Лидеры




Популярный контент
Показан контент с высокой репутацией 22.10.2021 во всех областях
-
Первые тесты7 баллов
-
Каркас собран, обшивается. Ждём актуаторы и другие комплектующие. Сделал роликовые опоры.
 5 баллов
5 баллов -
Жил был ветеринар. Который никогда не болел. Но вот он заболел и пошел к терапевту. Зашел молча в кабинет. Сел на стул напротив терапевта. Сидят они так пять минут, терапевт не выдержал - "-Так собственно, на что вы жалуетесь?" Ветеринар : "- Ну, офигеть можно - как у вас все просто-то!?"4 балла
-
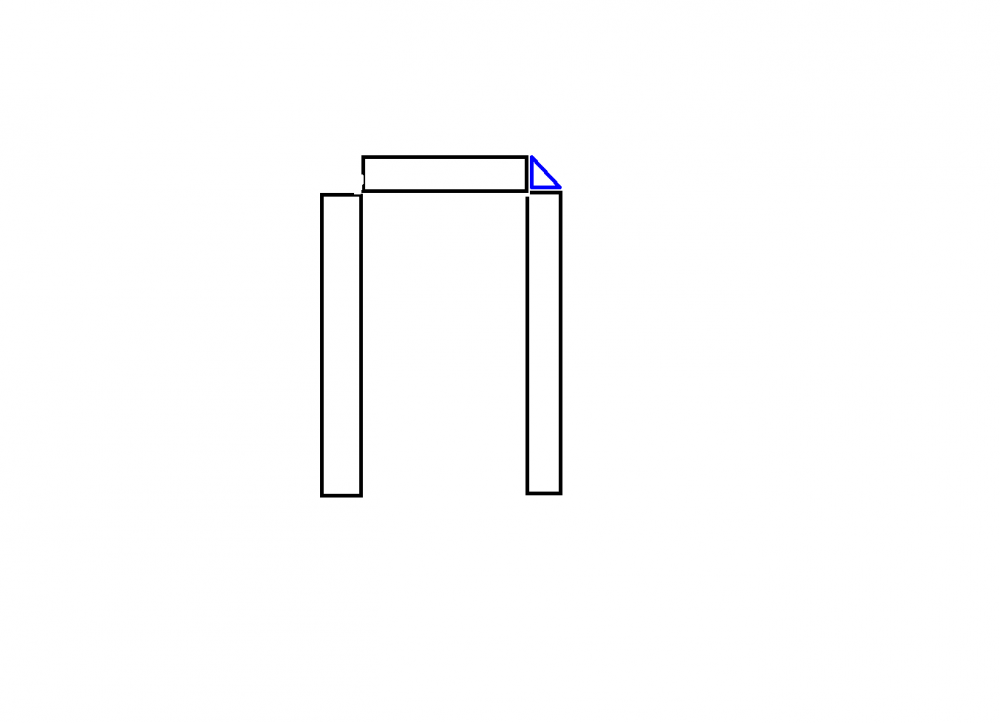
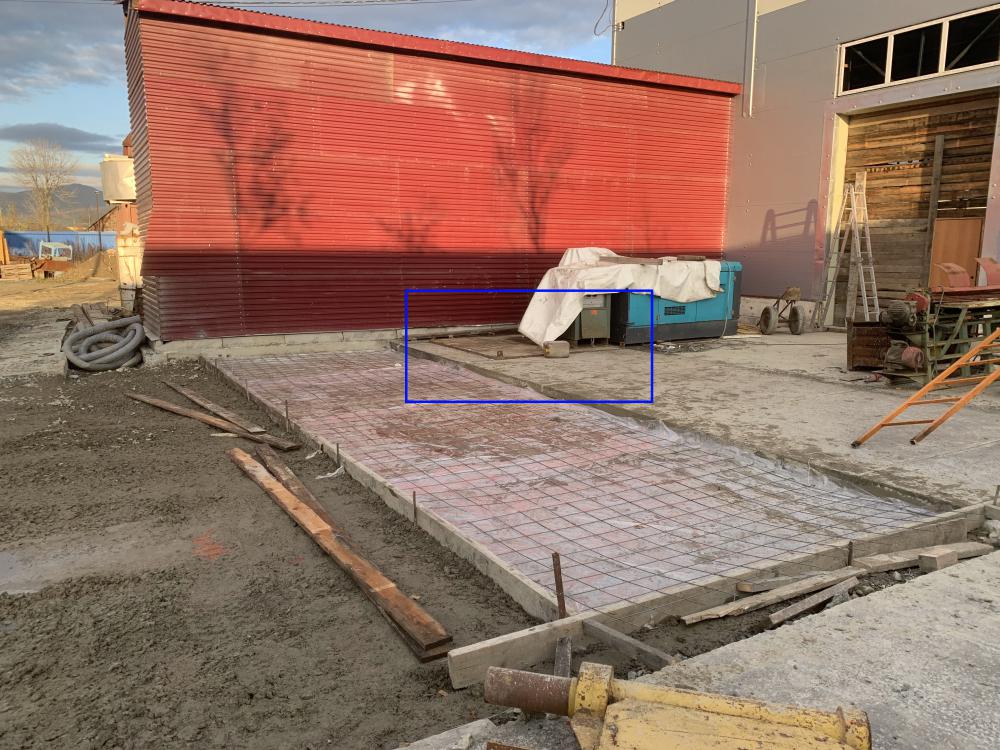
Внезапно началась Зима... Ну как у всех коммунальщиков, дворников и пр. Раз и внезапно выпал снег. Встал я утром посмотрел в оконце, увидел первый снег и понял, что к зиме то мы и не готовы от слова совсем... Пока на работу ехал снег успел стаять, но срочный субботник это никак не отменило и пришлось заниматься наведением порядка на территории.. Ну как на территории, правильнее будет сказать в "дальнем уголке" где стоит домик охраны. Хорошо, что за два дня до этого там экскаватором умудрились лишнюю глину снять и щебенку отсыпать и откатать. В общем навелся в уголке какой-то вразумительный порядок. Правда так как наводил порядок в одного упахался как "папакарла", домой пришол и вырубился... . . Сегодня пришел кран и мы наконец смогли воткнуть контейнер с строительным инвентарем на постоянное место жительства. Теперь осталось набросить металлоконструкции и застелить крышу между печкой и этим контейнером и получится еще одна небольшая крытая площадка. . . Если смотреть на фото выше, то слева встанет еще один контейнер, он пока в командировке еще. Ну а сверху ляжет крыша, как на фото ниже. Рисовальщик из меня аховый поэтому крыша обозначена просто синей линией. . . Ну и в связи с тем, что зима дала нам отсрочку в виде недели с теплыми днями, если синоптики не врут. Было решено залить бетоном еще 120м2 площади базы. Думаю в этом году заливок уличных площадей больше не будет. Ребята собрали опалубку, в понедельник зальем бетоном. . . На фотографии видно "Стапельную плиту" вставшую на своё законное место. . . Так как свободных 800тыс на ворота просто нет то автоматические подьемные ворота в этом году нам не светят, Поэтому проемы зашили досками сверху закроем базалитом, повесим калиточки и будем спокойно заниматься внутренней отделкой и обустройством помещений и рабочих мест. Ну и работы которые в калитку пролезут будем выполнять. А там глядишь и ворота потихоньку повесятся на места. . В общем как-то так, сумбурненько...
4 балла
-
Расширяю сферу деятельности.
4 балла
-
Зачем косички да еще в 4 жилы ,,,,, сваргань себе нечто подобное и будет кайф, любой объем присадочки можно запихнуть . У меня вот микрик к руке , а можно и к педальки пристроить больше поджал подача быстрее и т.д. , не мне рассказывать .
3 балла
-
Мы то тут при чем?? Это будни роботов, это не к нам.... -))2 балла
-
Оба варианта правильные. Каждому варианту своё время и место.2 балла
-
@Zwangsschweiser, День добрый ,бондажный подогреватель на фильтр Вам в помощь,подогрев бака и топливо заборника можно оргонизиовать из нагревательного элемента для 3 d принтера.мощность 40-50 Вт вполне хватит.2 балла
-
Ах, Сёма... Не тгавите мне душу... Начальство не желает повернуть в мою сторону финансовые потоки, а покупать шо-то на производство за свои, кровные:? Таки у меня сразу приключается амфитробная асфиксия.2 балла
-
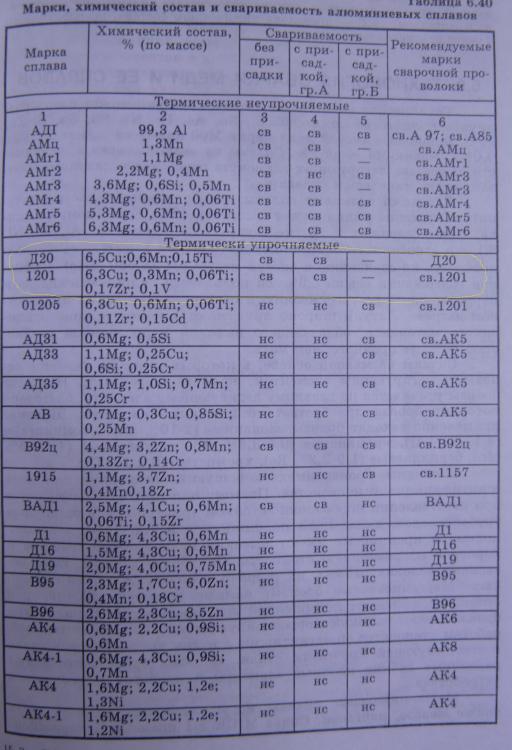
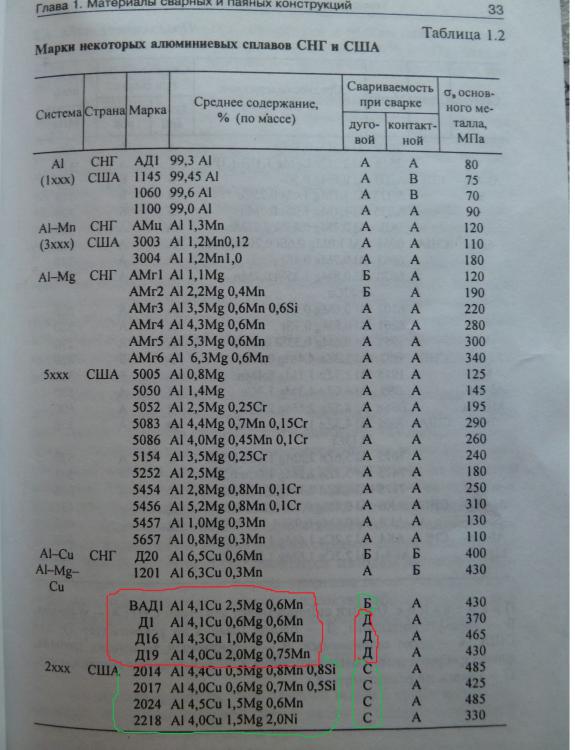
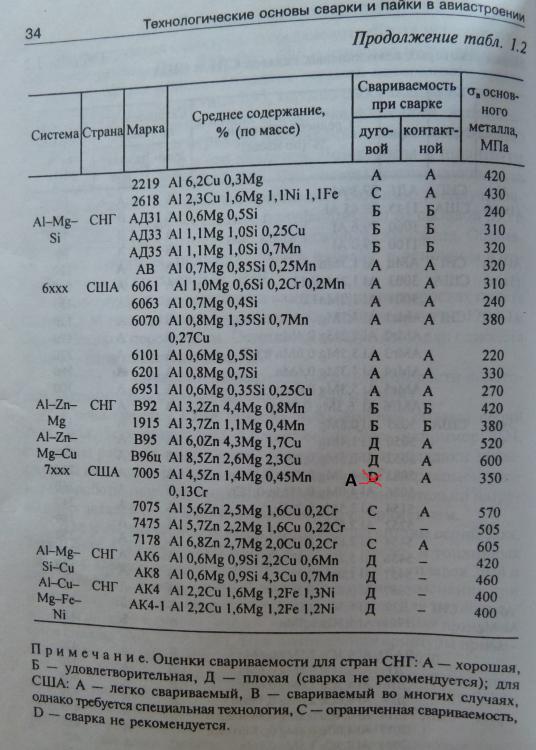
Есть и вот не я написал выложенное в # 110 , да и у меня есть некий опыт . Ну это как сказать и вот велорамы весьма нагруженное устройство и варят 2014 или 7075 , впрочем читайте сами и сравниваете тоже сами 2014 дюраль америка и почти аналог нашего Д16 . https://aluminium-guide.com/rama-velosipeda-iz-alyuminievogo-splava-6061-kak-ee-delayut/
2 балла
-
С чего вы это взяли? https://journal.viam.ru/en/system/files/uploads/pdf/2013/2013_S1_3_1.pdf К алюминиевым сплавам, которые можно «официально» закаливать на прессе, стандарт относит следующие: 6005, 6005А, 6105;6061, 6262, 6351;6060, 6063, 6101, 6463;7004, 7005;7029, 7046, 7116, 7129, 7146.Для этих сплавов закалка на прессе является более дешевым альтернативным процессом вместо дорогостоящей закалки с отдельного печного нагрева. Таким образом можно достигать состояния алюминиевых сплавов Т3, Т4, Т6, Т7, Т8 и Т9. Свариваете эти сплавы? Валера, та же ссылка и к твоему посту имеет отношениеhttps://journal.viam.ru/en/system/files/uploads/pdf/2013/2013_S1_3_1.pdf2 балла
-
С понижением температуры наша солярка превращается в "кисель", сразу начинают заказывать " самовары".
2 балла
-
Я не постоянно бываю в гараже. Не работаю так сказать сварщиком. По этому не всегда удается сделать все быстро, но раз сказал значит сделаю. Я после первой пробы еще не был в гараже, то есть весь опыт на данном аппарате минут 30-40. Надеюсь в эти выходные буду, возможно что то и измерю. Интерес точно не пропал, ведь в нем столько новых режимов, хочется их все попробовать и понять что они делают на самом деле. Допустим, а что можно сделать с поджигом, а именно на таком большом токе? На сколько мне удалось замерить это примерно ампер 60. А если учесть что клещи не стрелочные а электронные то они точно не успели среагировать, а значит там больше чем 60А. Вообще то в планах продать его, он даже еще на гарантии.1 балл
-
@sherwood,у Вас Гроверс со старой заводской прошивкой. Эту бяку я знаю. После перепрошивки будет уходить в нарастание тока при нажатии кнопки горелки на спаде. Так что можно исправить при Вашем желании.1 балл
-
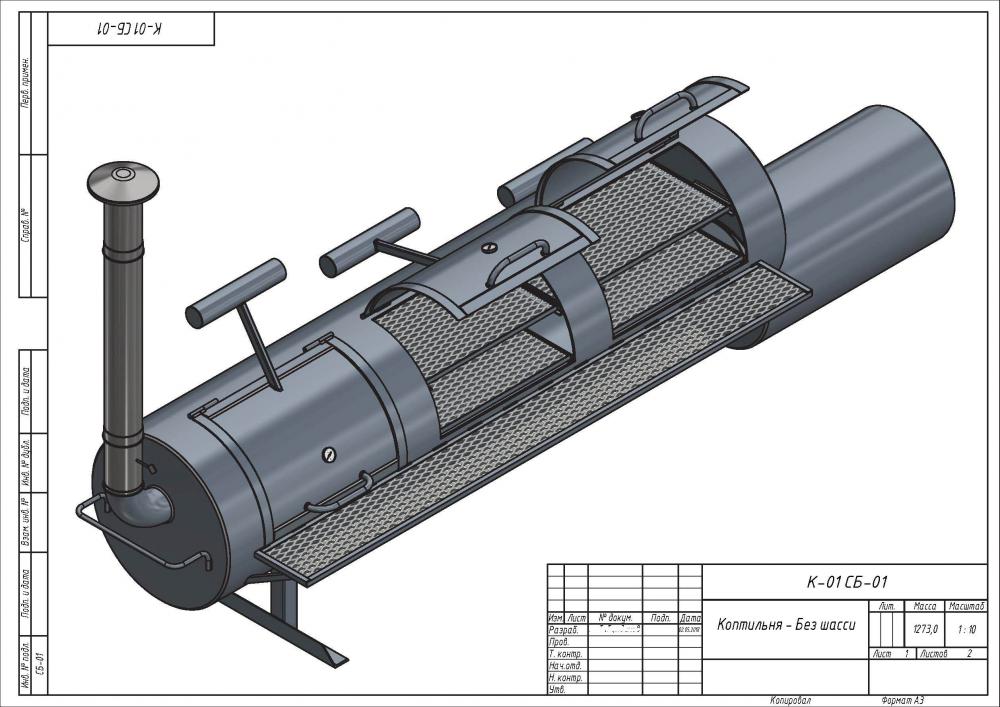
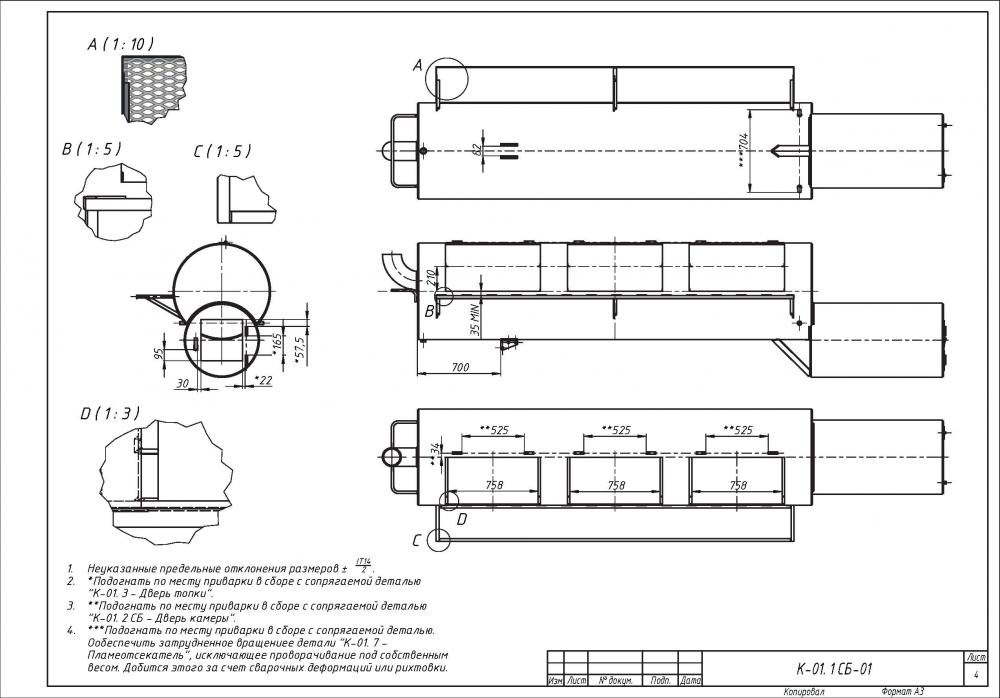
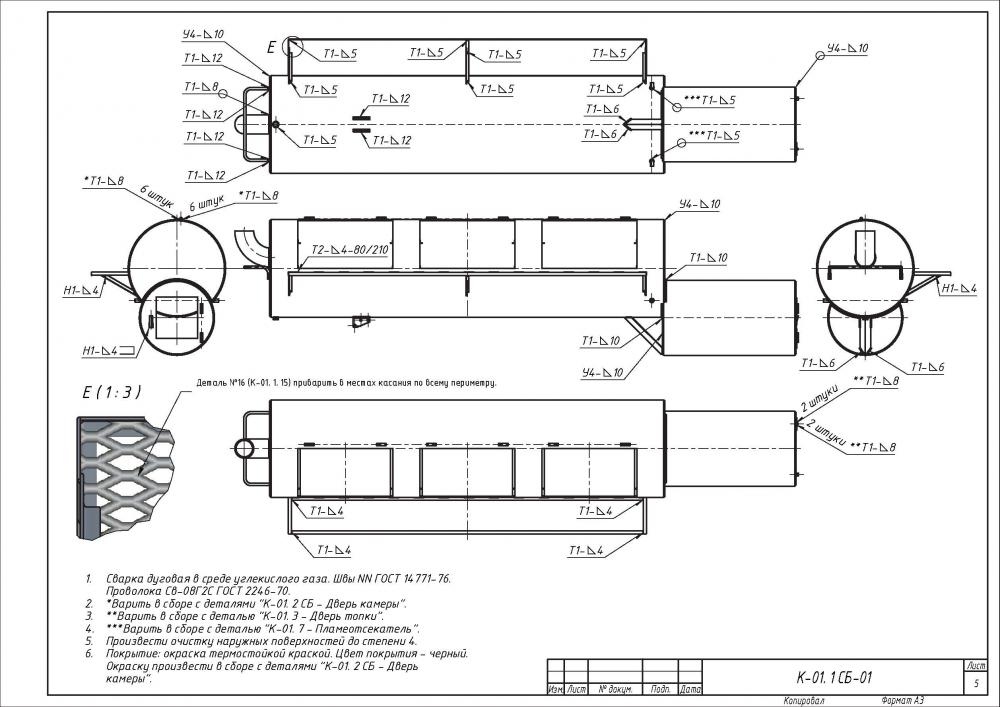
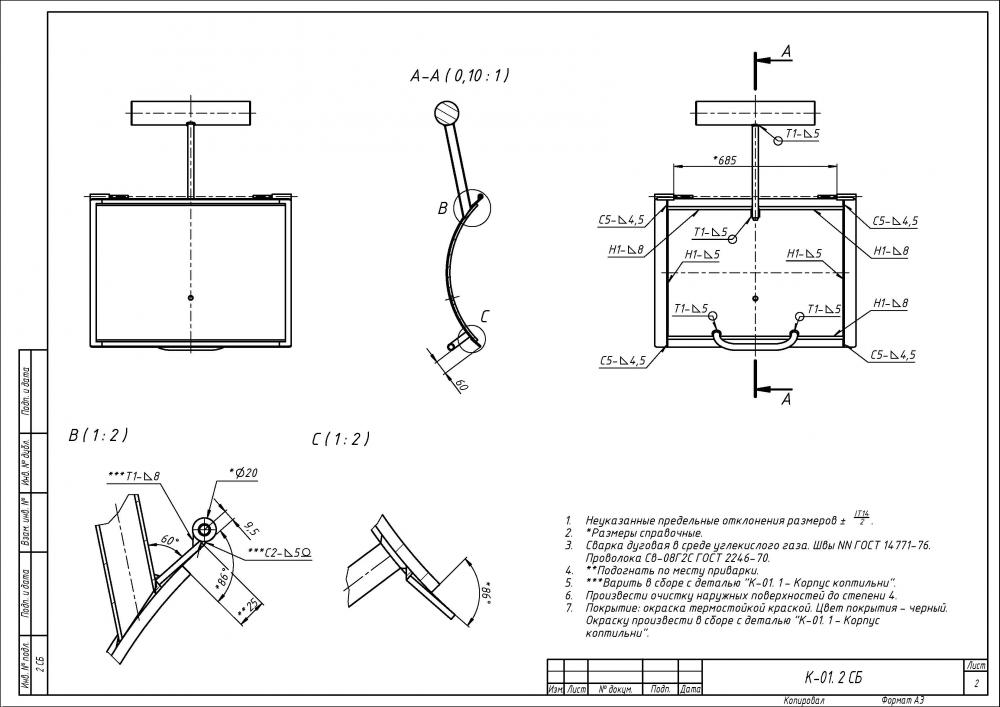
В чем непрофессианализм меня, как проектировщика? Заказчик отказался получать чертежи (хотя полный комплект КД ему был представлен), сославшись на то, что на телефоне ему их не видно. Он глянул на них мельком, сказал, что все предельно ясно и пошел пилить. Я что ему должен был руки за спину заламывать? А какой я проектировщик? Вот для примера пара проектов. К-01 - Коптильня - 1.bmp К-01 - Коптильня - 2.bmp
1 балл
-
... процентов 5 керосина в солярку добавить.1 балл
-
... при движении по территории со сложными условиями переведу шасси и трансмиссию на гусеничную ходовую.1 балл
-
Досталась катушка по случаю... Буду "косички крутить" с 4 жилы. р.с. MiG отсутствует,поэтому только РАДС
1 балл
-
Что-то хрен знает. Думаю пока зимней соляры на заправках нет спастись уайт-спиритом10%, бутиловым спиртом1%, и двухтактным маслом1%. Это что вычитал... Первый дизель у меня ) Топливная аппаратура механическая. На следующей неделе холода начнутся.
1 балл
-
@Про100сварщик,А колëсья надо бы побольше поставить- проходимость увеличить.1 балл
-
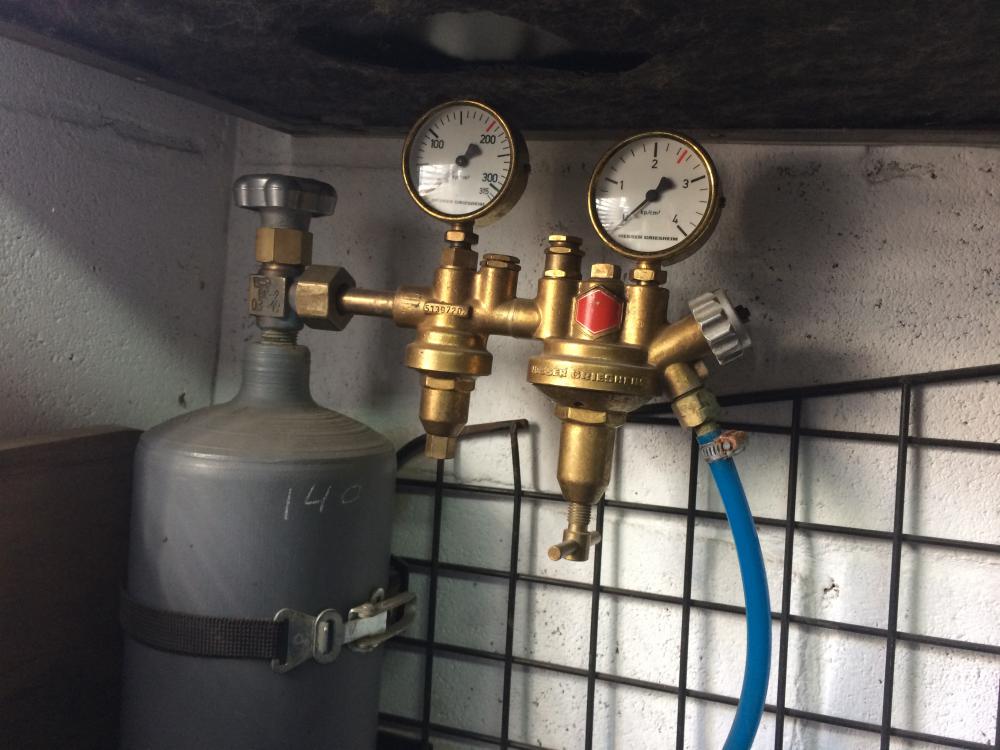
...нет всё супер ! Держит с достоинством даже ленточную пилу. Передние колёса, после изготовления тележки заменил на меньшего диаметра, поэтому есть небольшой наклон всей конструкции вперёд. ... нет там краника, это авторский вариант крутилки. К сравнению выложил фото такого же редуктора но с ротаметром.
1 балл
-
. Первый раз в жизни исправляю орфографию на форуме. Ильдар, ну нельзя же так себя не уважать. На форуме проверка орфографии встроенная, неправильно написанные слова подчеркивает красным. Неужели так трудно исправить собою же написанное? . Лучше подкопите денег и возьмите нормальный аппарат. Транс это уже прошлый век, работать можно, но неудобно.. Хотя у меня например в хозяйстве есть трансформаторные источники для полуавтомата, но они сохранились только из-за дикой надежности и мощности 100%ПВ 1000А. И практически всё время они в простое. Да и используются они в основном не для сварочных нужд, а для разных вспомогательных задач, бетон прогреть зимой, запитать что-нибудь, итд итп. . Опять же на вопрос касаемо цены в 15тысяч за древний транс, это дорого. За 20+ уже можно взять новый инвертор например аврора динамика. . Возвращаясь к вопросу о Я сильно сомневаюсь, что недорогим инвертором вы сможете получить качественный шов на алюминии, Заварить конечно можно довольно аккуратно, но это будет требовать определенных "танцев с бубном", подогрев итд итп. У меня если честно складывается мнение, что с сварочными работами по крайней мере ПА, Вы не сталкивались и только собираетесь приобретать свой первый аппарат. Вынужден вас разочаровать, полуавтомат это не панацея и многие вещи им просто невозможно сделать. Я к тому, что купив ПА, вы не сможете реализовать все свои "хотелки и мечталки".1 балл
-
я писал выше. Еще раз спрошу: "что вы понимаете под этим, как НОРМАЛЬНО сварить?" Я общаюсь с большим количеством людей как в обычной жизни так и на выставках. И далеко не у всех есть понимание, что и чем сварено. Еще хуже, не все понимают, что можно ТИГ-ом, а что МИГ-ом получить или уже сварено, они не могут отличить. Поэтому, что в интернете показано, не факт что именно оно так. И если некоторые алюминий пытаются проволокой чернягой варить и наоборот, то что вы хотите в интернете увидеть? Я часто наблюдаю у блогеров, как полученное заменяется красивой фоткой по итогу. Трудности, количество повторов съемки проб и ошибок ни кто не освещает. Все показывают как оно раз и все. Поэтому на выставке люди приходят и пробуют. Только собственными руками можно ощутить или хотя бы, чтобы демонстратор показал, что тут так так и так и тут вот так. А словам в нынешнее время лучше не верить. еще раз скажу, что выбранный вами аппарат сварит и чернягу, и нерж, и алюминий, но результат зависит от многих моментов. Но и при всем этом, есть ограничения. Например профиль алюминиевый с листом вы сварите, а насчет ремонта радиатора лучше не рассчитывать (кронштейн приварите качественно, но не более), детскую коляску с учетом изготовления в Китае, лучше ТИГ-ом. Если головка двигателя, то ТИГ, если кронштейн то и МИГ легко решит задачу и этот аппарат. Т.е. везде есть свои нюансы.1 балл
-
нет не космос и можно подобрать на китайском рынке или у российских продаванов занимающиеся разным для сварочников. Родные ходят всю жизнь, китайские имеют свойство - потребовать замену через некоторое время. может и так. Но если смотреть под задачу черняги, то проще и надежнее ни чего не придумано. Я не имею ввиду именно хелви, я имею ввиду начинку и аналогичного оборудования. Рассматривайте шире вопрос трансформаторного источника в сравнении с инверторным. Шоры в виде - только инвертор, это не правильно. Кто варит чернягу, те сидят на трансформаторах и поверьте мне, не жалеют об этом. Инвертор именно под многозадачность или если одна задача то касательно цветнины, разносортность свариваемого или цветнины требует дополнительного функционала, чего нет и не возможно получить от трансформатора, даже с учетом микропроцессорного управления. Но не раз говорил, что сварка алюминия еще то удовольствие и купив проволоку однажды далеко не означает, что тот же результат будет получен и через год, из-за окисления проволоки и не важно, это трансформатор или инвертор. Ну не покупать же каждый раз катушку проволоки под задачу?! А старая катушка, может ох как много сложностей доставить пользователю. И пусть инвертор за лям с + он все равно не перепрыгнет технологию, как сварка грязного, окисленного, масленого и т.п. @Ильдар_86, нержу или алюминий, нужно понимать, что задача тоже не линейная (не простая), может нужен ТИГ. И ни какой инвертор в некоторых задачах в режиме МИГ не решит то что вы желаете. И не важно есть импульс или двойной импульс, но природа МИГ сварки имеет некоторые ограничения.1 балл
-
Что вяжут одинокие бабушки на пенсии?
1 балл
-
Всем привет. Долго ничего не писал. Да и в мастерской за калымами до самой мастерской руки не доходили. Запузырил консольку. Ибо места не богато, а сварочники на уровне пояса его занимают. Да и проводов шлангов и рукавов под ногами море. Путаются, топчатся, вУжас одним словом.1 балл
-
Игорь привет!!! Да все просто , человек спешил и волновался сильно , говорит прогорела старая колонка и чуток бы еще и могли сгореть и это в Монино столице авиации такие дома еще сохранились . В общем и ребенка надо мыть , слесаря все подсоединили новую колонку а вот дымоход не подходит , ну и он ко мне кто то дал тел. Подрезали , чуток подогнали но зазор был меж труб и если проволочкой нерж без поддува то ежики точно были бы , с купрум обошлись без ежей и они не желательны да и зазорчик заливается с ней лучше , шов стоять будет не хуже нерж , у меня два котла и вторую трубу варил тоже купрум и уже лет пять работает . Вот как то так
1 балл
-
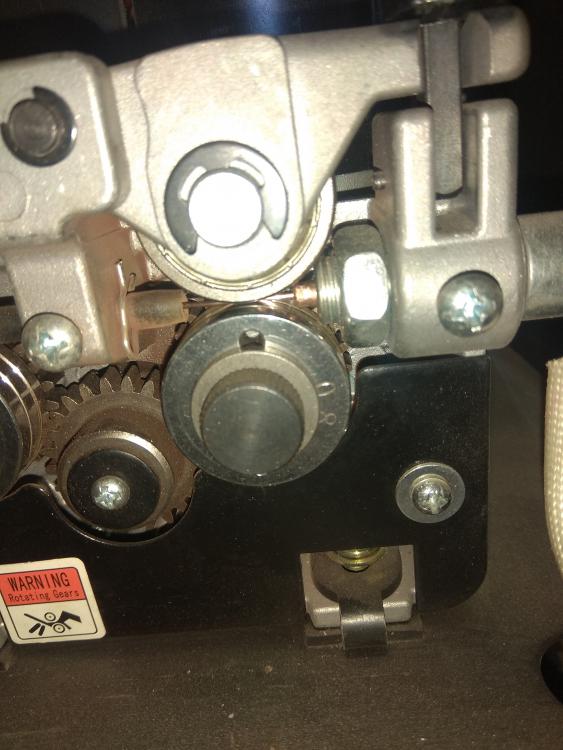
Не ругайтесь. Свариваю алюминий как РАДС, так и полуавтоматом. Хочу в спор вставить и свои 5 копеек. Направляющая трубка (как на видео с ЭВМ) комплектуется только в "модных" европейских брендовых сварочниках. Практически у всех, которые мне попадались на глаза, китайских протяжках SSJ ... она металическая и фиксируется в корпусе подающего устройство, но продеть через нее тефлон не предоставляется возможным. Для сварки алюминия необходимо их снимать и действительно, желательно пропустить выступающий из рукава тефлон до самих роликов. Правда при последующей сварке чернины, все необходимо проделывать в обратном порядке, что в свою очередь не совсем удобно. Лично я поступил по другому. На место направляющей трубки отлично встает отрезок медной тормозной автомобильной трубки 4,75 х 0,9. Это самый распространенный размер. Длину подобрал таким образом, что при закручивании накидной гайки рукава KZ-2 подвижные контакты уже замыкались, а гайка боудена упиралась в направляющую трубку, которая в свою очередь упиралась в подающие ролики. Закрутив гайку рукава до упора, я на четверть оборота отпускаю ее назад. Этим самым я добился того, что и тефлон обрезан заподлицо с гайкой рукава, не появляются "бороды" при работе с алюминием и нет необходимости "танцев с бубном" при последующем переходе на свару черного металла. На фото не очень хорошо видно, но выглядит это примерно так: Конец медной трубки в сторону рукава — заокруглен, и упирается в отверстие гайки, прижимающей цангу тефлона. И забыл добавить. По моему личному мнению, для полноценной !!! (включительно с потолком) сварки алюминия полуавтоматом, все же необходим апарат с импульсным режимом.
1 балл
-
@morgmail,Ген, я не понимаю, с чего ты меня идиотом считать начал? Я пробовал сваривать люминий полуавтоматом ещё тогда, когда и инверторов практически не было. И естественно я все эти нюансы знаю. И про бороды и ролики. Тефлон вытаскивается из горелки на нужную длину, что бы был практически вплотную к ролику и заодно не было лишнего перехода на направляющую трубку. У тебя в видео даже так показано. Ты людей то за дураков не держи.1 балл
-
@morgmail, спасибо, увидел. Вот только в России диаметра таких сменных направляющих не найти. У Эсаба они тоже меняются. А у китайцев оставляется просто тефлоновый канал под ролик. Причина выше. И всё же направляющая трубка то вынимается...1 балл
-
Геннадий, вообще-то эта направляющая трубка вынимается при установке тефлонового канала. По крайней мере у других аппаратов.1 балл
-
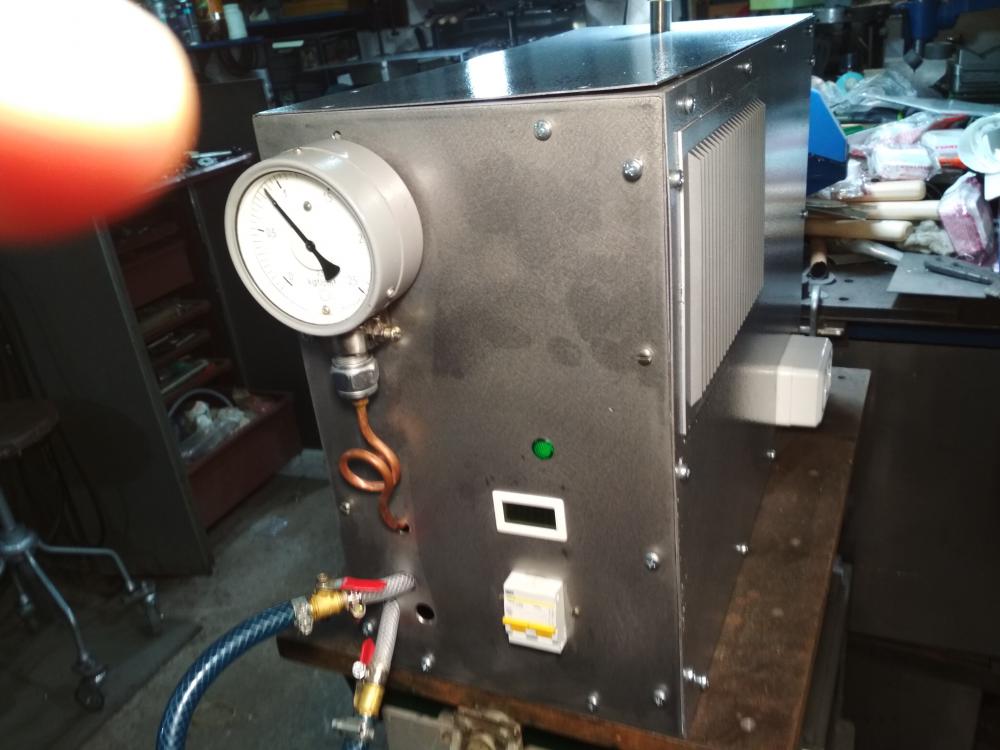
Тема БВО. Окончание. Панели установлены. Покрашены молотковой краской (серебристо-серой, но еще не все закреплены) - вид довольно приличный, и ,главное, хочу обратить внимание на боковую розетку - 32 амперный автомат специально установлен для нее: к ней подключается сварочник - это сделано для того,чтобы не забыть включить БВО при включенном аппарате и не сжечь горелку. Автоматом включается блок и сварочник одновременно. 2,5 квадрата хватает для подключения 200апмерника.
1 балл
-
Неужели??1 балл
-
@ЧерМет, возьмите за правило сопрягать листовые элементы не так а вот так Синим цветом схематично обозначен сварной шов. Хоть Курган и не мегаполис, но не верю, что только лишь рутил в продаже))) Хотя бы даже вот https://kurgan.220-volt.ru/catalog/elektrody-uoni-1355/esab/
1 балл
-
Обратил внимание на резцы которые используете. Тоже раньше пробовал такими работать. Купите себе Китайские под сменную пластину, не пожалеете. Удобство работы земля и небо. Да и дешевле в пересчете на резец выходит. Я напайные забыл как страшный сон.1 балл
-
И главное - оборудование для производства жидкости имеется.1 балл
-
Переболел "короной"-вышел на работу. Выжил на зло всем!)) Заказы пишу на сентябрь!1 балл
-
@Inkognitoby,я не совсем пойму в чем проблема,катет Т1 прописан 8,добавьте +1,5, или вы хотите более широкий диапазон допуска?Тогда если шов будет неравномерный сварщики сошлются на вас,если прописано 8,то будьте любезны и исполнить 8,с небольшим отклонением в +.1 балл
-
Вообще учился что катет должен быть не менее наименьшей толщины, одной из деталей основного свариваемого металла. Вот есть такой документ хоть и не на металлоконструкции а для резервуаров там есть пунк 3.1.3.5(может это имеется в виду?) ФЕДЕРАЛЬНАЯ СЛУЖБА ПО ЭКОЛОГИЧЕСКОМУ, ТЕХНОЛОГИЧЕСКОМУИ АТОМНОМУ НАДЗОРУ ПРИКАЗот 26 декабря 2012 г. N 780 ОБ УТВЕРЖДЕНИИ РУКОВОДСТВАПО БЕЗОПАСНОСТИ ВЕРТИКАЛЬНЫХ ЦИЛИНДРИЧЕСКИХ СТАЛЬНЫХРЕЗЕРВУАРОВ ДЛЯ НЕФТИ И НЕФТЕПРОДУКТОВ III. КОНСТРУКЦИЯ И РАСЧЕТ РЕЗЕРВУАРОВ 3.1. СВАРНЫЕ СОЕДИНЕНИЯ И ШВЫ 3.1.1. Основные типы сварных соединений и швов.3.1.1.1. Для изготовления металлоконструкций резервуара применяются стыковые, угловые, тавровые и нахлесточные сварные соединения.3.1.1.2. В зависимости от протяженности сварных швов по линии соединения деталей рекомендуется различать следующие типы сварных швов:сплошные швы, выполняемые на всю длину сварного соединения;прерывистые швы, выполняемые чередующимися участками длиной не менее 50 мм;временные (прихваточные) швы, поперечное сечение которых определяется технологией сборки, а протяженность свариваемых участков составляет не более 50 мм.3.1.1.3. Рекомендуемые стандарты для соответствия конструктивных элементов сварных соединений и швов применяемым видам сварки:для ручной дуговой сварки - ГОСТ 5264-80 "Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры", утвержденный постановлением Госстандарта СССР от 24 июля 1980 г. N 3827;для дуговой сварки в защитном газе - ГОСТ 14771-76 "Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры", утвержденный постановлением Госстандарта СССР от 28 июля 1976 г. N 1826;для сварки под флюсом - ГОСТ 8713-79 "Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры", утвержденный постановлением Госстандарта СССР от 26 декабря 1979 г. N 5047.3.1.1.4. Рекомендуется, чтобы изображения сварных соединений и условные обозначения сварных швов на чертежах определяли размеры конструктивных элементов подготовленных кромок свариваемых деталей, необходимые для выполнения швов с применением конкретного вида сварки. 3.1.2. Общие рекомендации к сварным соединениям.3.1.2.1. Рекомендуется, чтобы сварные швы были плотнопрочными и соответствовали основному металлу по показателям стандартных механических свойств металла шва: пределу текучести, временному сопротивлению, относительному удлинению, ударной вязкости, углу загиба.3.1.2.2. Рекомендуется для улучшения коррозионной стойкости подбирать металл шва и основной металл близкими друг к другу по химическому составу.3.1.2.3. Технологию сварки рекомендуется выбирать таким образом, чтобы избежать возникновения значительных сварочных деформаций и перемещений элементов конструкций. 3.1.3. Ограничения на сварные соединения и швы.3.1.3.1. Не рекомендуется наличие прихваточных швов в законченной конструкции.3.1.3.2. Минимальные катеты угловых швов (без припуска на коррозию) принимаются в соответствии с таблицей 38 настоящего Руководства по безопасности и СП 16.13330.2011 "Свод правил "СНиП II-23-81* Стальные конструкции", утвержденным приказом Минрегиона РФ от 27 декабря 2010 г. N 79.3.1.3.3. Стыковые соединения деталей неодинаковой толщины при разнице, не превышающей значений, указанных в таблице 2 настоящего Руководства по безопасности, выполняются так же, как и деталей одинаковой толщины; конструктивные элементы разделки кромок и размеры сварочного шва следует выбирать по большей толщине. Таблица 2. Допускаемая разница толщины свариваемых деталей ┌────────────────────────────────────┬────────────────────────────────────┐│ Толщина тонкой детали, мм │ Допускаемая разница толщины, мм │├────────────────────────────────────┼────────────────────────────────────┤│ До 4 │ 1 │├────────────────────────────────────┼────────────────────────────────────┤│ Св. 4 до 20 │ 2 │├────────────────────────────────────┼────────────────────────────────────┤│ Св. 20 до 30 │ 3 │├────────────────────────────────────┼────────────────────────────────────┤│ Св. 30 │ 4 │└────────────────────────────────────┴────────────────────────────────────┘ При разности в толщине свариваемых деталей выше значений, указанных в таблице 2, на детали, имеющей большую толщину, рекомендуется сделать скос под углом 15° с одной или с двух сторон до толщины тонкой детали. При этом конструкцию разделки кромок и размеры сварного шва рекомендуется выбирать по меньшей толщине.3.1.3.4. Не рекомендуется смещение свариваемых кромок более:а) 1,0 мм - для деталей толщиной t от 4 до 10 мм;б) 0,1 · t - для деталей толщиной t от 10 до 40 мм, но не более 3 мм.3.1.3.5. Рекомендуемые максимальные катеты угловых сварных швов не более 1,2 толщины более тонкой детали в соединении.3.1.3.6. Для деталей толщиной от 4 до 5 мм катет углового сварного шва рекомендован 4 мм.Для деталей большей толщины катет углового шва определяется прочностным расчетом или конструктивно, но не менее 5 ммPS:Документ не полный и на резервуары. С другой стороны есть чертёж от его чертивших и его принимавших,не проще у них спросить что они имеют в виду?1 балл
-
Пластины не паралельны, не уверен , что валик с обратной стороны соответствует условиям. Просто залить сверху вниз любой студент может. А вот сделать это соответственно условиям атестации, не каждый сварщик. Я варл образец снизу вверх, мой сертификат перекрывает швы в нижнем положении, то есть разрешает мне выполнять сварку в таких положениях. А сварка сверху вниз отдельная песня. Ее другие аттестации не перекрывают, ни потолок, ни труба. И она на них разрешения не дает. Это если мы говорим о евросертификате. наверно это жжж не спроста, как говаривал Вини Пух.1 балл
-
Вот и я при сдаче на евросертификат варил пластину снизу вверх. Учитывая, что пластину после просвечивания многократно гнут, не в интересах сварщика иметь несплавление кромок, ни спереди ни сзади. Тут снизу вверх то не факт что всё сплавится, а сверху вниз запаять, вообще акробатика.1 балл
-
Да.Жалко,что поздно увидал.При сварке в CO2 сверху вниз никогда не будет валика -только мениск,в крайнем случае,гладкий шов.Можно извернуться и протолкнуть металл,но получатся сопли и несплавление -тотальное -насильно закинутого в зазор металла,так как сделать это удавалось увеличением калибра капель при отрыве и высоты дуги -шёл крупнокапельный перенос,а горелка больше походила на перфоратор или пулемёт -кстати,так же можно получить "обратный валик" и на потолок, -но мы ведь про па сварку пишем,верно?Поэтому,спускаясь на землю,усиление изнанки корня у меня получалось только снизу вверх,да и то,лишь на отдельных комбинациях параметров. Для Fronius TransPuls Synergic 2700 это было высота дуги/калибровка отрыва дросселем/напряжение/скорость прохода толщина листа/ток/скорость подачи 1/-1,3/18,8/42 1,5 / /80/1,8 и 3/-2,4/18,2/27 1,5/ /130/1,9 Проволока сплошная 1,2мм,а толщина листа здесь -прикинутая синергетиком нзависимостях с другими параметрами. Насчёт неравномерного заполнения корня сдающему можно посоветовать небольшую уловку -сдвиньтесь чуть-чуть вбок от нормальной плоскости к изделию,чтобы проволока не проскакивала в зазор,а упиралась в одну из кромок.Если параметры настроены до грана,подрезов и непроваров не будет,да и можно чуть больше задерживаться на соседней кромке. На всякий случай напоминаю секрет от старых сварщиков:не стремитесь получать обратный валик.Именно в нём копятся поры -на рентгене будет безобразная дорожка дефектов.Лучше сделать заподлицо -особенно,если работодатель увидет не сам шов,а его рентгенограмму.
1 балл
-
Кто это установил? Подмосковные самоделкины?-1 балл







































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)