Точмаш 23
-
Постов
5 556 -
Зарегистрирован
-
Посещение
-
Победитель дней
430
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
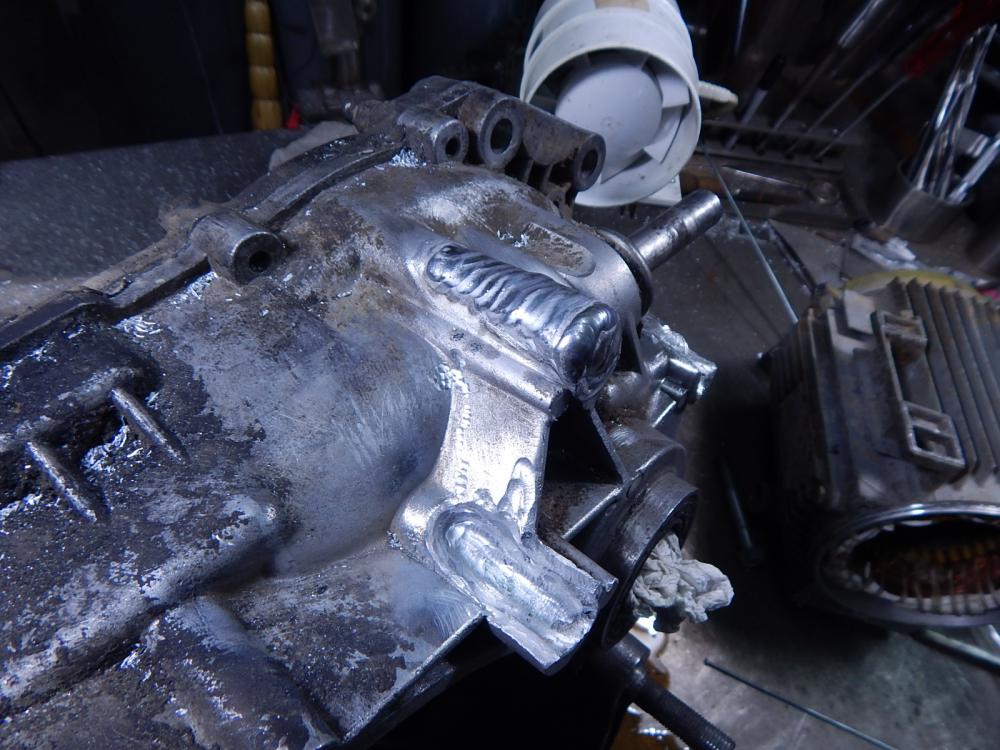
 @AMBIVERT42, ГБЦ с БМВ-520 1988 г.в. Кусочек отвалился --- Варил отломанный кусок магниевой клапанной крышки мерседес 120,так ее сдуло ветром с верстака
@AMBIVERT42, ГБЦ с БМВ-520 1988 г.в. Кусочек отвалился --- Варил отломанный кусок магниевой клапанной крышки мерседес 120,так ее сдуло ветром с верстака -
Думаю,что присадку 5356 все равно приобретать надо,но не в вашем случае.Сплавы АМц,АД 31 варятся как 4043,так и 5356 ,а наиболее подходящая с меньшей температурой плавления 4047 Посмотрите характеристики lincolnelectric.com›assets/global/Products/… eksploveld.kiev.ua Обратите внимание на интервал плавления этих сплавов - это важно.
-
Как правило из АМц,а также могут быть изготовлены из АМг,АД 31 viam.ru›public/files/2006/2006-204647.pdf
-
Радиаторы из АМц,а сплавы АК только литейные. Ради интереса:алюминиевые пивные банки сделаны из АМЦ,а крышки из АМг 3
-
@copich, Сплавы АД 31 -35. Горячее растрескивание будет происходить при содержании кремния в сплавах 0,8%,магния 1,5% и силицида магния 0,8% - пиковые значения .Чтобы этого избежать, надо повысить содержание магния или кремния присадочным материалом выше этих значений.Угловые швы свариваются 5356(при работе на срез прочнее в полтора раза,чем АК 5),а швы,работающие при повышенных температурах 4043,а также, если изделие будет подвергаться термообработке.
-
Респиратор с угольным фильтром купите .
-
@selco,Валера,посмотри на снимок полуавтомата (пятью постами выше). Что он там делает в том цеху,в хорошие ли руки попал?
-
@selco, Нет,это не ответ-каждому свое,никто не спорит,что расширенные функции аппарата не нужны -нужны. Я смотрю на это как производственник - весьма трезво. Если сварить "чернуху" можно качественно аппаратом за 100 тыс,то зачем покупать аппарат за 300 тыс.,тем самым увеличивая себестоимость производства?Найдет ли это понимание у руководства предприятия?Много ли в России есть производств,где надо варить миллиметровый алюминий целыми сменами? Под какие объемы работ надо покупать такой аппарат?Я говорю об экономическом обосновании приобретения данного оборудования.
-
Слушайте,ребята,вы какие задачи будете решать столь совершенным(с ваших слов) и дорогим оборудованием?Такие аппараты должны работать 8 часов в день и и каждый день,вдобавок быть надежными,ремонтопригодными,с доступным сервисом.Они должны окупать себя и приносить прибыль,иначе нет главного - экономического смысла.Если купить такой аппарат,поставить в мастерской и восхищаться чудом техники,испытывая эстетическое удовольствие или заниматься лабораторными работами- это одно,но совершенно другое,когда аппарат должен работать в пыльном и часто холодном цеху и ,как правило,аппараты на производстве не могут находиться в одних руках - это производство.Еще раз повторю вопрос:какие задачи будете решать -варить цистерны и топливные баки и прочее нельзя ли оборудованием попроще и ,следовательно ,понадежнее?
-
Представьте..кованая деталь,термообработка - улучшена(закалка и высокий отпуск)Допустим,прошла сварка с подогревом,потом следует отжиг,затем термообработка.В состоянии это сделать?Да и металл шва должен быть идентичен основному металлу,чтобы был толк от термообработки.В принципе все можно сварить,только каждый решает сам,а стоит ли это делать или нет.
-
Поворотный кулак ст.40 х , ст.45 х ,термообработка . Не стоит этого делать
-
@krech, Это макет головки,а технологические свойства металла? Его состав?
-
И грязи больше Если долго мучиться,то что-нибудь получиться. Диаметр присадки оптимально 2 мм.
-
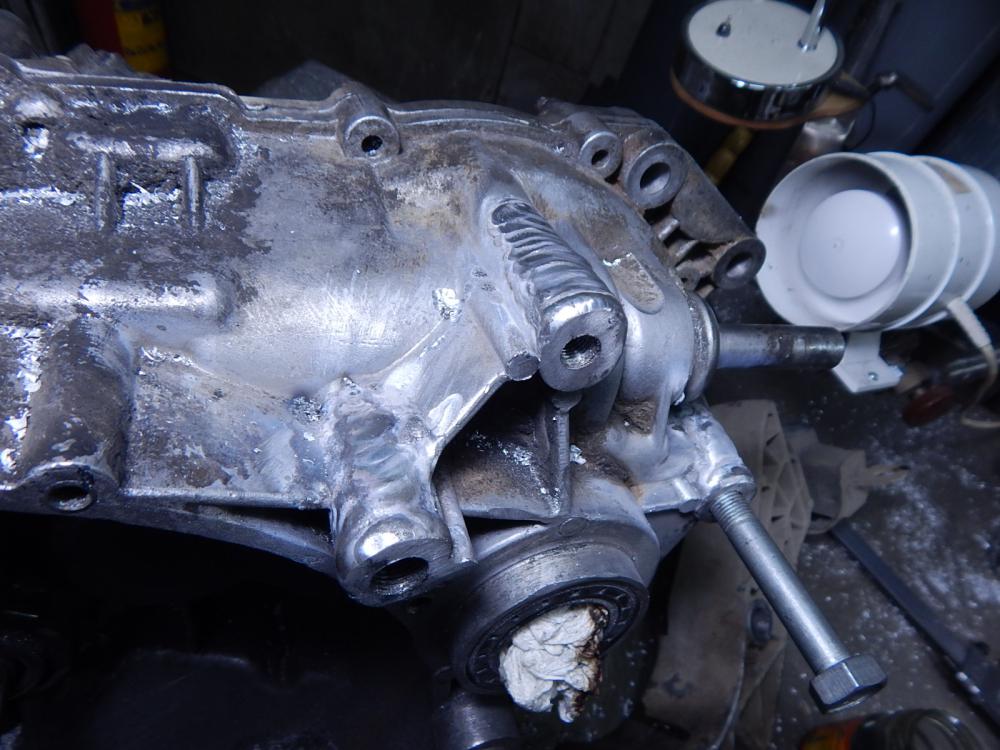
Восстановление резьбы.

-
Конечно - эжектор
-
@Anton VL, В принципе речь идет о Replica (Replay) ,фирме,занимающийся изготовлением точных копий дисков,а уж от нее пошло название всего остального.
-
@konstantinXX, И люлей, допустивший такую вольность слесарь, от старшего отхватит таких, что по всему кафелю будет собирать выбитые зубы поломанными руками. --- Хоть не мозги со стен и то ладно
- 31 ответ
-
- 1
-

-
А разница в плотности ?
-
При высоких скоростях истечения газа будет создаваться разряжение и любая негерметичность в головке горелки становиться инжектором.
-
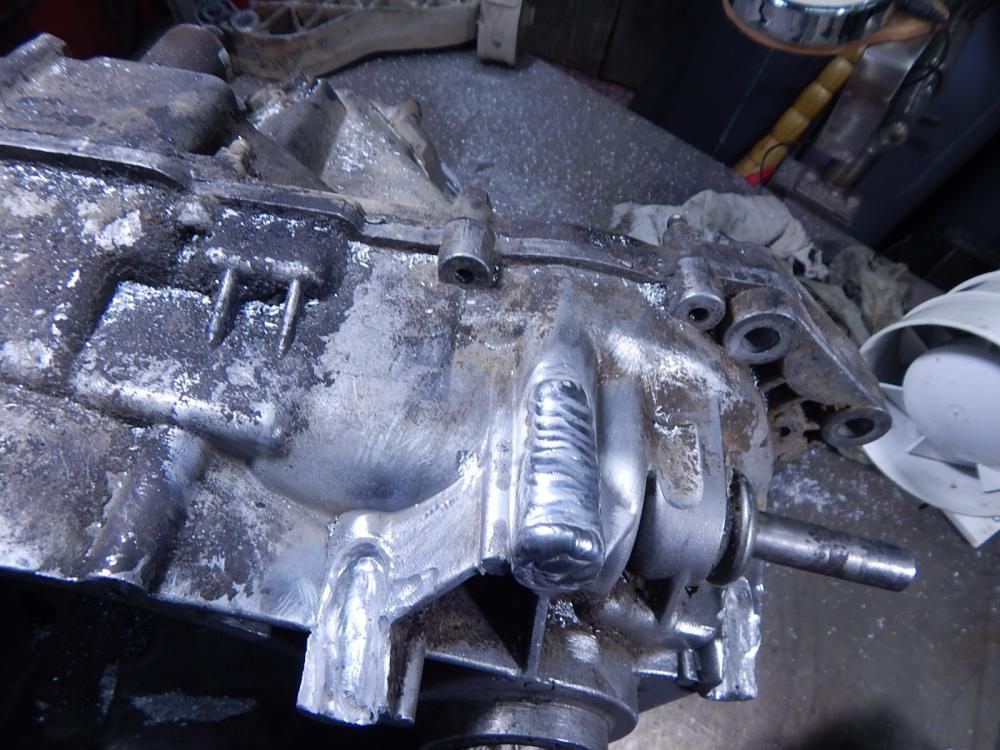
С головками две проблемы-коробление и порообразование.
-
@selco, P.S. Заварили ГБЦ нормально . -- Не торопись..пор там будет достаточно.
-
Пришлось разбираться,что такое оригинальный диск,что такое идентичный диск и что такое "реплика".Концерн БМВ не имеет собственного производства литейных дисков,а заказывает их у сторонних производителей,например,попадалась надпись на диске BORBET. Итак, немецкие фирмы: Alutec, BBS,DOTZ,Rial,Dezent,Enzo ,MEFRO,Borbet - это хорошо известные фирмы с соответствующей репутацией. Теперь,что такое оригинальный диск.БМВ дает литейной фирме техническое задание на изготовление диска,где указывается такие - то и такие - то требование к изделию.Фирма изготавливает такие диски,БМВ принимает продукцию,на нее ставится торговый знак БМВ и завода изготовителя-качество этих дисков будет гарантироваться двумя производителями.После того,как поставлено торговое клеймо,диск будет сертифицирован, как автомобильная принадлежность и в дальнейшем всю ответственность за изделие будет нести БМВ ,а не фирма изготовитель. Идентичный диск.Идентичный диск изготавливается на тех же заводах,по той же технологии,но без торгового клейма БМВ. "Реплики" - это точная копия оригинала,но без каких - либо гарантий качества изделия. Теперь о маркировки дисков. К примеру -: 6.5Jx15 H2 5/100 ET45 d54.1 : 6.5Jx15 габариты H2 - форма хампа,PCD 5/100 - диаметр разболтовки по центрам отверстий, ET45 -вылет диска(если отрицательный,то ET- 45 / на немецких дисках должно быть IS 45) DIA d54.1-диаметр центрального отверстия. MAX LOAD 2000LB- максимальная нагрузка на колесо,к примеру,2000 фунтов (908 кг).Также может быть надпись - AlSi7Mg we - термообработка по Т6
- 68 ответов
-
- 13
-
-
По поводу оригинала.Это довольно сложный вопрос,но хочу заметить:это сплав очень высокого качества,одним из признаков которого является очень малая концентрация водорода. Думаю,что одна из причин этих трещин-это сильная перегрузка диска.Кто знает дороги в окрестностях Сочи,к примеру,Сочи - Туапсе,тот поймет о чем речь.Следов деформации закраин нет..По крайней мере,так было вначале,а потом свое дело сделала некачественная сварка-практически все трещины идут по металлу шва
-
@МАГ, Проволока ф2 мм будет?