Точмаш 23
-
Постов
5 556 -
Зарегистрирован
-
Посещение
-
Победитель дней
430
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
 @krech, Мы сейчас обсуждаем то,что видим на фотографии или то,что ты сделал потом?
@krech, Мы сейчас обсуждаем то,что видим на фотографии или то,что ты сделал потом? -
@krech, Полный профиль ребра по сечению
-
@krech, Ребро жесткости надо бы восстановить по его полному сечению,а не урезанному
-
@ЛехаКолыма, Скажем,уменьшает напряжения,которые укладываются в поле допуска относительного удлинения металла,чтобы предотвратить образование трещин.
-
@слива, Ст.20г -это 0,2 углерода и по прочим примесям и легатурам еще 2 ,т.е. 0,22 ),правда,надо иметь в виду,что полный эквивалент углерода включает еще размерный эквивалент.
-
@ЛехаКолыма, Логично)-каждый последующий наложенный валик должен отжигать предыдущий
-
@слива, Он рассчитывается по формуле: температура подогрева равна 350 умножить на корень квадратный из полного эквивалента углерода,умноженного на 0,25-это будет верно для сталей с содержанием углерода и легирующих элементов 0,4 %.В вашем случае 150-180 С
-
@Фунтик, Чувство опасности и осознанности действий при таких работах приходит с возрастом,то бишь с опытом ),и,как правило,опыт исключает проведение некоторых видов работ )
-
@RWS87, Косынки в углах и поперечены в раме
-
@слива, При такой толщине нужен подогрев,если УОНИ -Х,либо аустенит без подогрева,но со снижением механических свойств шва. Справочные данные 20 Г - После улучшения — заклепки ответственного назначения; после цементации или цианирования — поршневые пальцы, фрикционные диски, пальцы рессор, кулачковые валики, болты, гайки, шестерни, червяки и другие детали с высокой твердостью и износостойкостью поверхности. Без термообработки — сварные подмоторные рамы, башмаки, косынки.
-
Ацетилен в баллоне растворен в ацетоне, и какая-то часть ацетона будет уноситься из баллона вместе с газом. Унос ацетона сильно возрастает при расходе более 2 м.куб/час. Примесь ацетона в баллонном газе будет всегда.
-
Если что-то надо точно совместить,к примеру,части сломанного дворника

- 2 243 ответа
-
- 29
-

-
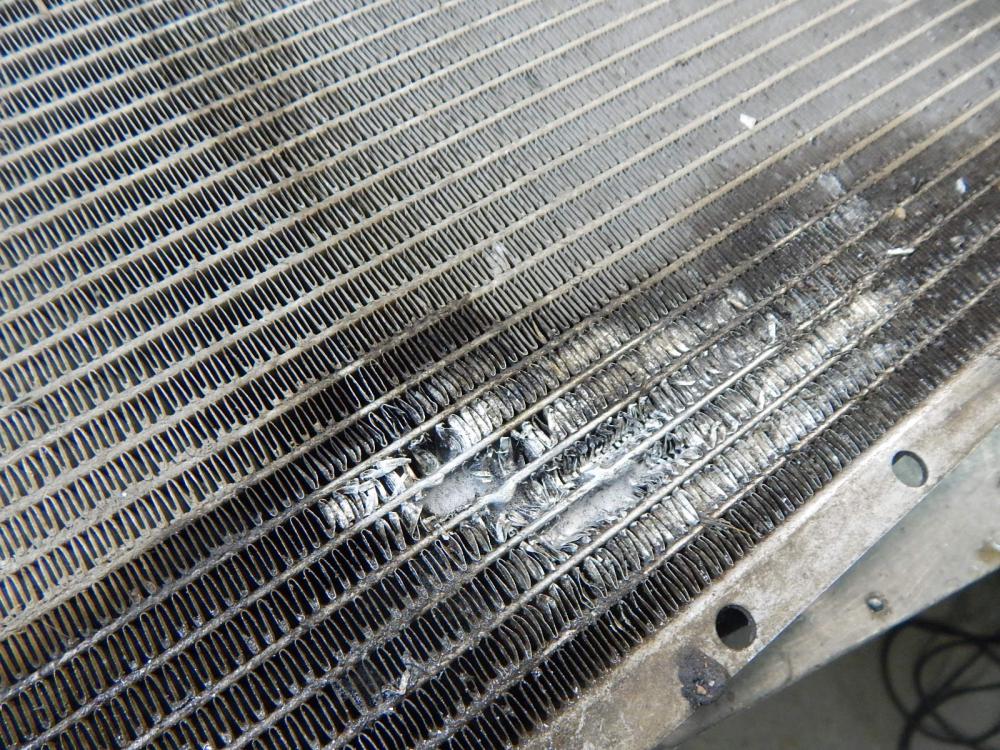
Разная радиаторная мелочь,отнимающая довольно много времени
-
@Psihoz, В "поле"-между швами,не осталось никаких напряжений после сварки?
-
@Psihoz, Лопается не где угодно,а там,где должна была лопнуть после вашей сварки
-
@konstantinXX, Константин,здесь есть очень тонкий момент-гордостью называется...и не считаться с этим нельзя.
-
@Глобул, Это цитирование Иосифа Ароновича Закса,кандидата технических наук,автора справочного пособия для ИТР,занимающихся изготовлением,ремонтом и проектированием сварочных конструкций - Сварка разнородных сталей. Издательство "Машиностроение" Характеристика электродов с рутиловым покрытием...если быть точным.
-
@AKeeper, Их можно использовать для сваривания изделий с гальваническим покрытием (оцинкованных). Низкое тепловложение электродов позволяет использовать их для сварки широких зазоров, а нечувствительность к поверхностям с налетом ржавчины и загрязнениями обеспечивает им высокую технологичность. ---- Сварка по оцинковке - это спорный момент,а вот по грунтовым покрытиям 20-25 мкм позволяют производить сварку без образования пор и ухудшения механических свойств.Так же рутиловые электроды не склонны к образованию пор при сварке сталей,имеющих на поверхности окалину и ржавчину .
-
@Павел163, Лет 12 назад ставил наружный газовый счетчик.Надо было сварить газосваркой 5 стыков 1 1/2.Каждый стык тогда обошелся в 500 р.,по нынешним ценам тысячи три. А с радиаторами...,если нужно менять бачки,возиться с трубными досками и т.д. - это одна цена,ну а с такими мелкими повреждениями,где хороший доступ к месту пайки,сварки-как в приведенном примере-откуда такая цена 500-1000 р.? Здесь уже ЖЭК отдыхает..
-
@Hlorofos, Смотри,опрессовка и фрезеровка головки той же газели стоит 800 руб.Это нормально?
-
@Павел163, Для наших мест 500 р. 150-200 р. точка... Сам бы за такую работу больше не дал.
-
@konstantinXX, Радиатор с БМВ .Три точки.Сколько надо было взять ? Меж сот мыльная пена.
-
Есть вот такой мангал,делал сын.Говорит,что материалы и прочее потянули на 9 т. Надо его продать.Сколько он может стоить ?
-
@chdv1971, Э,нет.Оговорюсь сразу-Белоруссия это не Россия.Как -то в городе была лавка с названием-Белорусские колбасы,так там продавали другой товар,нежели в магазинах и по другой цене.А сейчас в магазинах сплошной суррогат под названием-Российское изобилие,который в принципе есть нельзя. От колбасы,молока и сыров осталось только название:это соя,пальмовое масло,крахмал и вкусовые добавки в синтетической упаковке.Читаешь состав колбасы - слезы наворачиваются.Чего стоит только одно мясо механической обвалки-это,когда с костей срезали все,что только можно срезать,а потом пустили эти кости под пресс,так эта жижа называется мясом механической обвалки .А свиная шкур в колбасе-животный белок-сапоги перестали яловые шить,так в пищу-зачем белку пропадать.Как в стране создать изобилие магазинах,когда нет собственного мяса,молока и пшеница 4 и 5 класса в хлебе,т.к.1 и 2 класс продан за границу?Ответ очевиден-только производство суррогатов способно создать иллюзию изобилия.То,что сейчас продают в российских магазинах,есть нельзя-просто опасно для здоровья...и Маркс здесь прав. А завтра - вечная память.
-
@Бархударов, Да,когда смотрю на сибирские просторы - это другое,это не 4-5 соток земли,как в Краснодарском крае @валера1963, Портвейна массандровского хорошо бы к этому.. @chdv1971, Удешевим производство ...как Маркса не вспомнить с его -нет такого преступления на которое не пойдет капитал ради 300 % прибыли