

sherwood
-
Постов
834 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент sherwood
-
Валер, если не трудно можешь попробовать баланс +8 EN и +8 EP при каком шарик образуется на WL-20? Ну то есть зачистка можно сказать была максимальной (почти)? Версию прошивки и дату выпуска апарата не напишешь? Для сравнения. Понятно что аппарат можно как то подстроить и убрать этот эффект, считаю что это не правильно, аппарат должен работать на любых режимах, вот прям на любых которые в него заложены. А дальше сварщик исходя из своего опыта уже подстраивает аппарат смотря что у него получается при сварки - мало зачистки, маленькое проплавление или все наоборот? но дуга должна гореть при любых режимах и соответствовать им (например на большой частоте узная и сконцентрированная, на маленькой широкая и менее сконцентрированная). А тут получается мы ищем у него режимы в которых ему не поплахеет. То есть хочется добавить частоты что бы шовчик поуже получить и дугу по уже, а тут нет я на такой частоте не варю, мне хорошо на другой. Замечательно.
-
 Но ток росжига вроде меньше или у тебя больше был? Не давно радиатор от АКПП Ниссана Навара надо было штуцер заварить (прогнил) и отверстие бочке. Попробовал электродом 2.4 как то не очень, но поставив 1.6 и поигравшись настройкой диаметра электрода, а именно поставив 0.5мм вроде все заварил. Может все таки настройка диаметра электрода как то на это влияет, то есть если ставишь электрод 2.4 то и настройку надо делать не меньше, аппарат может как то это определяет. На днях наверное сниму видео о том что на аппарате перепутана настройка баланса полярности и отошлю в Cebora, сказали прислать видео, но вроде ни кто не жаловался, но я как бы хоть и не опытный сварщик но вижу что "ослик" показывает и что происходит с электродом.
Но ток росжига вроде меньше или у тебя больше был? Не давно радиатор от АКПП Ниссана Навара надо было штуцер заварить (прогнил) и отверстие бочке. Попробовал электродом 2.4 как то не очень, но поставив 1.6 и поигравшись настройкой диаметра электрода, а именно поставив 0.5мм вроде все заварил. Может все таки настройка диаметра электрода как то на это влияет, то есть если ставишь электрод 2.4 то и настройку надо делать не меньше, аппарат может как то это определяет. На днях наверное сниму видео о том что на аппарате перепутана настройка баланса полярности и отошлю в Cebora, сказали прислать видео, но вроде ни кто не жаловался, но я как бы хоть и не опытный сварщик но вижу что "ослик" показывает и что происходит с электродом. -
Для того что бы попробовать то о чем ты пишешь нужно иметь что то то что гарантированно будет определять неисправность, например электрод. Купив электроды в разных магазинах нет гарантии что они вообще не сделаны на одном заводе в Китае, даже если покупать их например с Америке. А если мы не можем исключить их из нашей формулы неисправности то как можно продвигаться дальше по устранению. Так же как можно определить качество металла в частности алюминия, тоже субъективно. Вроде лестница а не какая то деталь которая купалась в масле а проблема есть. То есть проще говоря в формуле много неизвестных параметров. Пока мысли одни, которые я не могу объяснить, это то что после наложении шва например 20см, начинается проблема, добавляешь тока, вроде получше но все равно не то, как только меняешь электрод который из той же пачки и с той же заточкой с тем же вылетом и той же керамикой, НО он чистый и холодный, то все опять хорошо на какое то время. Пока думаю убавлю зачистку, поставлю 3.2 электрод и поменяю горелку у которой вся голова охлаждается и как говорится будем посмотреть. Возможно это у меня было и раньше с этой горелкой (NR-20) просто не было такого объема сварки, так там шовчик наложить на картере, там еще что то подварить, а тут лестница на которую у меня ушло 45 прутков присадки 2.4мм, работал почти два дня, замена ступенек, наплавка на продавленные, одно колено сломано - по бокам приварка листов для усиления и т.д. Так же может влиять количество Аргона? В том плане что раньше я ставил 7л при сопло 5-6, в данный момент стоит 5л, вроде зачистка есть, черноты нет, металл не пузырится, может его хватает для сварки но не хватает для охлаждения электрода? Хотя электрод после остывания серый, то есть не перегретый. В общем одни вопросы.
-
Да, есть такое не от марки а от того что на электроде появляется "налет от алюминия" и он (электрод или аппарат) плохо держит дугу. Заметил, как только начинается "пердеж" меняешь электрод и дуга становится стабильной и звук хороший, но это не надолго. Будет время на аппарате попробую загнать в минимум положительную волну, так как она в таком положении равна отрицательной, может это поможет, а то я добавляю плюса, а он и так при нуле больше чем минус, то есть и так есть очистка.
-
В СССР они нам поставили линию для заливки в крышки от бутылок пасты (белая такая резиночка, только она изначально жидкая как кефир). Как сейчас помню стырил с этой линии несколько инженерных решений и сделал на нашей развалюхе, получив за это премию и запись в трудовую. Линия на столько качественно сделана да и просто красивая. Может это конечно в те времена было.
-
Вспомнил, вот же делал замеры осликом - http://websvarka.ru/talk/topic/13680-cebora-tig-180-acdc/?p=467773 видно же что при повороте вправо до отказа отрицательная полу-волна еще больше урезается, а значит будет больше зачистка ну и шарик. Влево до отказа волны как бы ровные.
-
На 70Гц и у меня нет проблем. Речь про большие частоты. Вот уже с 80 и выше это происходит если долго задерживаться на одном месте. А вот ты настройки поджига поставил 2мм это может влиять? У меня 1.3мм стоит, с поджигом нет проблем, но что то не додумался может эта настройка как то то же влияет на это. Будет время попробую покрутить эту настройку.
-
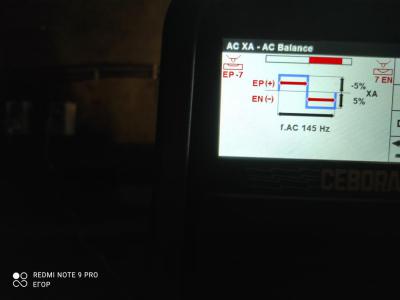
Да, забыл написать что если убавить частоту до например 70Гц то можно сказать этого нет. Нет, к розжигу нет проблем, можно сказать с пол оборота заводится. Или речь не про первый поджиг? Настройка поджига с 0,5мм до 4мм на это не влияет? Я так понял это сила тока и если можно так сказать поджиг на расстоянии от детали, то есть если поставить 2мм то поджиг будет уверенным при зазоре электрода и детали до 2мм. Он конечно и при большем зажег дугу но как бы 2мм это типа гарантированно. Да, это точно, если быстро происходит процесс сварки то как бы и нет проблем, но если поставить ток меньше чем надо и задерживаться на одном месте то это происходит. Вот почему было трудно сварить банки на частоте 200Гц. Но заметил что сварка идет какое то время может пару сантиметров а потом "пердеж", но стоит поменять электрод то процесс опять восстанавливается на некоторое время. Думалось что на электроде налет от алюминия вот и "пердит", с новым такого же нет. Вот картинка Егора, ручка повернута в право до 7 единиц: Вот EN +7 единиц, а EP -7 то есть мы получается добавили 7 единиц к EN и уменьшили 7 единиц EP. Судя по этой картинке у нас будет больше отрицательной полувольны, то есть не будет разрушаться электрод. Но на практике все наоборот, при таких настройках будет больше положительная полуволна и будет разрушаться электрод. Или схема этой картинки имеет какую то обратную логику как с выключателем на аппарате вниз включается, вверх выключается. При чем хотел перевернуть его но там зараза даже надписи такие вниз - I вверх - 0. При чем на полуавтомате точно такой же выключатель и он имеет все наоборот, вверх включено, вниз выключено. Понятно, значит не перегрев электрода и горелки, а то я уж думал придется переходить на обычную, а я к этой так привык, так с ней удобно, такие углы можно выставить.
-
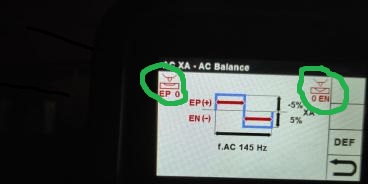
80А АС, электрод 2.4 WL-20 (WP-20 тоже пробовал), после минут 20-ти работы с небольшими перерывами начинается какой то "пердеж", дуга не пропадает но она меняет звук и как то рассеивается и тепло-вложение в деталь пропадает. Как это происходит, ремонтирую лестницу, так как ток нужно менять из-за того что сначала свариваешь тонкий металл но потом после наложения рядом несколько швов или вообще идет наплавка то первоначального тока не хватает. Не всегда это делаю (иногда лень), зажигаю дугу, идет нагрев детали (немного дольше чем обычно), начинает появляться первые признаки ванны, но потом как то все срывается (дуга не тухнет) но начинается какой "пердящий" звук и то что уже начиналось плавится опять застывает. Горелка NR-20 с поворотной головкой, которая не охлаждается жидкостью не посредственно, а только от соприкосновения с корпусом горелки. Головка горелки очень горячая когда это происходит. Электрод серый (то есть на нем не видно следов перегрева), да он почти белого цвета при нагреве. Пока нет комплекта попробовать это на 3.2 и так же нет горелки у которой жидкость идет не посредственно в голову. Я так понимаю это перегрев электрода или это что то со сварочником? Это происходит на всех режимах АС (их на Cebora 3). Или не хватает зачистки баланса полярности? Но если ставить больше то электрод начинает разрушаться. Да, в Cebora она перепутана на сколько я понял, там по табло поворачивая ручку в право мы типа добавляем +, а на маленькой схемке нарисовано что мы увеличиваем глубину проплавления, и если поворачивать влево то добавляем больше минуса, но картинка нам показывает что мы таким образом получим меньше пропласления и больше зачитски. На фото зелеными кружками отметил, правый кружок по схеме должен добавлять минуса, а по факту на электроде образуется шарик. А если крутить влево то шарика не образуется.
-
Следуя этой статье ЦАМ лучше сваривать с медной присадкой на постоянном токе?
-
Но тогда при начале процесса в ванне будет не пойми что, а это не возможно не заметить. Я так понимаю этот режим для чистого металла и наверное совсем не подходит для грязных деталей (поддоны, картер и т.д.) техники.
-
Но оксидная пленка образуется при соприкосновении с кислородом, вроде так, а у нас ванна защищена аргоном.
-
А куда далее постепенно с 10.75А вниз, к 5А или 3А? Или там все таки заварка кратера идет на 10.75А время которое настроил 0.7с?
-
А это можно как то увидеть? Вроде ванна такая же чистая как и при сварки на АС.
-
Сегодня попробовал режим AC+DC и как то сходу понравился. Ни чего в нем не настраивал, как с завода стояли установки на таких и сваривал раму велосипеда (седло высоко задрал ездок с весом более 100кг., вот и оторвал раму). Снимать не стал, нет ни чего интересного. При этом режиме нет этого "претящего" звука как при АС. Процесс очень сильно напоминает сварку на DС, за;ог дугу бац и почти мгновенно образовывается ванна и дальше процесс как при сварки стали на DС, только ванна больше. Да я знаю что на этом режиме достигается максимальное проплавление и он скорее всего не для обычной так сказать сварки, а если нужно сварить что то толстое а ампеража уже на хватает, но мне с первого раза показалась что и дуга на нем как то стабильнее, такое ощущение что она вообще постоянная как на DC. Завтра буду ремонтировать лестницу (очередную) сварки будет много, буду пробовать работать на этом режиме.
-
Этот сплав лучше сваривать на маленькой частоте?
-
А какой он был (хамелеон)?
-
Так тут же Тендер, а значит выигрывает компания с лучшими условиями (дешевле как правило), ну а дальше уже дело техники за 3 копейки построить такой шедевр.
-
Это элитные сварочные войска. О них мало кто слышал ну а увидеть так это вообще редкость. Вам наверное очень сильно повезло.
-
Это точно, если бы было например как в Финляндии (в других странах может так же не знаю но в этой стране так), снимаешь хорошее жилье за деньги которые себе может позволить обычные трудяга и жилье такое что у нас некоторые такого в собственность не имеют. Там это на государственном уровне, то есть если ты платишь и не нарушаешь закона то можешь жить хоть до своего конца. Нашел работу в другом городе, там тоже самое есть, тут же переехал и работаешь там. У нас тоже люди снимают однушки и живут там кучей, но это же не про это. Тут ты всей семьей переехал и живешь. А у нас, квартира или дом, если нашел лучшую работу, это же надо продать, купить там, а это тот еще геморрой. Не продавать, но это уже как бомж скитаться по жилью, его еще надо найти, потом через какое то время тебя могут попросить съехать по причине например больше не сдаем, сын их армии вернулся и т.д. Мне лично нравится такая схема, дает много возможностей.
-
То есть труба 140мм, s9мм с разделкой и скорее всего без зазора (потому что не понимаю как заварить зазор без присадки), сваривается на 300А? Я не сварщик, просто интересуюсь на каких токах свариваются такие изделия.
-
Точно, будет как в анегдоте: Подходит начальник к Алексадру Волкову и говорит - Вижу Вы очень хорошо работаете, надо Вам добавить....Зарплаты? Нет, работы.
-
Знаем мы этих блогеров. Если у Вас дома нет еды, то ее можно сделать просто из ни чего. Открываете холодильник, достаете несколько яиц, достаете батон варенной колбасы, соленые огурцы и т.д.
-
Забор как вчера упал, так до сих пор и стоит: Мне бы столько времени, наверное на пенсии только будет, но это не точно.

-
С одной стороны если 0.8 толщина без присадки корень, без зазора, наверное да. С другой стороны ток 300А. Я что то не понимаю?
