Лидеры




Популярный контент
Показан контент с высокой репутацией 07.12.2021 во всех областях
-
Если есть ОТК то должно быть полноценное РД где прописаны тип соединения токи и прочее. В самом простом случае Вам должен был главный сварщик на пальцах обьяснить и показать как надо делать чтобы было всё ОК. Если у ОТК претензии, то тоже должна быть писулька о том, что не так и это не так нужно исправить. В общем суть вопроса непонятна. . Если-же вопрос как ровненько проварить, то всё просто, нагрейте деталь которая 25мм перед сваркой и нормально подберите режим чтобы сварочная ванна была в комфортных для работы условиях . Ну то есть чтобы подводимого тепла от сварочного тока + предпрогрев хватало для процесса сварки без перегрева и завышения тока. Ну и деталь расположить так, чтобы заварить в "один проход" или разложите швы так чтобы варить "Один подход на присадку". Подкладку там под руку и прочее. А вообще основная проблема у вас в холодной толстой детали.9 баллов
-
Вот привезли "рохли", солидный производитель. Но когда распаковали и собрали, то больше напомнило таджиксельстрой: за такое надо руки отрывать.
 9 баллов
9 баллов -
Да нет , обратка теплая и стрелка стоит . Вот сегодня подчистил и была "вспучина" на отливке и скорее брак литья . Сейчас вода залита вот она и побежала , перед этим был антифриз и я замечал под котлом с постоянством в две недели , лужица в диаметре 50мм примерно вязкой черной жидкости очень схожей с отработанным маслом и подтирал . Обнаружили когда систему промыли и заправили водой . В общем сегодня подчистил и поставил "пуговицу" тиг с ПАНЧ , вроде более менее вариться и в разы лучше чем котел ROCA и этот лопнул выше от входящей трубы и причина наверное холодная обратка и тогда стрелки еще не было да и подпитка была от холодной воды , сейчас от горячей и ROCA третий сезон отдувается (после ремонта) за Медведя . ЗЫ , теперь подумаем как лучше и чем сварить и не будем спешить . Вот еще сегодня казус под занавес дня , звонят с Грузового Центра , трубочку подвода антифриза к печке подварить, потертость . Приехали и не чего сложного подварили , но слесаря ругаются полмотора разобрали , в общем приехал большегруз и говорит антифриз в поддоне , проверили так и есть и давай поддон снимать и только после снятия увидели антифриз течет прямо из трубочки щупа в поддон , стали копать и выяснили что трубочка щупа потерла трубочку антифриза до дыры и антифриз прямиком устремился не на улицу а в трубочку щупа , но думаю уже все поставили и большегруз продолжил свой путь.
9 баллов
-
А что оценить то? Нормальный ролик, посредственного качества практически ничем не выделяющийся из 99% подобных роликов снятых на бюджетные деньги. С функцией "Подьем уважения к профессии" в принципе справляется. Сварщик в кадре держится хорошо, волнения сильно не видно. А вот режиссура и сьемочная бригада подкачала. Оператор баран не опытный, все "прикольные виды" которые можно было показать слиты в никуда, снято всё откуда-то из под коленки, Монтаж тоже так-себе, то-ли материала от оператора не было от слова совсем, то-ли тоже полныйй идиот, то-ли режиссер продавил. Самый корявый момент ролика который говорит о лютом "Проффессионализме" бригады делавшей видео это 2:05 где говорится о "требовательности к порядку" и показывается "Лютый бардак" на столе и какая-то обгаженная малярами фанерка у стены. Причем ракурс оператором взят так, что складывается ощущение что снималось шпионской камерой из дамской сумки из-за угла... В общем "Чудны дела твои Господи"... С хорошим оператором да на планах которые предоставило предприятие можно было снять "Очешуенно" интересное и завлекательное видео. Текст интервью тоже не внятный "Мыло". Не понять к чему и о чем ведется речь. Нет ни начальной точки повествования ни развития сюжета ни выводов типа "А суть сей басни такова". В общем режиссура полный отстой. Скорее всего снималось по кривому ТЗ когда исполнителям вообще непонятно что от них хотят, так как клиент одновременно хотел решить в этом ролике кучу несовместимых задач. Типа Сделать рекламу спецу, соответствовать ТОП-у (раскрутка конкурса) и одновременно рекламировать своё предприятие и производимую продукцию. В обшем полнейшее "Мыло", в котором заказчик пытался соответствовать герою известного мультфильма "Жадный богач" и подставил сварщика и сьемочную бригаду. По 10-ти бальной шкале ролик оценю ну на двоечку-троечку примерно. Как всегда: "задумка хорошая, реализация отстой". У нас на фирме тоже сколько видео не снимали тоже всегда подобное "Г" получается. Прискачут че-то поснимают и ускачут ни текст отрепетировать ни покадровку разложить. Обычно подвиги студентов на практике снимают тоже в основном похожее мыло. Но видать достаточно качества "Пипл Хавает". . Это Вы в главной роли?7 баллов
-
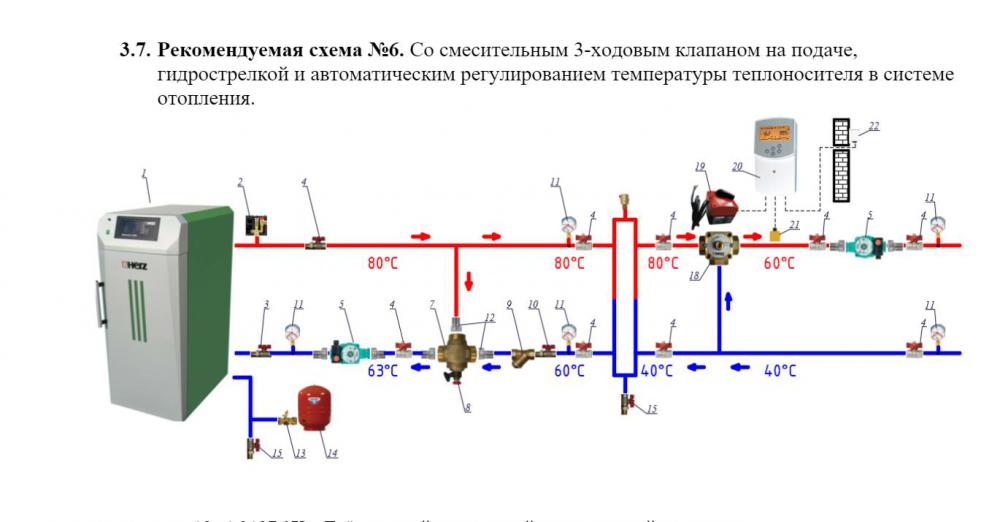
Обратка не должна быть теплая. Обратка должна быть горячая. Примерно 70грц. . Тогда и не будет и котел рвать не термоударами. И сгорание в топке нормализуется и луж не будет. Если паспорт почитаете, то там жестко регламентирована температура обратки и это не просто так. Причем на чугуне требования обычно жестче. Чтобы этого избежать ставится трехходовой клапан, который не дает котлу "Простывать" до температуры обратки, а подмешивает туда кипяток с подачи. Как на фото: . .7 баллов
-
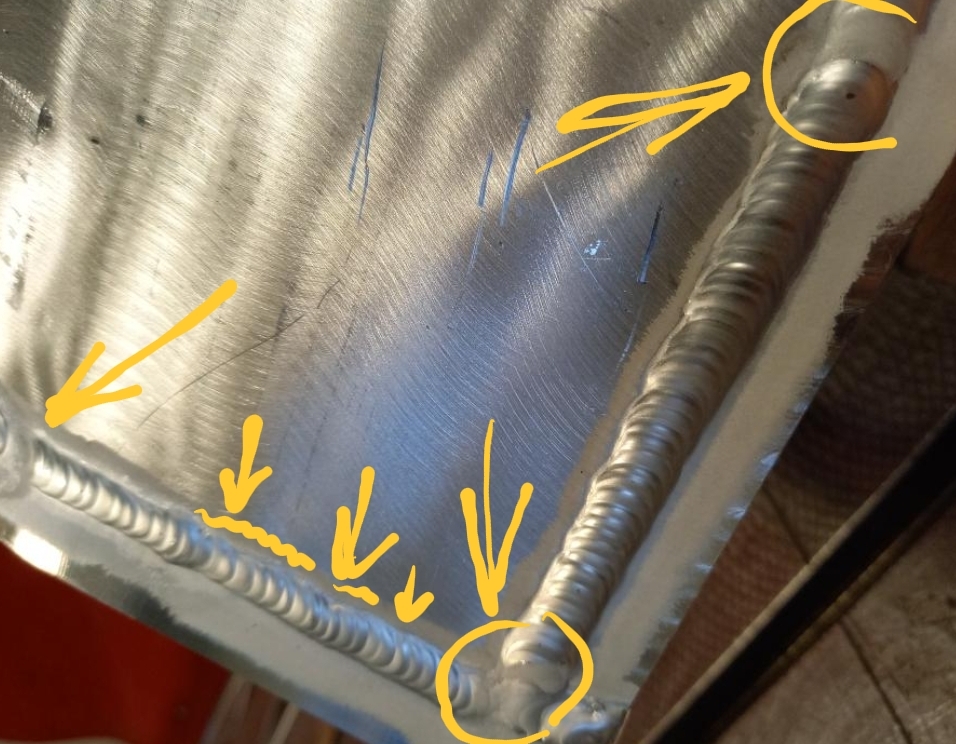
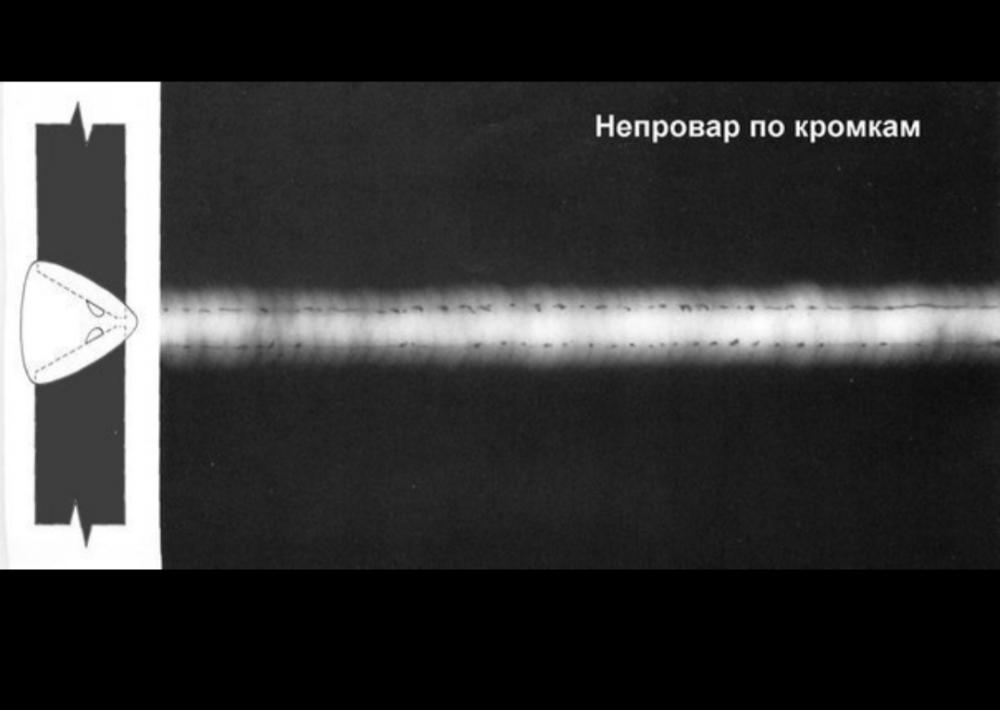
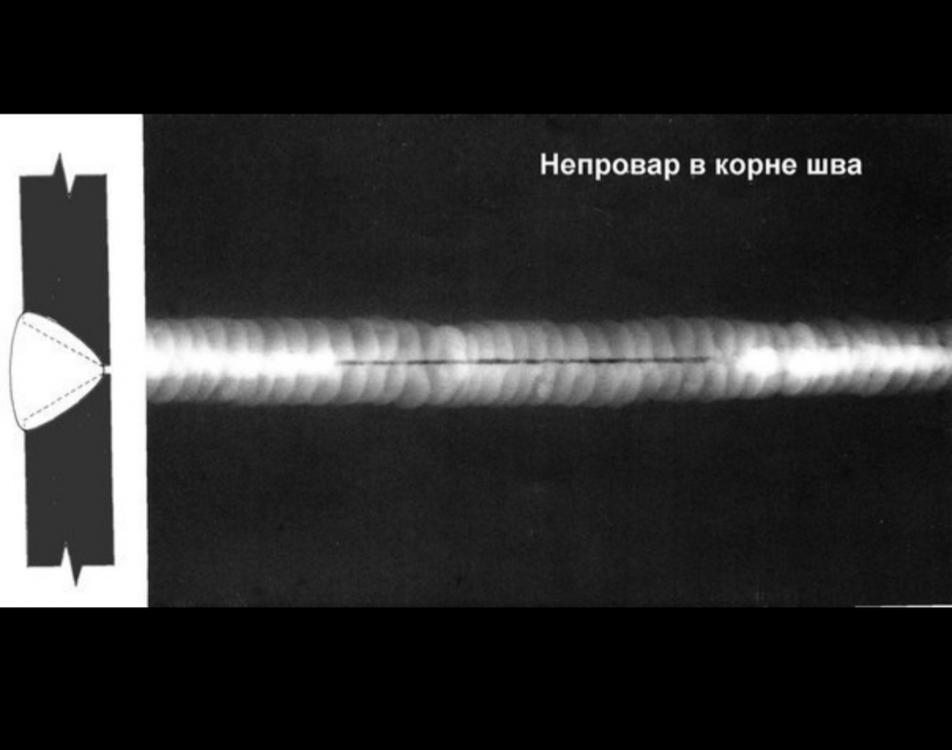
Если деталь не декоративный шов,то есть к чему придраться. Так же углы перекрывают швами и шов начинают не с конца предыдущего шва,а с нахлестом от предыдущего и далее раз несплавление кромок,то и как следствие нет полноценного провара.
6 баллов
-
Но это их позиция и ясень пень они свои интересы блюдут , варить -нельзя и значит у них надо новое купить а это доп. прибыль. Ну и я для себя и если допустим потечет то не резерв Roca переключим и Медведя тогда бум ремонтить с заменой секции в общем разобрать - собрать светового дня будет достаточно даже с перекурами . Костя согласен , но у меня котел на 60гр. включен даже в самые лютые морозы и этого хватает с лихвой, ну и обратка где то 35гр.. Вот раньше Roca "трещал " при нагреве , но потом изменили немного систему и поставили "стрелку" она автоматически подмешивает горячую в обратку и сейчас при нагреве-работе котла не чего не трещит . Вот я сегодня немного поработал с чугунякой и в принципе вариться нормально , но вот что удивило стенка чугуна в месте трещины очень малой толщины 1-1.5 мм максимум 37А прожги сразу , ну на чугуне тем паче котле думаю не меньше 3мм должно быть . Вот и выходит или брак или или , я снял практически минимум металла (пупырышки литейные ) убрал . В общем на сегодня вот что вышло , и вот гадаю подшлифовать и заплату нерж 3мм забабахать или понемногу наплавлять толщину ???? Ну и заглушечки для опрессовки изготовили из того что было под рукой .
5 баллов
-
@Sakhalin_Cat, в данной ситуации мне вообще все не понятно. К 25 мм приваривать 2.5 мм с проваром... Провар (корень шва) подразумевает выход металла с обратной стороны. Т.е. все равно с обратной стороны будет видно что варили. Так почему нельзя сделать сварку с двух сторон? Почему нужен гарантированный корень шва? Зачем такая герметичность, т.е. какое назначение изделия? И правильно, если есть требования то и должны быть понимания как и каким процессом нужно получить готовую деталь. А то опять приходим к случаю, когда главный технолог будет просить варить деталь по краске и т.п. Если на верхах нет понимания как делать, то как сделать низам? Методом перебора?4 балла
-
Это правильная позиция. Самый дешевый вариант менять секцию. если посчитать накладные расходы на сборку разборку сварку опрессовку то поменять секцию всегда дешевле. Да и нормально заварить секцию не получится во первых из-за режима работы (циклический нагрев остывание) во вторых металл в топке сильно деградирует во время работы и там огромное количество серы, фосфора и прочей дряни в поверхностном слое который затянет в ванну сварочную, опять-же отбел и рекристализация + зона теплового воздействия + "п.1"и секция рано или поздно однозначно лопнет рядом со швом. . На личном бытовом котле стоящем дома в сарайке еще можно разобрать собрать залатать опрессовать 2-3 раза в сезон, а вот на чем-то большем это уже накладно становится. Да и варить кдля клиента такие вещи - БРЕД. Например будь я на месте клиента я бы 100% стребовал со сварщика при повторном обращении с этой-же секцией оплатить мне работу слесарей\сантехников которые этот котел разбирают-собирают, так как сборка-разборка по стоимости и времени клиенту обойдутся гораздо дороже сварки. Поэтому браться за подобную работу это 100% попасть на бабки или поиметь скандал с клиентом. А что так печально? Вы в кадре молодцом. А корявость сьемки вас вообще цеплять недолжна.4 балла
-
Мужики, если не в лом оцените. Правда скорее в поржать надо это засовывать4 балла
-
Не соглашусь. При правильной разделке с фаской по обратной строне у тонкого листа, можно получить равномерный обратный валик или даже втянутый обратный валик без подвара корня. Просто придется долго и тщательно подбирать режимы и размер фаски. Ну и полный процесс, зачистка, обезжирка прогрев, поддув(избыточное давление внутри) итд итп. Дорого будет, но возможно. Визуально конечно видно будет что варили, но соединение будет 100% провар и без торчащих кусков сварочной проволоки и бугров обратного валика. так, что после например дробеструйки и покраски понять что изделие сварное визуально будет невозможно. Вообще ТС-ом тема изделия не раскрыта полностью, поэтому что-либо обсуждать сложно. Та фотка что им предоставлена ВИК не проходит так как ширина шва пляшет как не в себя, естественно ОТК его заворачивает. Просто что это за хрень и чего хотят от сварного непонятно. Требования не раскрыты, чертежей нет, РД нет. есть только кривое фото.3 балла
-
Валера! Как не крути, как не вари, но все мы прекрасно понимаем, что материалы то разные и коэф. теплового расширения у них — разный. И как бы качественно не было сварено но разница в тепловом расширении будет играть не в пользу долговечности. У меня был похожий случай. Знакомый уговорил варить котел. Как ни старался отговорить его от этой затеи, ни как не получилось . Сказал, что снимаю с себя всю ответственность за качество сварки и надежность. Короче ....в этом году третий сезон пошел, хоть я думал что и одного не выдержит. Как ни встречу его, не нарадуется человек. Его дочь к себе зовет жить (жена у него умерла), а он говорит, что когда полностью поломается котел, то переедет к дочери. Хотя, хоть и не сторонник такой сварки, но себе, в случае необходимости, наверное так же пробовал бы варить. )))3 балла
-
увы я, да и режиссурой местное тв мягко говоря никогда не впечатляло спасибо за раскрытый ответ, а вот заводу как раз пофиг - тема мин труда3 балла
-
Это будет происходить, если Вы будете использовать DCEN и Ar.. При использовании DCEP и Ar процесс идёт штатно, все сваривается успешно. Только электрод берите потолще, и не превышайте 25А/ 1мм диаметра электрода. Точить необязательно, всё одно практически мгновенно оплавится в сферу... Для применения DCEN необходим He... но практически это применимо на достаточно больших толщинах свариваемого материала.... да и недёшево от слова "совсем".....но работает....проверено личным опытом, были времена,когда благодаря "дяде с гуталиновой фабрики", этого гелия у меня было "просто завались" и халтура была постоянная на алюминиевых сплавах от 10мм.... вот там это работало хорошо...3 балла
-
@Точмаш 23, последнее фото весьма актуально...3 балла
-
http://anekdotov.net/pic/etiket2/adbokats.jpghttp://anekdotov.net/pic/page10-71.htmlhttp://anekdotov.net/pic/photo/0224223b.jpg3 балла
-
В пятницу еще было дело . Сгоняли аргон поменяли 1500р . Опосля привезли автобусное и вот как нельзя своим телом , давление разорвало и поправили . Ну и дошли руки до своего котла "белого" , разобрали и на операционный стол и думаю сделаем , секция новая 15кр.стоит . Вот ЕС брак гонит в литье .
3 балла
-
Ага, причем на этих данных не создать РД... руки у всех разные. Правильно @copich, пишет. Хрень какая то, а не техзадание. 2.5 мм - полный провар... По мне так на маразм недоучек от ЕГ попахивает. Сейчас такой бред в проектах приходит - волосы дыбом. Корона всех ума полишила....2 балла
-
http://anekdotov.net/pic/photo/0618_FB_IMG_1464711944255.jpg http://anekdotov.net/pic/photo/03154038i.jpg "Всем, кто не понят: она не расчёску прибивает — она расчёской держит гвоздь, чтоб не попасть по пальцам..." http://anekdotov.net/pic/photo/0520_20190518_090523.jpg "Межвидовая борьба" http://anekdotov.net/pic/photo/05294081k.jpg "Правильное воспитание — главное прийти домой!" http://anekdotov.net/pic/page10-29.html2 балла
-
Саш , но вот бывают исключения , я работал на ЗИЛ130 в молодости и как то поставили ДВС с капиталки , блок размороженный одна сторона все четыре цилиндра то есть по всей практически длине блока , заварен скорее там же на заводе кап ремонта и он раньше в Егорьевке был . В общем я начал скандалить с механиком зачем мне сие ую..., а он ну сколь проездишь и потечет поменяем еще разок . Отъездил 5 лет ДВС зверь попался , и главное раньше не каких тосолов , вся смена движок 80гр. или около этого , на ночь воду сливали и зимы были не чета нынешним , утром придешь минус25 , пару ведер в зубы и горячей водичкой сперва прольешь ну и краны прикрыли и заливаем систему , вот какая разница -25 и сразу водичка +70 , а шовчик то держал хотя с виду был неказист и поры даже имелись , кстати на Зилах чугун был очень хрупкий да и варился тоже не важно .2 балла
-
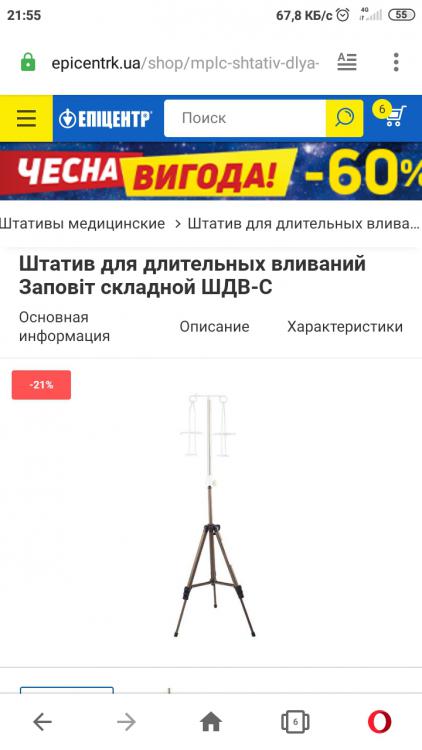
Понадобилось срочно запилить штатив для капельницы из того,что есть.Задача выполнена из шихты за пару часов на коленке.Интересно другое.Я с начала решил освежить в памяти,как эта конструкция выглядит.Первое фото в гугле- штатив с названием ЗАВЕЩАНИЕ.
2 балла
-
Стрелку обсуждать не будем... Вот идеальный вариант для реализации когда котлу жить хорошо. . . . Тут дело не в хватает-нехватает, а в наличии рабочего режима у котла. В среднем перепад не должен быть более 10грц то-есть рабочая 90грц, обратка 80грц. А сколько ты оттуда отберешь это уже в следующем контуре клапанами решается и регуляторами. Иначе котел убивается и стабильной работы у всей системы нет. Сам с этими граблями постоянно живу, только сейчас всё переделывать начал на нормальную систему. . А там всегда такая толщина примерно. Потому и не варят их в основном. Тут прикол в том что максимально тонкая стенка убирает тепловое сопротивление котла между "пламенем" источником тепла и теплоносителем и чем более тонкая стенка, тем выше КПД котла можно получить. Потому и выбран чугун для теплообменников, так как чугун "Корозионностоек" и после окисления поверхности в топке практически не "выгорает" что позволяет иполучить долговечность и низкое тепловое сопротивление стенки одновременно. . Наращиванием толщины ты проблему не решишь, рано или поздно порвет рядом. Тут дело именно в свойствах металла, а не в желании завода "Вжарить" новую секцию. Ну не работает нормально чугун такой толщины после того как лопнет в случае если у тебя на ремонтном соединении термоцикл или знакопеременные нагрузки. Противоречит это физическим свойствам материала самого. .
2 балла
-
За ссылку спасибо.Посмотрел,информации по инструменту накатки - ноль,как утроен и даже стоп кадр не помог. После просмотра видео лишний раз убедился,что я сам иду по правильному пути с плане новой планировки и обустройства своего рабочего места со шлангами,и вложения средств в инструментарий.
2 балла
-
@sherwood,Вполне сваривается на постоянном токе.И пленку разбивает. @Sakhalin_Cat,И все - таки не стоит ориентироваться на индусов,которых миллионы ещё живут в коробках от телевизора и ремонт истребителей вязальной проволокой.Так мы ещё больше деградируем( хотя куда больше...) и скатимся совершенно в никуда.2 балла
-
Насчёт флуда -- сядь и зачисть парочку тем. Я посмотрю как ты к этому начнёшь относиться. Я регулярно просматриваю и подчищаю какие-нибудь темы. Привожу в порядок, восстанавливаю утерянные фотки. Объединяю подобные, удаляю старые, неактуальные. Один вопрос мог подниматься на форуме не раз, и такие совпадения надо ещё найти. Недавно я увидел что у нас много тем по сварке труб -- сделал раздел для них, переместил их туда. Но самое нудное и трудное -- вычитывать и вычищать конкретную тему, приводя её к информативному виду. Я этой уборкой занимаюсь. Регулярно. И тут выхожу, а вы срёте Алексею Техсвару в тему прямо у меня на глазах. Срёте! Вы (censored) уже честное слово. Думаю понятно объяснил.2 балла
-
Навеяло сделать коллаж.
2 балла
-
Самое страшное,что дальше только хуже будет.....1 балл
-
Спасибо.Очень подробно.1 балл
-
Валера, многие вещи делаются не по "правилам" и работают на ура. Нельзя жить догмами, надо пробовать и экспериментировать... ИМХО конечно.1 балл
-
Да нормально смотреть. Обычный ролик для обычного обывателя. . Не воспринимайте мою критику как "Истину", никто из телезрителей не обратит внимания на мелочи о которых я написал. Вот реально, ролик просто пролетит фоном и никто его и не заметит... (Не пойму плохо это или хорошо, чё написал непойми, то-ли радоваться тому что не заметят, толи расстраиваться) . . Вы же попросили оценить ролик я его оценил как "Работу" его создателей. Сам ролик как реклама конкурсанта (Вас) - неплох и со своими функциями вполне справляется. Мы же с вами не на "Оскар" заявляемся...1 балл
-
обидно что хотят донести до молодёжи о том, что не только менеджером можно нормально жить, а снимают так что смотреть не не приятно1 балл
-
Это либо старая партия осталась, либо цены на сайте не сменили. Довольно частая ситуация.1 балл
-
Алексей я стараюсь не писать непроверенной информации, что бы в неудобные ситуации не попадать. https://unyok-gaz.ru/p430348840-pedal-upravleniya-svarochnym.html1 балл
-
Основал эту фирму инженер, выходец из WTL. Фирма не особо большая, но вполне приличная. Я тут где-то даже фото выкладывал, когда был у них на заводе. С огромной надписью названия завода над креслом ген.директора. Экономят на пластике и обработке металла. Более дешёвые разъёмы и провода. В схеме довольно всё продумано. Недавно их плазму ремонтировал, остался с приятным впечатлением. Не экономят на схеме и компонентах. Какую то строчку трудно определить, но вполне рабочие аппараты.1 балл
-
А вот ремонт радиатора. Который не каждый "профи" рискнет повторить Ну и весь процесс пайки дисков включая мзготовление припоя. А это вообще щедеврально и неповторимо. В СССР я работал на ТВРЗ электриком, там мы вагонные батареи так капиталили, только пластины заводские были, но процесс тот-же. Но вот такой как на видео полный цикл переработки батарей в сарае это шедевр!. . . Но жить захочешь и не так раскорячишься. Очень я Индусов уважаю за это. . И никто не плачет, что сундук без пульса и перчатки не той системы, а про тиг-пен вообще рукой у виска покрутят.1 балл
-
"Водяного китайца" не существует, тот насос что фотографировал Константин в этом сообщении, это и есть НШ-10. Я тоже часто сталкиваюсь со многими решениями касательно электропривода, и соосный привод надежнее всего делать через муфту (гасятся вибрации, смягчаются ударные нагрузки при пуске, нивелируется возможная несоосность). У муфты нет недостатков. Не знаю как в Ростехе, но у нас проще некуда: возникла необходимость в источнике пара, мы начали его собирать из подручных материалов. Неподручные материалы нужно заказывать и ждать, а у нас логистика на остров сильно хромает в последние месяцы. То что вы видите является простейшим электродным кипятильником, только довольно большим. Назначение банально, производство большого количества пара. Мы вообще сами часто делаем то, чего нам не хватает прямо сейчас. И что характерно, вполне успешно.1 балл
-
@Дядя Сэм, Сергей, всегда пожалуйста, надеюсь, аппарат будет радовать долго!1 балл
-
Очень мало... 25мм.....ммм..... Я бы начал с 240.1 балл
-
Сергей , спасибо огромное!!! Но есть ПАНЧ и CuSi3 и МНЖКТ , да и ММА электроды для чугуна еще СССР медные или что то в сим духе . Главное чтобы варился хорошо , вот красный котел ROCA тоже делал и там в мануале отписано высокопрочный и легированный шведский чугун , варился отвратно и практически не как , да и секцию для него уже не достать , но победили , Чех если будет капризничать то для него секцию можно свободно купить.1 балл
-
Сколько ампер?1 балл
-
1 балл
-
@NikOtiN, маленькая серия, 200шт. В конце видео видно шаблон-кондуктор, детали выставляются по упорам и прижимаются сверху единой планкой.
1 балл
-
Продолжаю роботизироваться Это уже автоматический режим, вышел из ячейки, нажал кнопки безопасности, play и погнали. В ручном режиме есть ограничение по скорости перемещения.1 балл
-
Хочу выразить благодарность коллегам: Александру(Миротворец) и Андрею (RWS87) в помощи, пеобретении сварочного инвертора в Иркутске. Александр посоветовал Андрея. Созвонился с Андреем, договорился о покупке инвертора. Андрей оперативно купил и отправил посылку в Красноярский край. Огромное спасибо друзья за помощь!1 балл
-
Движемся к окончанию.
1 балл
-
@BUTCHER, эта и есть та Брима, которая из меня сварщика сделала. Я то и продуавю ее раз в год, о каких лаках речь, 300А целыми днями бывает шмаляю. Тьфу-тьфу на неё. Видимо как повезёт.1 балл
-
Нержавеющая сталь, 200 мм, толщина стенки 10 мм, корень и заполнение аргон, облицовка электрод. Рабочее давление 100 кг/см2. Повернуть фото не получилось.
1 балл














































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)