже.
- 3 331 ответ
-
- 1
-

-
- технологии
- TIG
- (и ещё 1 )
-
Надо тогда попробовать убавить обороты на болгарке с гибким валом и посмотреть как реагирует на это. Но что то мне подсказывает что это не сработает, на квадратном колесе чем медленнейшим скорость тем заметнее биение, чем выше скорость, а при очень большой скорости можно подумать что вообще на круглых колесах едешь. Думаю тут тоже самое. Ладно, будет время попробую.
-
То есть при обработки металла машинку не должно отбрасывать? Или все таки для этого нужен навык, вроде держу не слабо ее, и не так сильно нажимаю, но все равно чуть нажал то прям прыгает, как будто фреза имеет всего один лепесток.
-
Подскажите по бор машинкам. Есть у меня воздушная, но она вроде должна работать от 8 атмосфер постоянных, а у меня компрессор всего дает 8 и баллон на 50л, как бы при включении атмосферы падают и я так понимаю машинка не может работать на своих 20000 оборотах (на сколько помню, если не ошибаюсь). Есть также гибкий шланг с патроном на конце, а второй конец к УШМ, у которой вроде 11000 оборотов. Вопрос в том, что когда обрабатываю алюминий (фреза для алюминия с крупным зубом) переодически, даже часто "брыкается" то есть происходят удары. Я так понимаю это от маленьких оборотов? Просто хотел прикупить электрическую бор машинку, но смущает то - а если она так же работает и дело просто в моих руках и я не умею работать этим инструментом. Подсознательно вроде понимаю, что бы не прыгало нужны большие и стабильные обороты, чем больше обороты тем мягче должно идти фрезерование. Цена на бор машинки как на чугунный мост, не хотелось бы купить и положить на полку для коллекции.
-
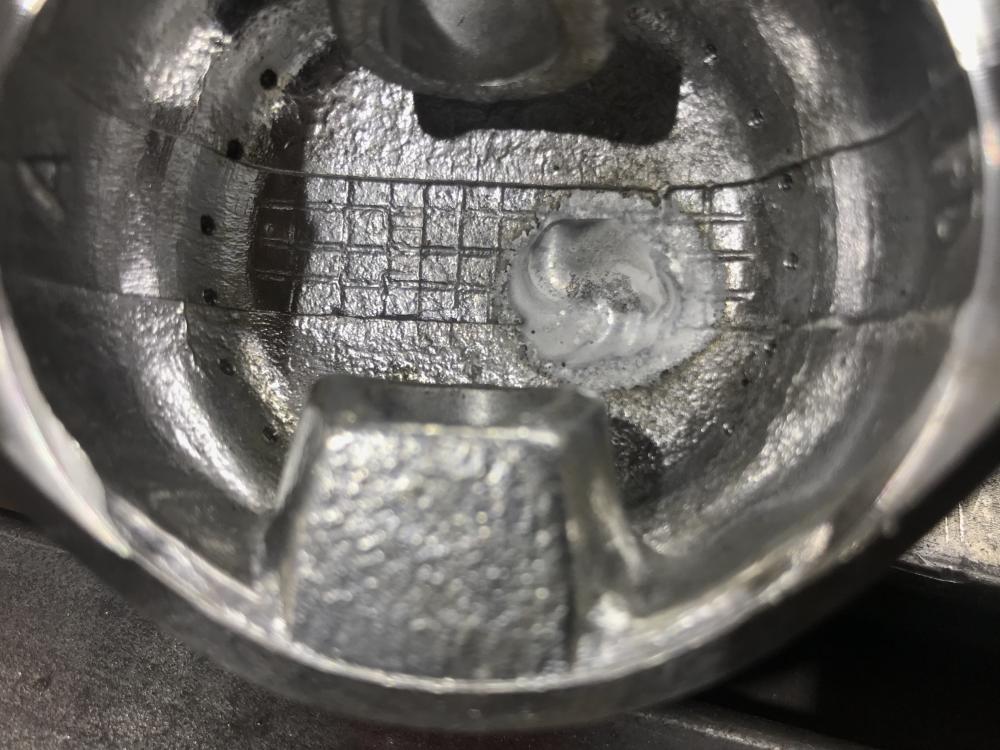
Предварительно не грел, так как Ваш пост это уже после работы. Сварился легко для меня. На счет деформации не знаю, визуально вроде такой же и остался. Сваривал на 110А, 4043 2мм., электрод 2.0мм.? баланс -2, 70 Герц. Сваривал с двух сторон, ни чего не пузырилось, грязь не лезла. Сказал бы так - сваривался приятно.

- 3 331 ответ
-
- 7
-
-
- технологии
- TIG
- (и ещё 1 )
-
Мне поршень привезут, который уже разобрали и не по моему желанию что я обещал заварить. Это она наверное сами решили что можно заварить, а потом мне позвонили. Это такие ремонтники что ах. По телефону сказали может болт какой завернуть. Мой вопрос был про то из чего в основном делаются поршни для мопедиков, как они свариваются так сказать легко для новичка или как ЦАМ который кипит и нужен навык что бы его заварить. Понятно что ни какой гарантии на такую работу давать не собираюсь
-
Поршень от какого то мотика. Должны сегодня принести попробовать заварить. Клапан пробил маленькое отверстие в донышке. Это сваривается? Что то мне кажется это утопия. Или обычное дело для Вас? Если сваривается то чем лучше из 4047 и 5356? Вроде как думается что 4043.
-
Продолжение кубизма Встречайте - Красный квадрат (кронштейн для кондиционера):
-
У них отдельно такой профиль можно прикупить и какова цена?
-
СПС.
-
Продолжение темы Кубизма - http://websvarka.ru/talk/topic/347-prikolnye-kartinki-i-fotki-o-svarke/?p=475064 Тогда это мой (кронштейн для кондиционера в гараж), прям так на прихватках, не окрашен (я так вижу), рядом еще несколько профилей приварите сами кому куда надо. А сейчас будет больно - цена 100т.р. "Подходи не скупись, покупай живопИсь".
-
Ссылочку можно?
-
Если он так плохо видит может ему не заниматься этим?!
-
Я про то как сварено.
-
Это вообще законно? И это стоит 50т.р.? Шоб я так жил.
-
А что не так с видео? И что не так с одиноко стоящими минометами?
-
Понял, спасибо, будет возможность попробую. Имеется ввиду на режиме AC+XP на Cebora?
-
То есть на постоянном токе был бы более контролируемый процесс? Надо в следующий раз попробовать. Не совсем понятно про холодную ванну, ну то есть понятно что температура должна быть меньше, но не понятно как этого достичь если ванны еще нет а металл как то выгорает. Такое ощущение что метал как то частями нагревается, плавится какой то тонкий слой и пузырится, потом следующий и так далее. И соответственно если можно так сказать ванны не видно а метал уже перегрелся. Я бы купил 4047 с кем нибудь в складчину. Как то мало ее по магазинам, а где есть для моих так сказать не значительных работ многовато стоит.
-
Валер, ты что рядом стоял? Я сначала пробовал 5356 как тут советовали и да как то сварил, но после зачистки было много пор, снова сваривал, и опять поры, потом решил попробовать 4043 и с ней как то лучше стало. Да поры могли появляться но уже гораздо меньше. Да, и для таких сплавов какая частота предпочтительнее, чем выше тем лучше или наоборот? Мне показалось что меньше лучше, на 60 сваривал. И баланс что предпочтительнее больше в плюс или минус?
-
Вот так у меня и получилось.
-
Сначала так и делал, начинаешь греть идут пузыри, фрезой зачистил опять греешь опять пузыри и конца и края им нет. Вот как только мешаешь метал с присадкой то вроде все хорошо. И даже если уже на заваренном месте просто начать греть опять идут пузыри, вроде метал уже перемешан с присадкой.
-
Понятно. Покажу владельцу, если не понравится то переделаю. Сваривать его как то не очень приятно. А что происходит при сваривании, почему металл так пузырится? Я же его даже еще не успеваю нагреть до получения ванны.
-
Вроде сделал. Та что светлее с ней проблем не было, зажигаешь дугу, появляется ванна и дальше как по написанному. А вот с темной (вроде как оригинал) для меня не все так просто, зажигаешь дугу и ванна еще не появилась а в металле уже кратеры, как будто пористый шоколад, чуть подогрел и пузыри начали лопаться. Вроде заплавишь все, начинаешь зачищать а там не большой кратер, думаешь ща капну и все. Зажигаешь дугу и полный трындец, где было чисто вокруг опять кратеры. Попробовал присадку 4043, вроде с ней получше процесс, но не то. Потом вспомнил что где то смотрел или тут читал, что надо на присадке дугу разжигать и плавить ее смешивая с основным металлом, вот таким способом вроде все заварил.
- 3 331 ответ
-
- 4
-
-
- технологии
- TIG
- (и ещё 1 )