Точмаш 23
-
Постов
5 556 -
Зарегистрирован
-
Посещение
-
Победитель дней
430
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
@konstantinXX, Объемная усадка наплавленного металла приводит к отрыву по линии сплавления в верхних слоях
-
По поводу проковки при сварке "на горячую". Вот такая крышка фильтра горячей воды.Подошел к этой сварке довольно легкомысленно - выделил 20 минут на сварку какой-то крышки..,так,мимо дела,потом пожалел.Во-первых,паршивое литье,которое долго контактировало с горячей водой.Во-вторых,толщина крышки от 16 до 20 мм и трещина проходила под углом к поверхности.На механическую прочность сварить-проблем нет,а вот на герметичность - еще какие.Сносной дегазации ванны можно достичь нагрев деталь до 400 С.Провозиться с этой крышкой пришлось очень долго-лезут поры.И здесь без проковки на такой толщине,когда нужно наплавить большой объем металла, не обойтись

-
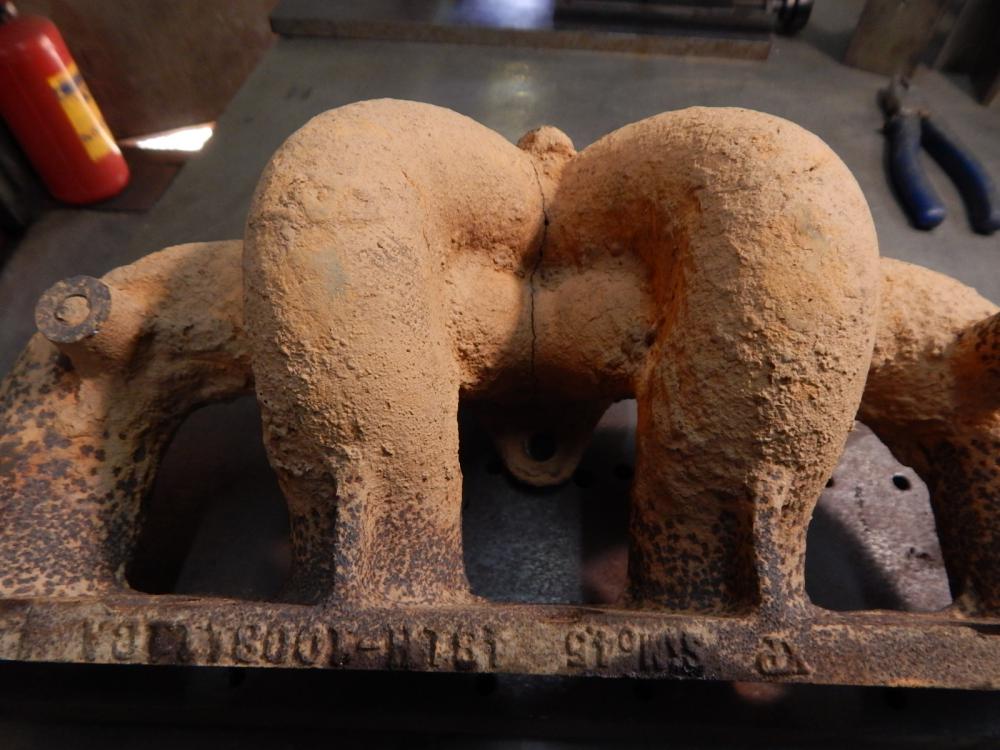
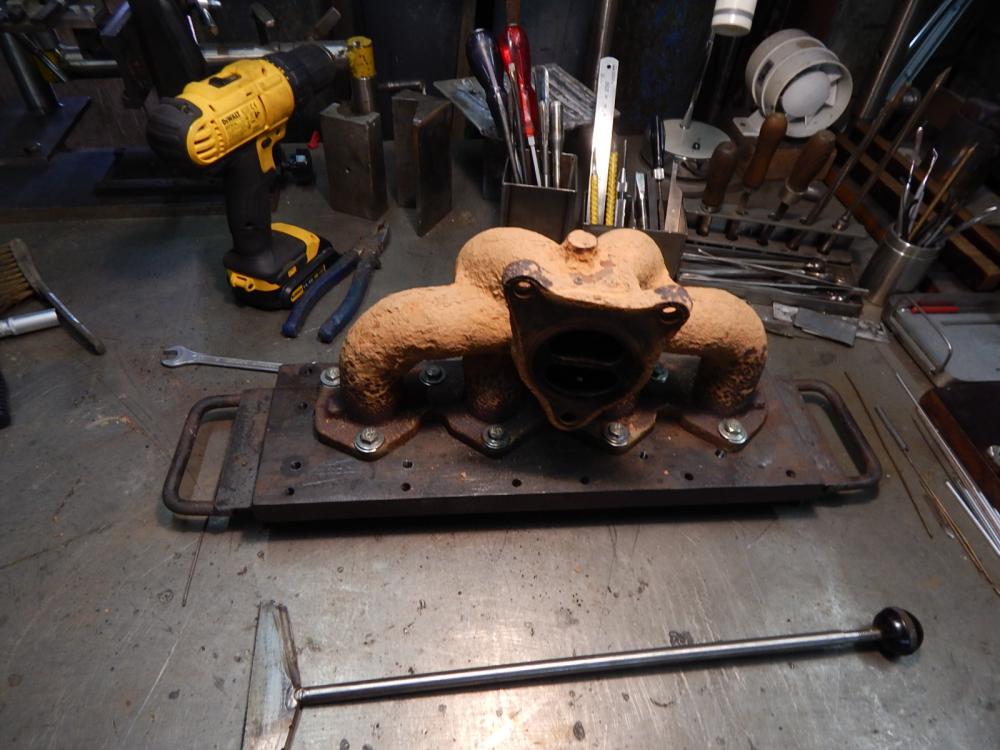
Коллектор ..китайский.Разлом от уха до уха.Сварка на горячую в кондукторе.Деформация осталась по 0,22 на краях привалочной поверхности.Надо прорезать насквозь,давать обратный изгиб и выходить в ноль.Хорошо,когда рядом фрезерный и усп для коллекторов,..но часто такого оборудования рядом нет..
-
@AMBIVERT42[/ Всегда по месту грею
-
@ugaida, Горелку возьми да отожги ..металл будет пластичнее.Можешь перед сваркой,а можешь и во время сварки
-
Да и отжечь надо
-
@konstantinXX, Так ты говорил о выжигании графита или о порошковой наплавке? ..а то как-то теряется привязка к комментариям. Вернусь еще раз к теме горелого чугуна,но прежде о электрохимической коррозии чугуна.Попадалась чугунная труба с толщиной стенки 10 мм.Эту трубу можно было ломать руками-там нет железа,одни окислы и графит. Если кому-то невмоготу варить горелый чугун,то логично было бы сначала удалить графит KOH,потом убрать окисел с матрицы травлением к смеси кислот,нейтрализовать остатки кислоты;высушить и привязываться к остаткам железа каким-либо твердым припоем или порошком.В этом случае уместна именно пайка,но не сварка.Впрочем,смысла большого в этом нет,т.к. какой-то сносную механическую прочность соединения получить трудно. На снимке газовое сопло промышленной печи прямого нагрева.Два нижних снимка - щелочное травление
-
Не все так просто.Графит будет реагировать с избыточным кислородом в окислительном пламени горелки,но одновременно будет окислятся железо и выгорать марганец и кремний. Из окислов железа можно восстановит железо,но оксидные пленки любого вида на металлах относятся к безвозвратные его потерям.По большому счету,речь идет об удалении оксида с поверхности металла
-
@Миротворец, МНЖКТ не для горелого чугуна...речь шла о корпусе насоса.
-
4043,4047
-
 Сколько уже говорилось о том,что спицы варить не надо.Линейная усадка наплавленного металла создаст напряжения в спице,спица будет сильно напряжена и деформирует часть окружности.На больших оборотах появятся значительные знакопеременные нагрузки,которые разрушат спицу.Еще надо учитывать ослабление металла в ЗТВ...А если разрушение произойдет на приличной скорости и на крутом вираже? Что может случится?
Сколько уже говорилось о том,что спицы варить не надо.Линейная усадка наплавленного металла создаст напряжения в спице,спица будет сильно напряжена и деформирует часть окружности.На больших оборотах появятся значительные знакопеременные нагрузки,которые разрушат спицу.Еще надо учитывать ослабление металла в ЗТВ...А если разрушение произойдет на приличной скорости и на крутом вираже? Что может случится? -
Горелый чугун.Под влиянием высоких температур металлическая матрица окисляется и со временем железо превращается в окись железа.Не к чему там привязаться - один графит и окалина,а если и осталось что-то от металлической матрицы,то скрыто под толстым слоем окисла @ВлаДон, Закажите у Александра ПАНЧ 11 проволоку МНЖКТ 5-1-0,2-0,2 - это хороший материал для такой сварки
-
1050 – Al99,5 – тепловые экраны, ребра теплообменников;3003 – Al-1,2Mn-0,12Cu – теплообменники;5005 – Al-0,8Mg – тепловые экраны, несущие конструкционные элементы;5052 – Al-2,5Mg-Cr – шасси, несущие конструкционные элементы;5454 – Al-3Mg-Mn-Cr – колесные диски;5754 – Al-3Mg-Mn-Cr – шасси, оси, внутренние панели;5182 – Al-4,5Mg-0,4Mn – несущие конструкционные элементы;5083 – Al-4,5Mg-0,7Mn-0,15Cr – несущие конструкционные элементы;6016 – Al-1,2Si-0,45Mg – кузов, наружные панели;6181А – Al-0,9Si-0,8Mg – кузов, внутренние панели;6111 – Al-0,9Si-0,8Mg-0,7Сu-Mn – кузов, наружные панели;6022 – Al-1,2Si-0,6Mg-Mn – кузов, наружные панели.Нечего там делать 43 присадке
-
@selco, Мне известны случаи,когда ковали титан,нагревая его в печи без газовой защиты.А справочники говорят,что поковки допустимо выполнять без газовой защиты,если возможна механическая обработка. Проверял шов на твердость,выполненный с очень плохой газовой защитой,так вот,твердость самого шва в пределах 45 по Роквеллу,а твердость в ЗТВ совершенно иная. Весь вопрос в том,что интенсивность поглощения газов атмосферы зависит от температуры металла. @road64, Это обоснованное требование,так же оно касается не только титана,но и нержавейки тоже.Титан в химическом машиностроении используется по одной причине-на поверхности титана образуется очень стойкая окисная пленка.Эта пленка устойчива даже в тех агрессивных средах,в которых нержавеющая сталь сильно корродирует.К примеру,в ваннах с электролитами,приготовленными из хромового ангидрида и серной кислоты,нагреваемых до 60-70 С стоят титановые змеевики.
-
@SergDemin, Можно добавить,что для очистки аргона от примесей-кислорода и азота используют титановую стружку,нагретую до температуры 900 - 1000 С.
-
@konstantinXX, HF - 26 ; HNO3- 50 ; H2O - 24. Температура 22 С.Время травления от 1 часа до 20 в зависимости от толщины пленки. В начале наждачный камень ..
-
@konstantinXX, Столкнулся со сваркой титана лет 15 назад.Надо было переваривать боковые и донные змеевики на ваннах. В ремонтной сварке титана проблем достаточно.Одно дело специализированное производство со всей необходимой оснасткой и пониманием процесса,а совершенно другое,когда ремонтом приходится заниматься периодически и без должной подготовки производства. Немножко теории.Титан относится к химически активным металлам,способным растворят азот,кислород,водород и углерод в с сотни и тысячи раз больше,чем сталь.Титан способен растворить в себе в 25 000 раз больше водорода,чем железо. Основной проблемой при сварке титана является защита металла от газов атмосферы.Тот же водород образует с титаном гидриды - хрупкие прослойки между зернами,которые приводят к холодным трещинам.Если сваривается жесткий контур,образованный близко лежащими швами,то трещина может появится на вторые,третьи сутки после сварки .Приходится ждать.Если трещина возникла,а разрушение происходит хрупко,то приходиться вырезать весь дефектный узел и переваривать все заново.Надо помнить,если не удается обеспечить хорошую защиту,то шов можно подваривать один раз-всего два прохода.Взаимодействия титана с газами атмосферы приводит к повышения твердости и росту зерна.Один из способов контроля качества шва- это обрабатываемость металла напильником.Если получен шов с твердость закаленной стали,как правило, он имеет цвет от желтого до серого,то может быть разрушен хрупко,как стекло-можно отбить молотком,и тем не менее таки швы могут работать,если не подвержены механическим нагрузкам.Чтобы получить качественный шов,надо хорошо обработать кромки.Травление титана происходит в смеси плавиковой и азотной кислоты.Тем,кто не сталкивался с плавиковой кислотой,то лучше с ней и не сталкиваться,да и достать ее сложно.Остается один способ-тщательная механическая зачистка.Не все титановые сплавы свариваются хорошо.ВТ1-00 будет нормально свариваться,а среднепрочные и высокопрочные намного хуже.Теперь о присадочном материале.Желательно иметь сварочную проволоку,прошедшую дегазацию,а не пользоваться "лапшой".Пробовали рубить на ножницах двухмиллиметровую пластину на узкие полосы,но сечение получается большое,а большое сечение присадки приводит к переохлаждению ванны,что ведет за собой увеличение сварочного тока,т.е. к повышенным режимам,что нежелательно для титана. Итак,для сварки титана необходима тщательная защита от газов атмосферы(поддув,накладки,шельфы),высокая чистота защитного газа и присадочного материала.Без присадки могут свариваться листы до 2 мм.Присадка подается непрерывно. На снимках - емкость,сваренная с несоблюдением элементарной технологии(варена не мною) Из оборудования было : ВД 306,РБ 302 и горелка АР -9 с лапшой )Эта емкость для хранения кислот.Сварено было несколько таких емкостей и только одна дала трещину после сварки - это гидриды.Остальные емкости целы до сих пор,хотя и сварены довольно небрежно в 1987 году).Стоит обратить внимание на углы емкостей -это самое проблемное место. Снимок шва - это работа чехов,они поставляли весь комплекс оборудования.Это так называемый классический шов...лет тридцать стоит.
- 815 ответов
-
- 18
-

-

-
Сделал снимки с большим разрешением.А теперь давайте поговорим с вами по существу.Вы позиционируете себе большим специалистом по сварке титана,так вот, покажите мне снимки угловых швов двухмиллиметровых титановых пластин,выполненных без присадки- ваших эталонных швов.Естественно,это должна быть ваша работа,а не надерганные фотографии из интернета...,а потом мы продолжим с вами разговор,впрочем,если в этом будет какой-то смысл
- 815 ответов
-
- 15
-
-
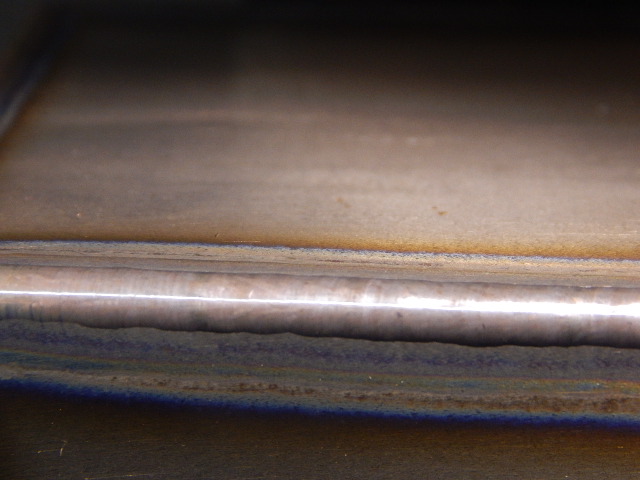
@Hlorofos, Синяя полоса вдоль шва-недостаточная газовая защита.
-
@Hlorofos, Довольно жесткие требования к газовой защите-основная проблема, и надлежащая подготовка кромок к сварке.
-
@ugaida, Я что-то дисковых щеток из нержавейки в продаже не видел.Тебе попадались?
-
Дражайший,этот стаканчик для отверток будет служить мне очень долго..мда. Если хотите рассказать о технологии сварки химически активных металлов,то я ее знаю;но не буду себя ею утруждать при сварке подобных вещей.Надеюсь,доходчиво объяснил?
-
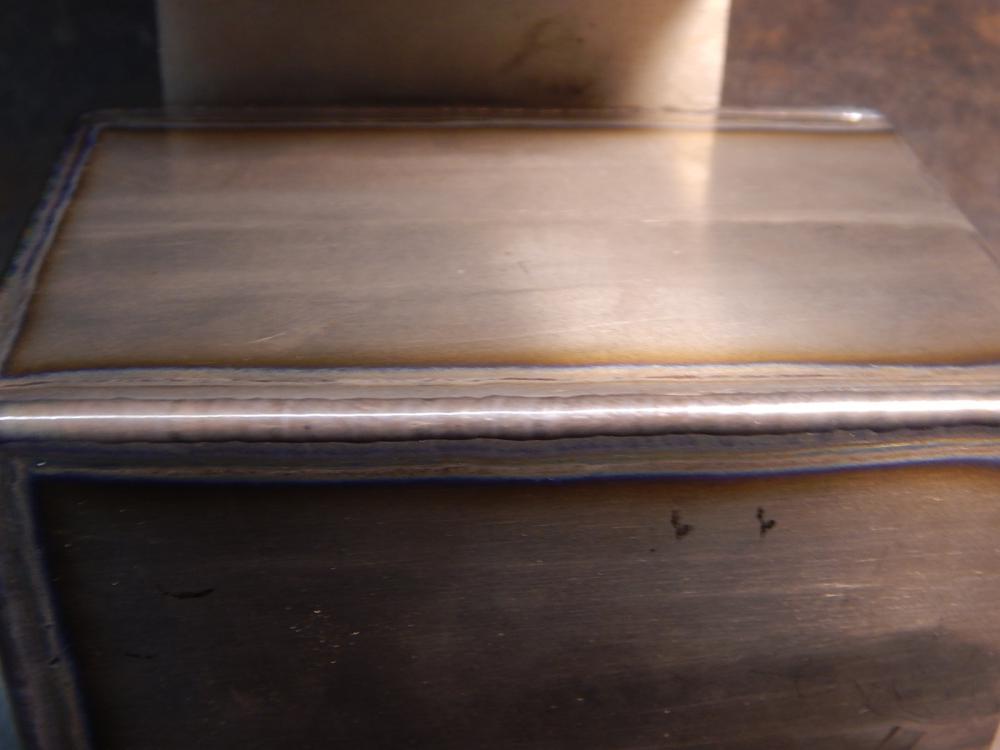
Титан.Технически такая сварка несложна,но, все-таки, вряд ли какой металл может "давать" такой шов,как титан.
- 815 ответов
-
- 17
-
-
С теми деталями,которые вы варили,надо сильно постараться,чтобы там что-то треснуло - лопнуло
-
@gary, Подогрев перед сваркой углеродистой стали обязателен. Чтобы определить температуру подогрева углеродистой стали перед сваркой нужно: Определить эквивалент углерода по химическому составу http://konspekta.net/studopediaru/baza18/409420687186.files/image042.gif Определить размерный эквивалент [C]р=0,005S[C]х S -толщина свариваемого металла Полный эквивалент углерода [C] = [C]х + [C]р = [C]х (1 + 0,005S). Температура необходимого подогрева вычисляется по формуле Тп = 350 http://konspekta.net/studopediaru/baza18/409420687186.files/image044.gif А так же хорошо иметь присадочные прутки 307, 309