Точмаш 23
-
Постов
5 556 -
Зарегистрирован
-
Посещение
-
Победитель дней
430
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
@konstantinXX, Знаешь, в чем прелесть такой работы? Будешь уходить от осевого смещения-получишь радиальное... или наоборот.В этом случае трехэтапной сварки не избежать
-
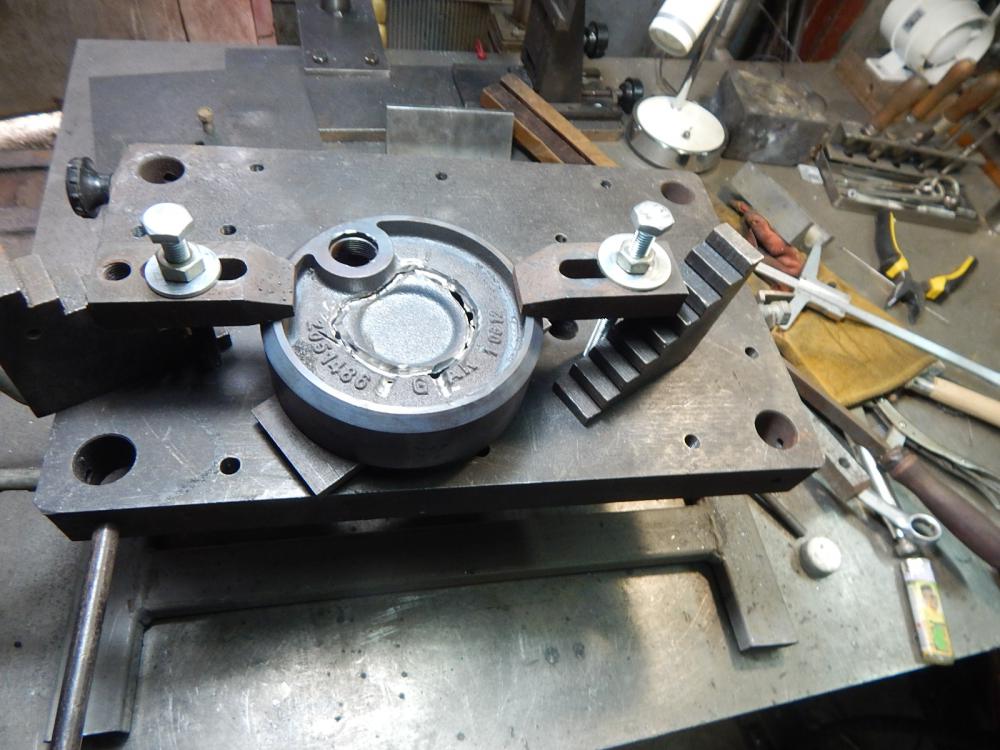
Обойма.Довольно интересная ситуация. Каких-то проблем со сваркой нет вообще.Проблема будет заключаться в соосности посадочных мест.Случай интересный-не удается даже в кондукторе посадить все на место. Часть первая.

-
@gazmafby, Как быть с другой классикой-температура пламени должна в два раза превышать температуру плавления металла,то бишь ст. 3?
-
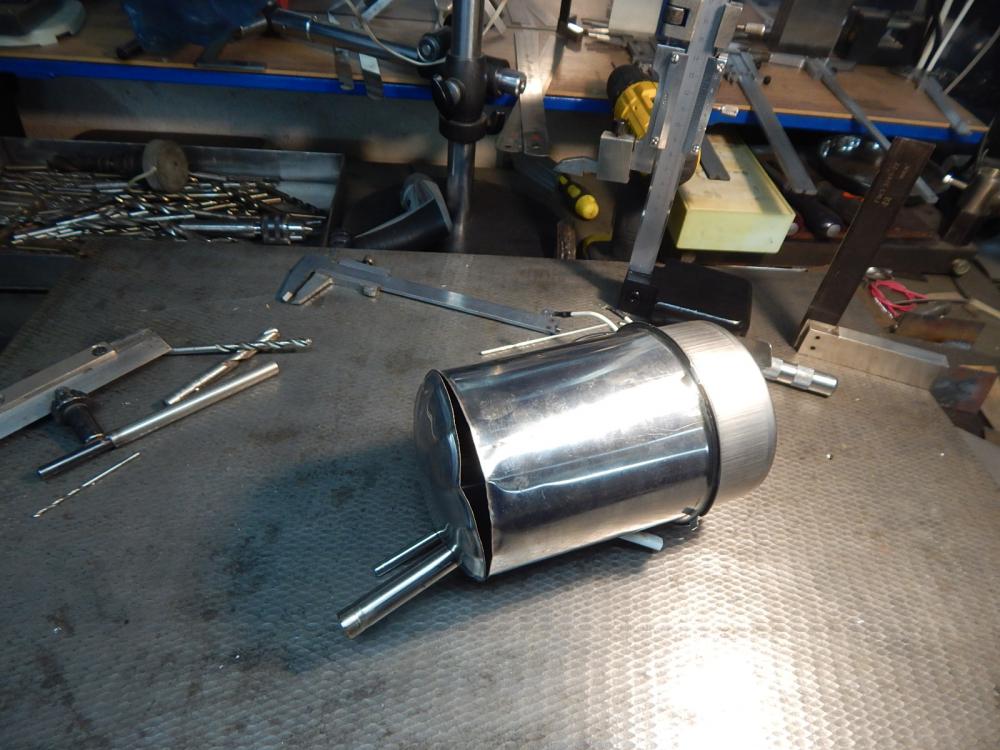
Размороженный бачок кулера.0,3 или 0,35 мм.
-
@Шурпет, Шабашки на рабочем месте?
-
 @круазик, Зачем они нужны из быстрореза,тем более китайского? Быстро затупятся и останется только выбросить
@круазик, Зачем они нужны из быстрореза,тем более китайского? Быстро затупятся и останется только выбросить -
Ручка двери БМВ . Довольно сложно было выварить навесу эту петельку с отверстием и заварка трещины в двух местах.ЦАМ.Кастолин 192 ФБК
-
Больше бы такой простой работы ) ..поддон шевроле . Плоскость в ноль с обратным изгибом 1 мм.
-
@ugaida, Юра,да я не о том.8 мм фрезы по дереву работают нормально.Все-таки надо обращать внимание на толщину пластины.
-
@AMBIVERT42, Взял несколько 6 мм фрез по дереву с твердосплавными напайками Энкор. Режущую кромку ломает сразу-слишком тонкие пластины.
-
Рабочее колесо насоса. 25 см шва. Думаю,стоит ли такие детали вообще варить:разногласий с ремонтной конторой по цене...вплоть до разрыва - классический случай,когда цена ремонта превышает цену новой детали )
-
@selco, Валера,Форсаж - это заводской ширпотреб,и никто серьезного внимания на заводе ему уделять не будет.Конструкторы и технологи понимают проблему,но эта проблема мало волнует руководство завода - изделия продаются и без доработок,которые требуют дополнительного финансирования ...
-
@SergDemin, Подумалось,что WTL поставляет в Штаты свою продукцию - тот же Гроверс). А вот сможет ли ГРПЗ поставить в Штаты свои навороченные Форсажи? ) ...а то получается - если Форсаж не купим,то на худой конец Гроверс возьмем
-
мутный, Ну не знаю,одни только подножки на японские мотоциклы делают в стоке из разных сплавов,у каждого производителя разный сплав,причём он может меняется от года выпуска.Это не учитывая китайские запчасти на эти мотоциклы.Иногда мне кажется что лучше иметь лабораторию металлургическую. ----- Существуют принципы легирования алюминия,которые определяют состав входящих элементов в данную группу сплавов,а все остальное -это мелкое модифицирование,как говорится,из того что есть в наличии по устраивающей производителя цене и доступным ему технологиям. Единственное,что сейчас разработаны перспективные алюминиевые сплавы легированные ,к примеру,литием,но это уже аэрокосмическая отрасль и там свои требования ...,а требование по чистоте сплавов в автопроме касаются колесных дисков и ходовой,так как это приводит к серьезным последствиям -все остальное в принципе вторично
-
@krech, А зря-ультразвук хорошая вещь )
-
@мутный, Была у меня идея систематизировать алюминиевые сплавы согласно стандартам стран,особенно японским ..т.е. какие детали из каких сплавов отлиты..может,Господь сподобит @krech, Кстати,у меня есть 4 ультразвуковых преобразователя,а генераторы были выброшены.Думаю их как-то пристроить.Ультразвук не используете у себя при очистке головок ?
-
@SergDemin, Температура плавления тефлона порядка 300 С
-
@konstantinXX, Эк,куда тебя. батенька, понесло -то..
-
@Hlorofos, Может быть,для жесткости при перегибе? и,скорее всего,для нее. Вообще-то тефлон-обыкновенный фторопласт 4
-
@krech, На Катерпиллеровской головке думал,что стоит 83 или 88 баббит-и твердость и блеск соскоба,вроде бы все говорило,что баббит(приходилось и станочную заливку втулок делать и ручную,скажем,знакомый материал),а нет,не баббит.Здесь бы важно не ошибиться,что перед тобой-баббит или иной сплав ...особенно на чугунах - это греть или не греть,в принципе изменяется весь техпроцесс.
-
@тор, Если их не вырезать(высверлить) эти включения,то можно будет до посинения подваривать,гоняясь за ними.
-
@konstantinXX, Именно так...еще мнжкт. @Weld Set, Вы бы сделали ваше видео покороче
-
Удивились? Это не нынешние электроды,сделанные неизвестно где,а,главное,неизвестно с каким составом обмазки
-
http://i.io.ua/img_aa/small/0135/68/01356887_0.jpg В деталях рассматривать процесс кристаллизации здесь смысла нет.Забейте в поисковик - слабину шва,и,может быть, у вас иронии поубавиться
-
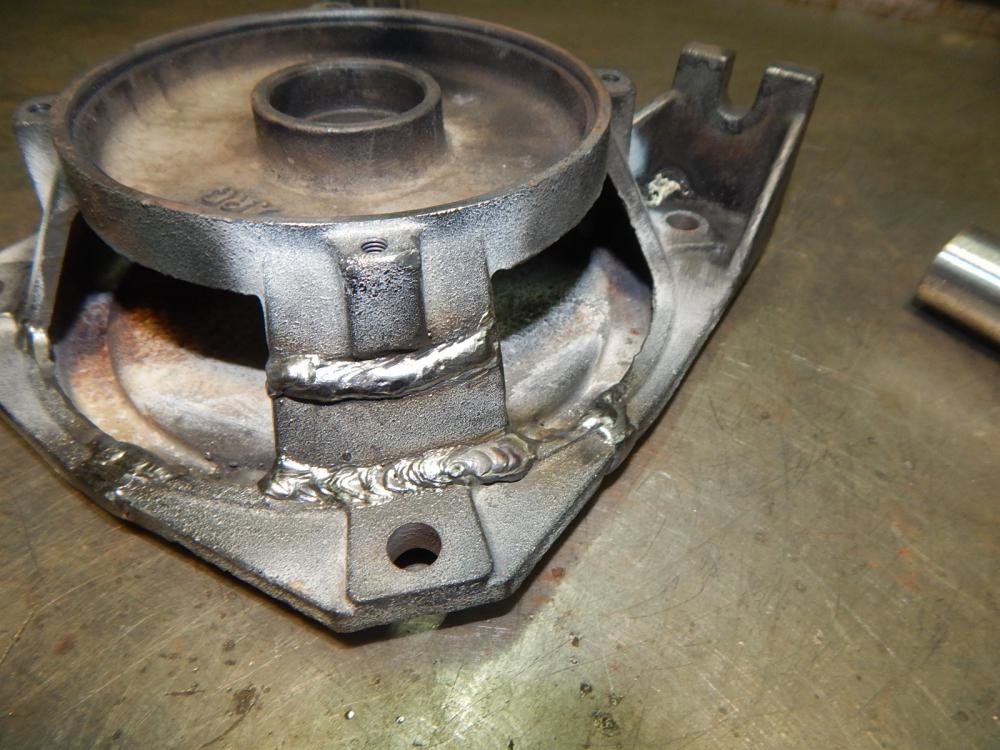
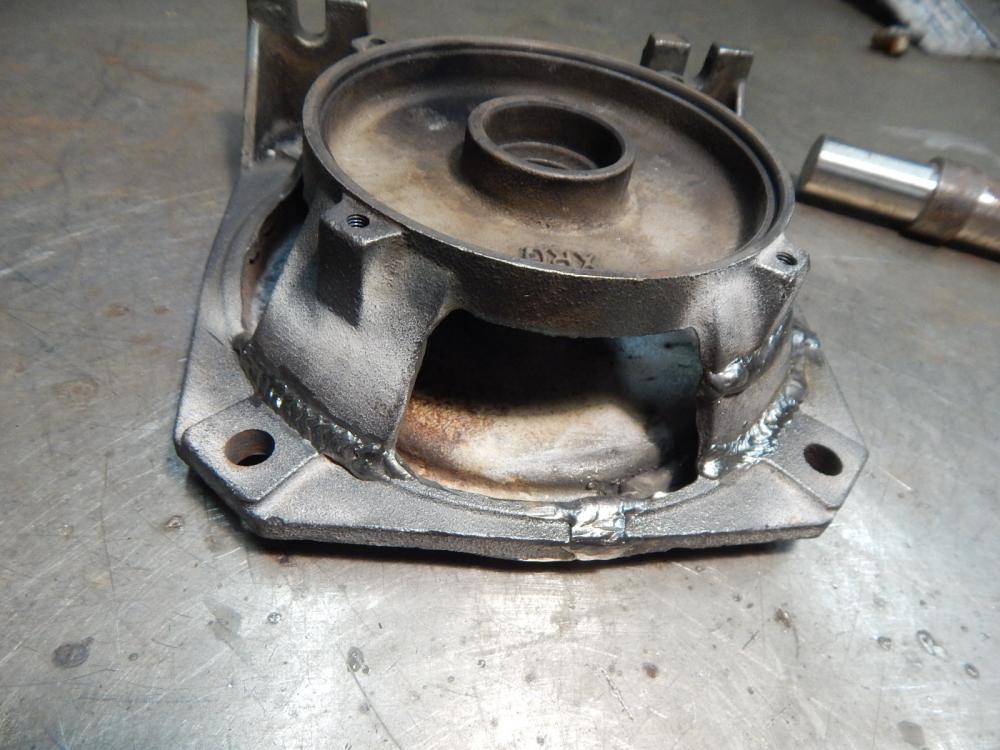
Корпуса насосов