Точмаш 23
-
Постов
5 556 -
Зарегистрирован
-
Посещение
-
Победитель дней
430
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
@BelaZZ, Какой вывод? Надо поискать проволоку ф 1,2 )
-
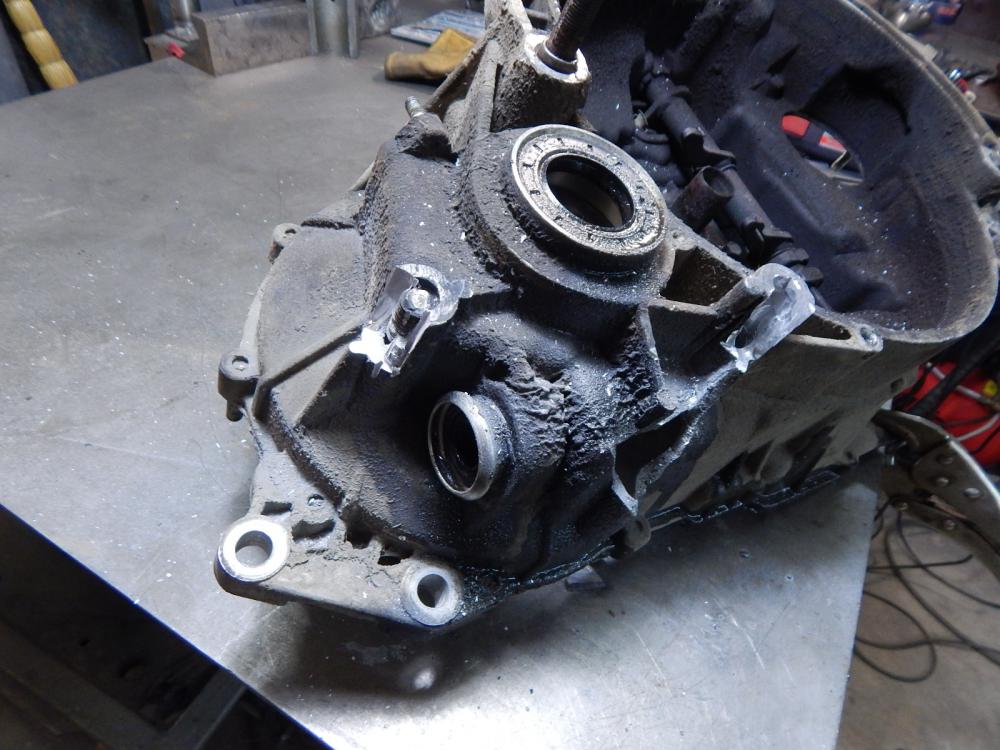
 Как правило,картер заднего моста изготавливается из ковкого чугуна.В вашем случае,разрушение хрупкое...панч.
Как правило,картер заднего моста изготавливается из ковкого чугуна.В вашем случае,разрушение хрупкое...панч. -
@krech, 08Г2С полуавтоматом неплохо идет при заварке мелких дефектов на свежих чугунах ...сразу после литья
-
Причем здесь АМц ? Это силумин .
-
Не знаю,как он точно называется-то ли казан,то ли котел.Этому котлу лет 50 -60 .Стенки от 5 мм до 2,5 . Чистили его,скорее всего, песком,плюс воздействие на сплав воды ,жира,масла на протяжении этих лет. Получить ванну на этом сплаве не получается-именно так пытались варить его раньше. А так,на малых токах,видны включения и связующий их алюминий. Возможно,что это какие-то соединения кремния , интерметаллидные фазы .
-
Принесли вот такой котел литров на 25.Человек взялся варить,но не сумел.Заняла эта работа около четырех часов..работа действительно трудная.Котел старый,содержание кремния,наверное,около 18 процентов,привязываться практически не к чему.Присадка только 47 и косвенной дугой..В общем,очень творческая работа)..при желании можно его полностью облицевать заново

-
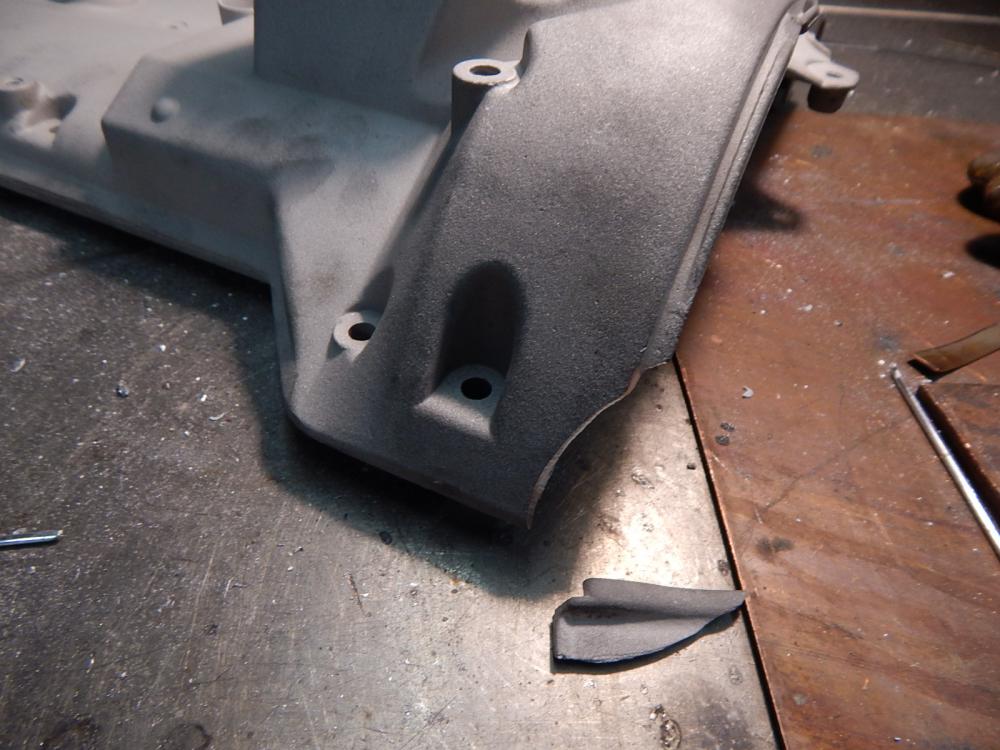
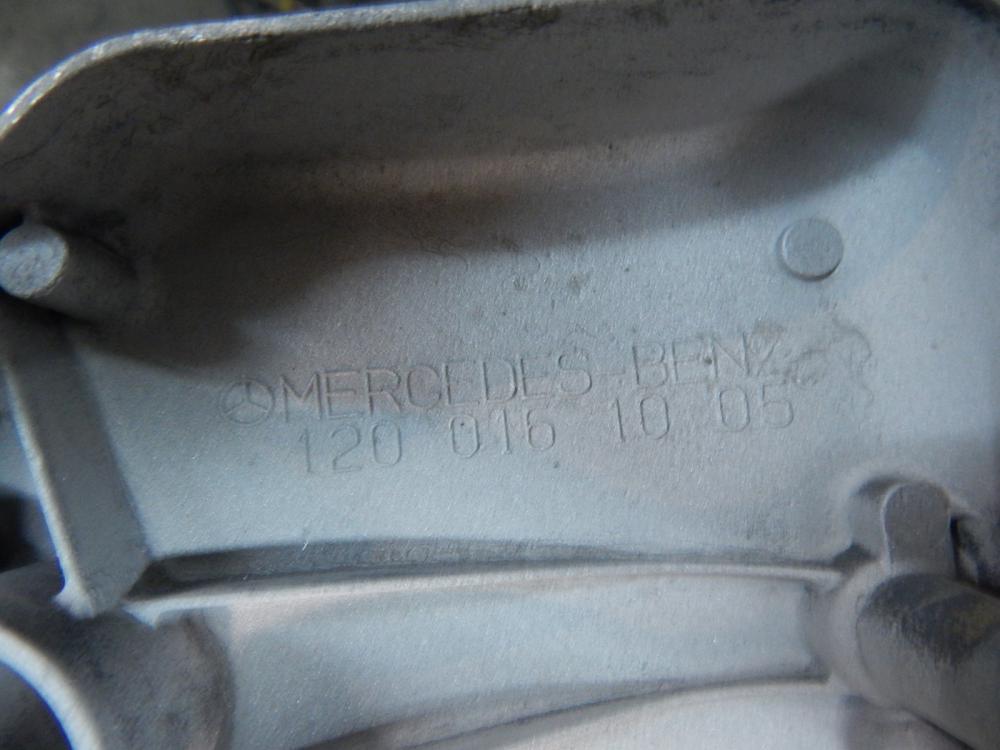
Крышка клапанов мерседеса 120 . Отбит уголок .
- 312 ответа
-
- 15
-

-
@SergDemin, Рекомендации рекомендациями,но 250 а слишком большой ток для ф1 мм.
-
Гранта.....довольно сложное отношение к вазовскому литью,мягко говоря
-
@Глобул, Да,было бы достаточное количество опытных образцов,чтобы экспериментально определить режимы,но..
-
@Глобул, Нет ощущения,что ванна несколько холодновата? Кстати,какой размер катета указан на чертеже?
-
@Глобул, Току бы побольше да проволоку потолще )..все-таки для такой толщины металла проволока ф 1,2 больше подходит
-
Такая работа стоит ровно столько,сколько готовы заплатить за нее в вашем регионе.Я бы ее оценил в 5 - 7 тыс.,думаю,что она больше не стоит,даже будь это редкий или сверхредкий блок. Возьмите твердосплавную фрезу и вырежьте резьбу,заглубляясь миллиметра на три.Потом наварите такой объем "мяса" панчем,чтобы хватило нарезать резьбу в никеле.Вваривайте кусок стали (Ст.3),предварительно отожженной.Для вас основной проблемой,коль вы редко варите чугун,будет сварить сталь с чугуном.Надо помнить,что помимо механической прочности еще нужна будет герметичность околошовной зоны в чугуне.Поэтому,возьмите тиг и облицуйте чугунную кромку панчем-вам потом будет проще привязаться к ней через плакировку.
-
@Имир, Зачистите место излома,нанесите слой ПАНЧа,можете слегка проковать,уплотняя металл,а потом варивайте стальную латку.Можете сделать так,как сказал Креш,можете иначе-здесь вариантов достаточно ,но не надо вырезать кусок из другого блока и вваривать взамен утраченного - это худшее,что можно сделать. Кстати,у вас кроме полуавтомата с панчем, аргонодуговая сварка есть?
-
Плакировку бы чистым никелем надо сделать в обязательном порядке,а потом уже..
-
Справка плохо паяются: 5052 (АМг2,5), 5056 (≈АМг5), 5083 (АМг4,5), 5086 (АМг4), 5154 (≈АМг3), 7075 (≈В95). Сплавы, которые содержат более 1 % магния, нельзя удовлетворительно паять с применением органического флюса, а сплавы с более чем 2,5 % магния – с активными флюсами. Сплавы, которые содержат более 5 % магния, нельзя паять ни с каким флюсом.
-
@Миротворец, Александр,спасибо огромное за предложение,но я думаю,что есть более достойные люди-Алексей и Игорь (Белаз и Амбиверт)
-
Сварка ЦАМ - ZAMAK.Ручка двери Фредлайнера. Карбюратор и пневматика .Присадки 56,43 и цинк
-
@ВлаДон, Это кран уровня пола автобуса Цинка в этом сплаве достаточно.Одна трещина заварена цинком,а вторая 43 присадкой.
-
@Учусь, Первый раз свариваете алюминий и начинаете с фуры?..да,что-то в этом есть ...какой-то элемент романтики. Может быть,для начала надо разобраться с присадками и узнать немножко больше о материалах ,которые собираетесь сваривать?
-
Как правило,вся навеска отливается из сплавов ЦАМ.Это делается по одной причине:хорошая жидкотекучесть сплава позволяет отливать детали очень сложной формы(те же карбюраторы) с хорошей чистотой поверхности,что не требует дальнейшей мехобработки.Высокие механические свойства того же ЦАМ 4-1 (временное сопротивление разрыву 30 кг) и хорошая стойкость против коррозии в атмосфере определяет использование этих сплавов в навесных деталях . Если пытаетесь сваривать ЦАМ,то предпочтительнее будет 56 присадка,но большое количество пор,что значительно понижает мехсвойства,будет вам обеспечено.Найдите кастолин 192.Эта цинковая присадка даст вам качественное соединение,правда,сварка ЦАМ - это долго,дорого и вредно для вашего здоровья) Вес детали не говорит о том ,что она отлита из ЦАМ...в принципе это может быть и АЛ 11
-
Кованный легче по весу- 5 кг для 15 дюймов и 8 кг для литых.Проходят мехобработку-токарная и фрезерная; маркировка вдавлена,а не выпуклая
-
Справочно Кованные диски,маркировка - : EN AW-6082 или EN AW-AlSi1MgMn, а сплава 6061 – EN AW-6061 или EN AW-AlSiMgCu
-
Почему естественно 4043? У Валерия диск -трещина посередине шва,естественно варили 4043 . У сплава AlSi7Mg0,3 временное сопротивление разрыву порядка 26 кг.,а у 4043 - 16 кг. Есть же разница...и усталостная прочность разная
-
@Serj55441, Да.