Точмаш 23
-
Постов
5 556 -
Зарегистрирован
-
Посещение
-
Победитель дней
430
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
@konstantinXX, Ст.30,35
-
@selco, Валера,это верхние поры-это не критично.Если бы стояла задача вообще исключить поры,то несколько по-другому подошел бы к сварке.
-
Рабочее колесо насоса...импортного

-
@selco, Худший вариант,если окажется,что это Д 1 и подобное
-
 @mehanik1102, Клиент всегда прав-здесь нам заграница не советчик,,,это чуждое нам понятие,а вот... Покупатель и продавец! Будьте взаимно вежливы - нестареющий призыв советского времени ,просто классика ) Это наше родное ), иными словами:Товарищи, не бейте сразу рожу друг другу,выясняя отношения,а попытайтесь разговаривать нормальным языком)
@mehanik1102, Клиент всегда прав-здесь нам заграница не советчик,,,это чуждое нам понятие,а вот... Покупатель и продавец! Будьте взаимно вежливы - нестареющий призыв советского времени ,просто классика ) Это наше родное ), иными словами:Товарищи, не бейте сразу рожу друг другу,выясняя отношения,а попытайтесь разговаривать нормальным языком) -
@artem 1, Надо уточнить,для каких работ вы используете такую маску.Если речь идет о длинных швах,это одно,но совершенно по другому обстоят дела,когда вам надо сварить тонкие перемычки сплава из ЦАМ на токе 18а с периодом включения 3 секунды.Никто не спорит с вами,что маска за 150 руб.-это будет лучший вариант в условия производства с большим объемом работ,да и следить за ней не надо - никто не украдет...,но все-таки надо разнести в разные стороны - лучшую маску за 150 руб.и лучшую маску за десятки тысяч,имею виду Спидглас @Mavritanets, Мне сын принес маску за 2 000 руб.,на ней есть надпись элитех и вирт, нет вообще никаких регулировок - один голый светофильтр. Я ему сказал;зачем ты принес это барахло;потом она валялась некоторое время,но все-таки решил попробовать.Был очень удивлен качеству это дешевой маски-прогнал ее в четырехчасовом режиме наплавки...отличная видимость,не было никакой боли и рези в глазах.Прошу понять модераторов меня правильно - это не реклама,это отзыв. Все-таки, сдается,что технологии все время развиваются и под дешевой маской может скрываться качественный продукт.
-
@Grim Reaper, Вы правы-осколки Союза
-
@Георгий 11, Можно,на них много можно делать сложных габаритных деталей,но вся проблема в том,что уже не осталось специалистов ... средний возраст 60-70 лет ...уйдут и все-замены нет и станки в лом,как это не печально звучит.
-
@Георгий 11, Св 08 Г2С 1,2 мм. Селма ВС 600 С с ПДГ 510,который очень люблю).Вообще считаю,что это одна из самых надежных и неприхотливых машин отечественного производства .
-
Наплавка поршня. Ст.45.Термообработка - улучшена.ЧПУ - шники просадили размер при выборке проточек под кольца . Габариты 120 мм -450мм .Пришлось наплавлять всю поверхность полуавтоматом.Подогрев 250 С
- 1 853 ответа
-
- 20
-

-
Сброшу несколько снимков тяжелых станков,которые еще остались и работают.Многие вообще не видели подобных станков. Строгальный со столом 2000мм / 6000мм,также фрезерования и сухого шлифования или карусельный со столом 5000мм и весом 150 тонн,или токарный длинной 18 м,расточные станки..
- 17 ответов
-
- 18
-
-
Монтажный стол.Довольно редкая вещь . 3000мм / 4000 мм /40 ст.45. такой бы в мастерскую
- 2 243 ответа
-
- 16
-
-
@aleks 555 Разделку желательно делать иначе
-
@Nail02, Немножко логики.Шестерня,скорее всего,ст 40 Х - или что-то в этом роде,может быть,низколегированная цементируемая -восстановить форму зубьев можно Г2С (уони 55) предварительно подогрев деталь примерно до 220 С ,а последний слой проволокой ОК 13,89 - 13,90 -13,91 или другими сварочными материалами,дающими наплавленный металл следующего состава или близкий; 0,5-0,6 С , 1 Mn , 1 Cr ,стойкий к износу металла о металл и дающий соответствующую твердость без термообработки.
-
, Это хороший совет)
-
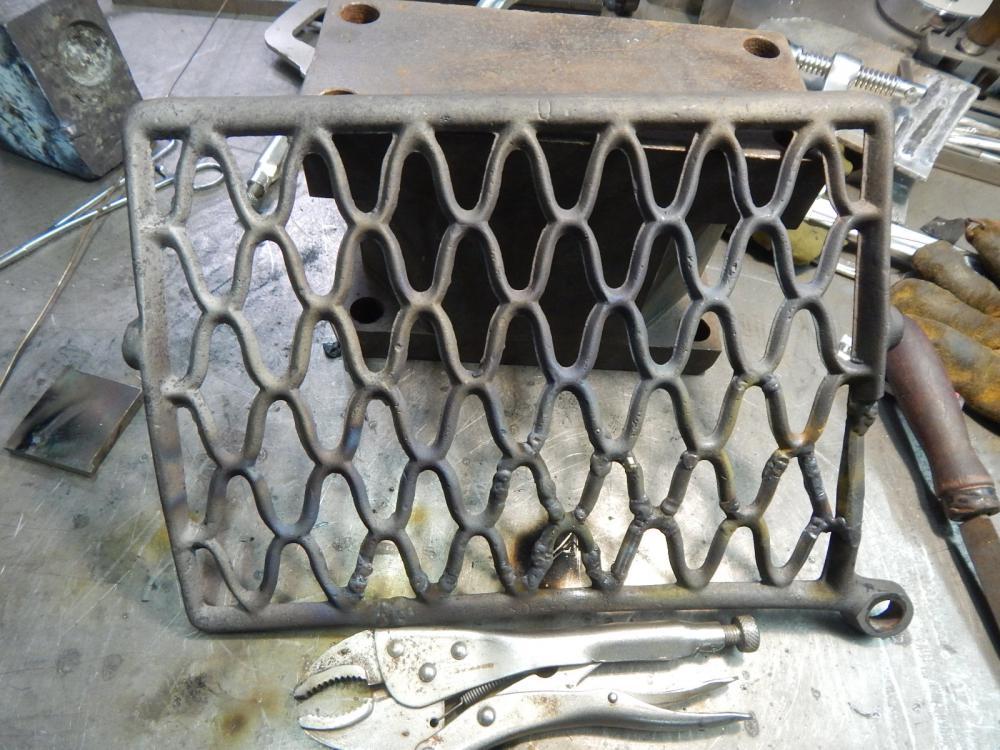
, Сваривается она отлично - слов нет,но напряжения усадки рвут соседние звенья.Слишком много времени уходит на такую сварку-отношение затрат к цене.Последовательность сварки должна быть следующей-точное позиционирование отломанного куска,сначала свариваются звенья в определенном порядке,а контур,сваренный последним,должен создавать напряжения сжатия в звеньях,но не надо сначала сваривать контур,а потом звенья )
-
Вы считаете это хорошей сваркой ? ..или,может быть,стоит уменьшить ток,чтобы так не проваливать угловой шов ?
-
@psi, Все прекрасно плавимо-вопрос в порядке и очередности нагрева элементов,а также сечении сетки - она бывает разная-эта 6 мм.
-
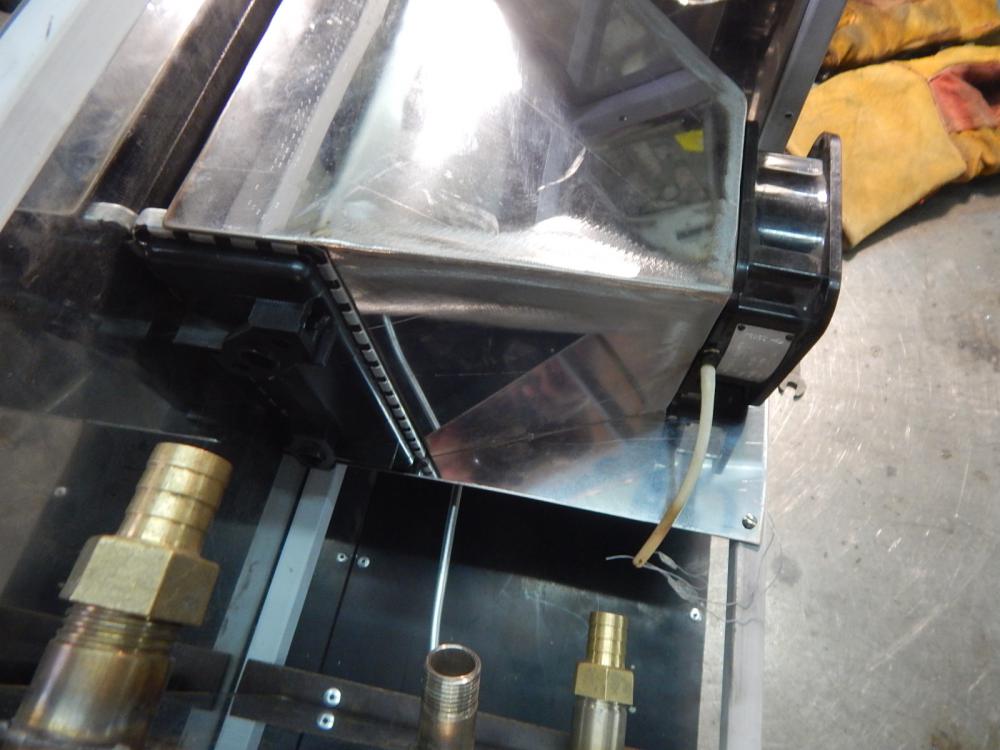
Дядя Юра здесь всем правильно сказал-и мне в том числе-насос только для повышения давления в сети. Клапана нет.
-
Специальная жидкость спиртом называется+дистиллированная вода ) @BelaZZ, Можно поставить такой конфузор на вентилятор.Охлаждение будет лучше .
-
Педаль привода швейной машины.Скорее всего,немецкое литье.Практического применения у машинки никакого,просто дизайнерские штучки,но тем не менее....На мой взгляд,это одна из сложных работ в сварке чугуна,если речь пойдет о полной реставрации..Был отломан кусок решетки по старой сварке.Если кто-нибудь будет делать подобное,то очень осторожно подходите к этой сварке.Частично панч,а в основном мнжкт .Проковка исключена на тонкостенных отливках и малых сечениях отливок - чугун с повышенным содержанием фосфора очень хрупок.
-
@selco, На мой взгляд,этот стол из разряда тех изделий,которые не надо покупать никогда и не под каким предлогом .
-
@dr Zoidberg, Под " моторкой " понимается вторичный алюминий,т.е.,алюминий с повышенным содержанием вредных примесей,в первую очередь,железа. Миротворец абсолютно верно заметил,что надо подогреть деталь перед сваркой в обязательном порядке-влага в зоне сварки ни к чему хорошему не приведет
-
Люнет,Трещина после неудачной сварки... "шов" наполовину из шлака
-
@Александр ПАНЧ 11, Здесь в общем-то все проще обстоит:срежут внутреннее посадочное место на токарном,выточат заготовку;вварю ее и потом обработают на станке.Можно было бы вварить сразу болванку,но там довольно обширная сетка трещин и плоскость деформирована и к тому же надо специально готовить оснастку,а это уже ни к чему.