Calma
-
Постов
979 -
Зарегистрирован
-
Посещение
-
Победитель дней
23
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Calma
-
А че это было ? ))))
-
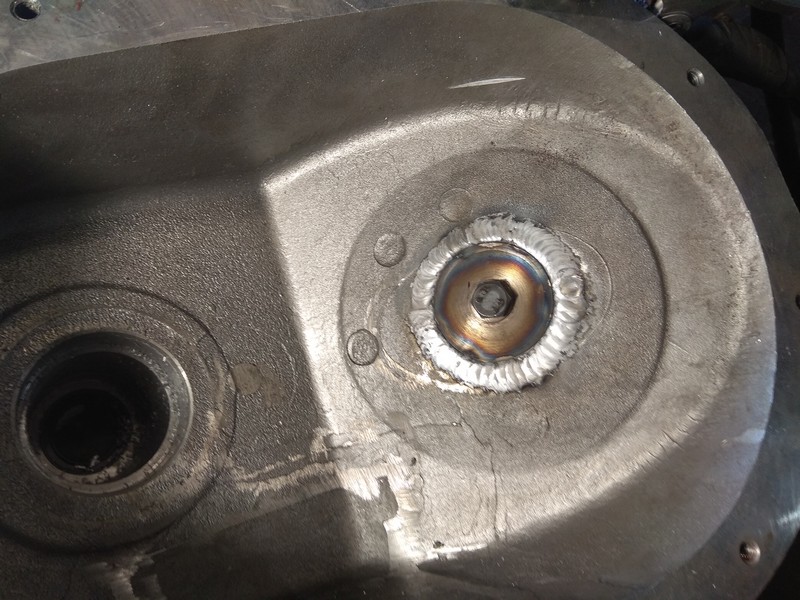
Я резьбы нарезаю при помощи сала. Ремонтирую сейчас Спринтер - 313. Зацепили порог под сдвижной боковой дверкой и выше бочину между дверью и задней аркой. Бочину потянул вчера споттером и выставил на место, а порог решили переваривать с донора.(там прилично протянули его, но как ни странно дверь почти не зацепили. Сегодня отсверливал порог с донорской части. Там при ширине порога около 10см и длинне 1520 мм аж 78 точек контактной сварки, по которым пришлось отсверливать ... Ну и кольцо еще вварил на какую-то чучу (Вроде корпус вариатора Джона Дира)

- 3 962 ответа
-
- 11
-

-
Подача — ручная, сверлил электродрелью. Да и под уши (8мм ) также просверливал. Варил их с обеих сторон. Перспективы ремонта — 50/50 Они (Крестовины) имеют четкие посадочные места и балансировка барабана — вещь не маловажная.
-
 Колеса ротационные, на правом направление не правильное.
Колеса ротационные, на правом направление не правильное. -
Более половины дня потратил сегодня на чепуховую, казалось бы работу. Там сварки почти нет, все более слесарная работа (гибка и сверление отверстий....но в нержавейке) Знакомый дальнебой просил помочь Говорит скоро на трассе куры перестанут нестись от грохота, а легковые машины даже отстают, думают прицеп разваливается.... ... хотя он у него — ляля. Нержа попалась очень твердая, полоса — 4мм.
- 3 962 ответа
-
- 14
-
-
Да, думал может какая новая матёрая химия в виде спрея...появилась. Уж очень качественно вымыто. Теперь понятно.
-
@krech, Люминь мыли или вываривали?
-
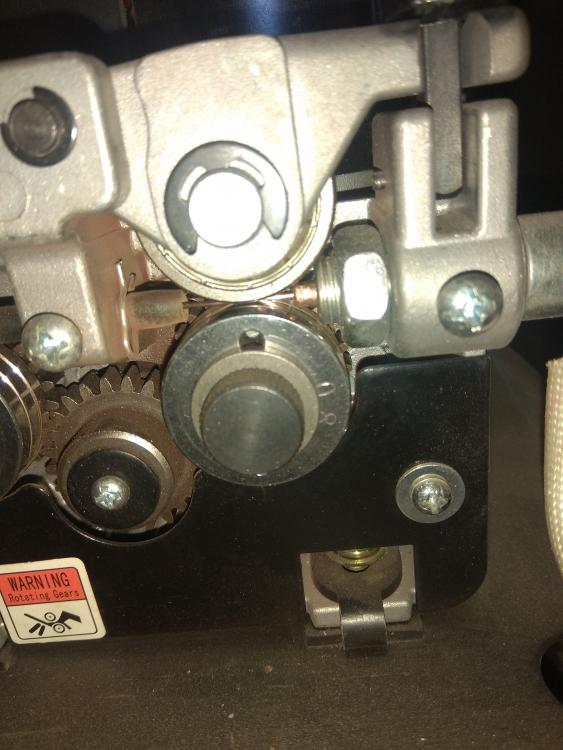
Возможно вы и правы как для отдельного вида работы, но ситуация такая, что почти ежедневно приходится заниматься различными видами сварочных работ, разных по объему, материалам, толщинам и назначением, поэтому и приходится содержать несколько сварочников (для разного рода работ), рукавов, баллонов с газами.... А теперь постараюсь обосновать свои мысли6 На первой фотографии видно переделанную капилярную трубку (???), правда на фото она расположена под 90 градусов вдоль продольной оси. Трубка имеет 4,75мм по наружному диаметру и по сему, даже легко приплюснутая входит в отверстие апаратного евроразъема. Вставив ее еще можно чуть приплющить со стороны роликов ( с внешней стороны) без негативных последствий. Она имеет толщину стенок = 0,9мм и соотвественно диаметр прохода для проволоки = 2,95 мм. Трубку имею новую, без задиров и довольно относительно мягкую. Внутреннего прохода достаточно для любой проволоки и без относительного излишества.... На 2 фото плохо видно, но окончание трубки сформировал чуть радиусной формы. Имею два рукава с тефлоновыми боуденами сугубо для работы с алюм. сплавами. У обоих боуден обрезан практически заподлицо с гайкой рукава (которая прижимает цангу боудена, и имеет внутреннее проходное отверстие около 5мм(???). Также имею в наличии обломанный машынный метчик, диаметром около 5мм и заточенным на остро для использования в качестве чертилки. Им, вставив в торец прижимной гайки рукава, я формирую входное отверстие тефлонового канала в форме лейки, т.е. чуть расширяю на ходе и прижимая к капилярной трубке (радиусному окончанию) получается почти беззазорное их соединение, при этом практически почти без перепадов диаметров. Длину трубки рассчитывал так, что при закручивании большой прижимной гайки рукава оставалось "свободным" около 0,25 —0,5 витка резьбы. Т.Е при полном дотягивании гайки рукава, он протолкнет капилярную трубку до полного упора ее в протяжные ролики. Этим самым добиваюсь наименшего зазора между роликами и рукавом...НО ...при необходимости банально за несколько секунд можно перекрутить совсем другой рукав ( под сварку стали...) и заменив прижимной ролик(и) и катушку проволоки, продолжать работу с той же самой капилярной трубкой. Вот, как бы коротко, своими словами. Не знаю или понятно объяснил...... но я старался. Может кому пригодится. Забыл сказать, что капилярную трубку не фиксирую в определенном положении и она имеет чуть продольного хода в одну и другую сторону (2 -3 )мм ???? но при этом не выпадает и есть возможность ее без больших усилий достать.
-
Я себе на 2 полуавтомата сделал проще и универсальней. В протяжках с евроразъемами ч-з KZ-2 присутствует так называемая капилярная трубка Я ее снял и вместо нее сделал похожую, но немного другую из медной автомобильной тормозной трубки 4,75. Один конец ее чуть приплюснул, а другой заточил на радиус. Длину подобрал с таким рассчетом, что при установке любого рукава, он своей гайкой, зажимающей цангу боудена надавливал на радиусный конец медной трубки, а та своим чуть расплющенным концом подходила в плотную к подающим роликам. Теперь смело и быстро могу менять любой рукав, с любым боуденом, для любого вида сварки, регулируя прижимом последнего витка рукава зазоры от роликов до боудена. Никак не могу найти фотографии, но думаю, что и так понятно объяснил.
-
Тогда уж лучше почитать известных производителей продукции : https://www.boellhoff.com/ru-ru/produkciya-uslugi/specialnye-krepezhcnye-element/helicoil-rezbovye-vstavki.php
- 3 331 ответ
-
- 3
-
-
- технологии
- TIG
- (и ещё 1 )
-
Еще необходимо учесть % ремонтников, использующих трубный удлиннитель в качестве альтернативы штатному ключу. )))))
- 3 331 ответ
-
- 6
-
-
- технологии
- TIG
- (и ещё 1 )
-
Он видимо имел в виду использование тефлонового боудена + латунный направляющий канал в рукоятке полуавтомата.
-
Тут и спорить нечего. Лучшего ремонта как у Точмаш 23 — нет . Пружины или резьбовые вставки предназначены более для серийного производства (они из разных металлов и маркируются соответственно в разные цвета) и в основном мелких диаметров резьб. Там существуют проблемы в механическом нарезании часто большого количества резьб мелкого диаметра в литьевых ал. корпусах. Футорки — придумали как альтернативу доступного ремонта почти в любом гараже, где рядом присутствует мех. мастерская, которая сможет выполнить данную работу. Как правило они изготавливаются из бронзовых сплавов и их применение не требует больших средств и навыков. При наличии квалификации и навыков выполнения работы, заварка и нарезание новой резьбы, по моему мнению — наилучшее решение проблемы.
- 3 331 ответ
-
- 5
-
-
- технологии
- TIG
- (и ещё 1 )
-
А что стоит проверить? Пошоркать напильником и опилки на открытый огонь. Да и по весу должны сразу возникнуть подозрения. Там, по идее до 9кг разницы в весе должно присутствовать между литьевым алюминием и магнием.
-
Вот и я вчера хотил спросить не магниевый ли блок. Недавно в какой то теме проскальзывала информация, что блоки 3-х моделей БМВ — магниевые, в т.ч. и одна модель Х-5. У нас последнее время начали тягять машины из США, так там часто стали попадать магниевые сплавы. Мне приходилось переваривать клапанную крышку из магния, предварительно варенную присадком 5256 ????
-
Тут https://aluminium-guide.com/wp-content/uploads/2013/09/korpus-alyuminievoy-pivnoy-banki.gif вот такое пишут.... https://aluminium-guide.com/alyuminievaya-pivnaya-banka-konstrukciya-i-materialy/
-
@mehanik1102, Ну так разберите педаль и посмотрите. 2 пина подключаются на вкл/вкл — синий коричневый провод на фото, а 3 пина — на управление.
-
Не думал, что такая чепуховая на вид работа затянется более чем на половину дня, и это еще и с помощницей ))) Привез знакомый ограждение с прицепа. 50 тонн загрузка = плохие дороги....не выдержало колесо, выстрелило и в результате оргаждению каюк Пришлось делать вставки для соблюдения размеров. Да и сам люминий желал бы быть лучшего качества, с верху выглядит отлично , а под шпаклевкой и краской больше пыли, че металла.
- 3 962 ответа
-
- 14
-
-
Вряд ли получится. Там фланец чугуниевый и шпильки при сильном нагреве то ли набирают углерода, то ли еще чего, но становятся твердыми вусмерть. Простым сверлом проблематично высверливать.
-
Вы случаем не перепутали модель рукава? Я чесно говоря еще не встречал такой модели. "Укачивают" водоохлаждаемые шлейфы, как правило забыв включить охлаждение и работая при этом на максимальных токах. Реже — банально прожигая шлангпакет о слишком горячий металл.
-
Насколько мне известно в сварочниках з импульсными режимами работы, режимы как правило настраиваются в первую очередь по величине силы тока, как пикового, так и базового, времени импульса, частоты, балланса..... Возможно в Магнуме новая, более прогрессивная система настроек?
-
Очень вы интересно пик по толщине свариваемого металла выставляете.
-
У Бинцеля все шланги на воду на все горелки — 3,9х1,5 а на газ, от 3х1,5 в том числе и Abitig 20, до 4,9 у Abitig 26V/26PV
-
Хорошие горелки, только токи у них "детские" 100А у водянки на АС, и 80А у воздушки. Именно для этой работы (выше) маловато будет
-
"Карандаш" для таких работ хорошо иметь. (Прямую головку)