Calma
-
Постов
979 -
Зарегистрирован
-
Посещение
-
Победитель дней
23
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Calma
-
Ага, до 45-ти было. Сейчас для работы одеваю +2,5 Сергей правильно подметил, не спеша... Да и чугун чугуну может розниться. Недавно наплавлял на автобусном шкиве места под посадки подшипников, так пакостный какой-то чугун попался, я даже не думал.
-
Так же не сразу увидел:

-
Человек, записавший видео размещенное тут находится в Украине. Сварочники ниже классом по возможностям продаются в Украине выше 1200$. Я зашел на китайскую торговую площадку https://sheasyweld.en.alibaba.com/productgrouplist-805507797/TIG_MMA_Plasma_CUT_4_in_1_Welder.html?spm=a2700.icbuShop.74.2.31b035f8xga0Wi поинтересоваться ценой, но данной модели я не увидел. Потому и поинтересовался у вас ценой. Если вам не тяжело, сбросьте в приват ссылку на цену аппарата в Китае.
-
Вадим! Может какая другая причина? Уже несколько лет использую воТку (примерно 50/50 ) в качестве охлаждайки и хоть бы что. Там более на Бинзеле имеются пробочки для закупорки окончаний трубок. Они просто так их не ставили бы.
-
Балованная ваша Галя (с) сейчас избаловали сварщиков всякими "плюшками" и варить разучатся
-
Они именно для этого и разрабатывались. Ну и для ювелирки, где очень мелкие детали и нужна точность А почему вам пульс мешает.
-
Это цена именно этого сварочника ? ....или перед первой цифрой надо доставить еще единичку?
-
У кого то из нас ...лыжи не едут.)))) По ссылке выше: Антон! обратите внимание на проходное отверстие насоса и принцип работы о котором я упоминал и вам все станет понятно. Хотя, возможно я не прав. Пусть поправит кто более грамотный.
-
В конце восьмидесятых работал и лично знал основателя польской фирмы Aquael, на то время ведущим (если не единственным) производителем всей линейки подобных погружных насосов для аквариумов и фонтанов. У них — разное напряжение питания, разные характеристики, но одинаковая конструкция. Статор залит смолой и герметичен, а ротор с крыльчаткой висит в магнитном поле. Они НЕ ремонтопригодны, в случае чего. Бывал у них на производстве, видел работу насосов и могу сравнить с итальянцем (с которым работаю). В принципе .... и сравнивать там нечего. При проходном отверствии шлангпакета, подобный насос если и не сгорит быстро, то прокачивать положенный объем охладительной жидкости не будет.
-
Я вот так же не сторонник применения этилен-гликоля в системе охлаждения горелки. Мотивация простая — система не может быть замкнутой и дышать нагретыми испарениями гликоля не наилучшее решение. Уже несколько лет использую в качестве "хладагента" состав чистого, медицинского и дистиллированной воды в пропорции примерно 50/50, или проще сказать — воТки. . Никаких цветений, бактерий..... не замечал, Возможно это связано дествительно с материаллами конструкции водоохлаждайки ??? Латунь или бронза — наверное наилучшие для изготовление блока. В крайнем случае я этим руководствувался при конструировании своего блока охлаждения. Ну а в общем, каждый применяет то, что есть под руками.
-
Хорошо то как людям.....А тут то ли от жары, то ли еще от чего народ начал волноваться )))) Хотят все и сразу...причем на вчера.. Хоть бери в очередь записывай.....
-
Как не крути, но работать всей ступней лично для меня удобней. У меня две педали, для разных апаратов. Вторая — более мелкая. Первой намного удобней работать, тем более в спецобуви. Хотя, увидев ее в первый раз, подумал какая она огромная.... но после первых же проб, понял, что первое мнение было обманчивым.
-
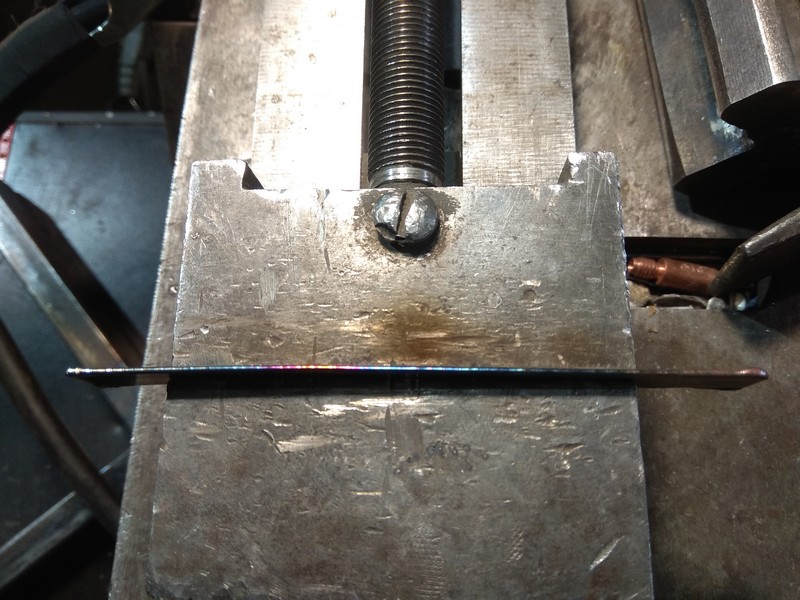
Так сколько же времени тогда пойдет на сварку? Редко, но иногда приходится варить нержу. Действительно, чем качественней прихватить детали, тем проще затем сваривать и шов получается правильней и красивей. На прихватках, детали, в следствии температуры старается развести, особенно на тонких листовых деталях. Что б это исключить стараюсь делать прихватки на повышенных токах и короткой дуге, как можно за менший промежуток времени, исключая коробление. Это позволяет позже более комфортно сваривать детали. Ну и нормальная газовая защита должна присутствовать. По настройкам тяжело что-то советовать, все зависит от апарата, навыков и частично даже от марки нержавейки. Не спеша "прорабатываю" один новый проект с изделиями из тонкой нержавейки. На днях пробовал возможности своего апарата, а также свои навыки. Подтолкнуло меня к этому увиденные в сети швы готовых "фирменных" изделий. В наличии имелась лента не магнитной нержавейки толщиной 0,5мм Задачу себе ставил сварить два куска по торцам с более-менее красивым на вид швом, включая газовую защиту. Вот что из этого получилось: Отдолжил соседу микрометр, после чего пришлось учитывать погрешность в показаниях прибора (просто руки не доходят выставить все на 0) Толщина полоски с учетом поправки равна 0,5 мм Ну и сами швы: Варил в импульсном режиме с частотой 250 Гц, горелкой с линзой колокольного типа. (Где-то чуть видно на фото)
-
Что-то мне подсказывает, что там уже кто-то "колхозил" Лично мне ни разу не попадали на глаза мессеры с входным штуцером из нержавеющей стали.....https://messer-profsvar.ru/catalog/gazovyie-reduktoryi/constant-2000/ Да брать, то я и сегодня бы брал....только никто мне его не дает.))) У меня уже есть не плохой, рабочий двухступенчатый.... Были бы двухступенчатые не такие дорогие, поменял бы все на них, тем более мессеры — показатель качества.
-
Четыре, но приводных — два. У брендов бывают и "полноприводные" 4х4.
- 31 ответ
-
- 2
-

-
@Сергей09,@Сергей09, Судя по цвету маркировки, зто вроде пропановый редуктор. Балонная гайка у него должна быть с левой резьбой. У нормальных (кислота, аргон, водород) гайка с правой резьбой, а подсоединительная трубка входного штуцера прикручивается к корпусу левой резьбой.
-
Очень похожий на SSJ-11.
-
По виду, древний он. От какой техники не знаю, но на охлаждайку — самое оно.
-
@Точмаш 23, Недавно приезжал один клиент с вопросом заварю ли я радиатор кондиционера на легковую машину (кажись какой-то кореец) Спрашиваю а где пускает. Он говорит, что где-то на сотах. Глянул на него, а он довольно таки легкий. Отказался (было много другой работы). Он говорит, что и не надеялся, сам говорит понимаю... Хотел поменять на новый, а тут вирус, границы закрыты... Кум торгует запчастями, то нашел лишь китайца. Взвесили, радиатор клиента весит 2,5 кг, а китаец....лишь 1,5..... Вот и вопрос из чего он сделан?... Не надо на китайцев гнать. Они хоть что-то делают. У меня на всех горелках линзы. Иногда попадает чуток цинка или еще чего, и хлопья оседают на внешней сетке линзы. Так я аккуратно иголкой сковырну и оторву один слой и работаю дальше. благо на слоя сетки китайцы не очень поскупились.
- 3 331 ответ
-
- 5
-
-
- технологии
- TIG
- (и ещё 1 )
-
Можно и обычными, но КЛТ для нержи дольше ходят. У них применяют другую связывающую смолу ....ну и корунд...более стойкий к нержи. КЛТ для нержи имеют как правило синий цвет, можно циркониевые зеленые.
-
Пополнение в семье...однако http://websvarka.ru/talk/topic/4535-nashi-liubimye-zhivotnye/?p=424019 Раньше в руки не давались, а сейчас надо смотреть под ноги, что-бы случайно не наступить.
-
Оптовики не дремлют... Скоро на местах будет дешевле китайских торговых площадок. Если не срочно. то можно и подождать. Я вот тоже. при помощи молодого поколения стал покупателем китайского товара. Так же присматривался к суперфлексам, но решил повременить. Благо имеется чем работать. Купил пока себе специфическую керамику и еще кое-чего интересного к ней идет. У нас уже цанги к линзам для этой керамики дешевле, чем на алиэкспрессе.
-
Уже много лет посещаю примерно в первых числах декабря специализированный "Международный промышленный форум" Вот в прошлом году также немец строгал люминь подобной фрезой. Впечатлило. Так же "нарисовались" будущие диллеры, обещали прайсы сбросить.... но видимо что-то там не срослось..... Общался с русскоговорящим представителем того немца. Он утверждал, что немец (уже кстати не молодой) всю жизнь посвятил разработке этих фрез.... много чего интересного.. Немец строгал за стеклянной перегородкой и за день, видимо, мог настрогать до бочки стружки (там засыпано было очень прилично.) Резюме — вещь дествительно хорошая.... для определенного вида работ, но и дорогая.
-
Надо было позвать его. Какая сторона повернулась бы, там и голова, а значит и перед.
-
Пробовал. Не впечатлило. По сему, как говорил один специалист: "Мы пойдем другой путей" Керосин более нейтрален при необходимости следующей подварки. Хотя, как вариант — ВД , мел.. так же подходит.